铆钉取放机构、平面机器人、压铆装置及压铆系统的制作方法
[0001]
本实用新型属于压铆设备领域,尤其涉及一种铆钉取放机构、平面机器人、压铆装置及压铆系统。
背景技术:
[0002]
3c电子行业是典型的劳动密集型行业,需要大量的工人在流水线上作业;铆钉的铆压一直占用大量人工,其中不同种类的铆钉较多时,装配就需要更多的人员,而且效率低下,容易装错,造成不必要的损失。
技术实现要素:
[0003]
为了解决上述技术问题,本实用新型的目的之一在于提供一种结构简单,且能自动取放铆钉的铆钉取放机构。
[0004]
为了实现上述目的,本实用新型的技术方案如下:一种铆钉取放机构,第一伸缩件、第二伸缩件、套筒和立杆,所述套筒竖向设置,且中部设有上下贯穿的通孔,所述立杆竖向设置,且其穿由上向下穿入所述通孔,所述第一伸缩件与所述套筒传动连接,所述第二伸缩件与所述立杆传动连接,所述第一伸缩件和/或所述第二伸缩件用以驱动所述立杆与所述套筒沿竖向相对移动以使得所述立杆的下端伸出至所述套筒外或收入至所述套筒内;
[0005]
当所述铆钉为空心铆钉时,所述立杆下端具有磁性,所述套筒的下端为非易磁性材料制成,所述第二伸缩件驱动所述立杆向下移动至其下端至伸出所述套筒的下端并伸入到所述空心铆钉的内孔内以将所述空心铆钉吸合,所述第一伸缩件用以驱动所述套筒相对于所述立杆向下移动以将所述立杆下端吸合的所述空心铆钉推离所述立杆下端;
[0006]
当所述铆钉为实心铆钉时,所述套筒下端具有磁性,所述立杆的下端为非易磁性材料制成,所述第一伸缩件驱动所述套筒向下移动至将所述实心铆钉吸合在其下端中部,所述第二伸缩件用以驱动立杆向下移动至其下端伸出至所述套筒外以将所述实心铆钉推离所述立杆下端。
[0007]
上述技术方案的有益效果在于:其结构简单,通过将套筒下端或立杆的下端磁化,以使得第一伸缩件和第二伸缩件带动所述套筒和立杆相对上下移动来实现吸附铆钉或将所吸附铆钉推离,其中,当铆钉为空心铆钉时,立杆可伸入到铆钉孔内以将铆钉吸合同时给铆钉导向,避免其在立杆下端倾斜。
[0008]
上述技术方案中所述第一伸缩件是笔形气缸,所述第二伸缩件为滑台气缸。
[0009]
上述技术方案的有益效果在于:其结构简单,如此设置更加方便,可避免第一伸缩件和第二伸缩件同轴难以设置。
[0010]
上述技术方案中所述第二伸缩件安装在所述第一伸缩件的伸缩端,所述第一伸缩件带动所述第二伸缩件与所述套筒同步移动。
[0011]
上述技术方案的有益效果在于:如此使得其更加简单适用,方便操控。
[0012]
本实用新型的目的之二在于提供一种结构简单,且自动化程度高,能自动取放铆
钉的平面机器人。
[0013]
为了实现上述目的,本实用新型的技术方案如下:一种平面机器人,包括平面机械臂、安装架和至少一个如上所述的铆钉取放机构,所述安装架安装在所述平面机械臂的驱动端,所述铆钉取放机构安装在所述安装架上。
[0014]
上述技术方案的有益效果在于:如此可由平面机械臂带动通过安装架带动多个所述铆钉取放机构做三维移动。从而使得其自动化进一步的提高。
[0015]
本实用新型的目的之三在于提供一种结构简单,自动化程度高,且能自动上料的压铆装置。
[0016]
为了实现上述目的,本实用新型的技术方案如下:一种压铆装置,包括底座、下模、驱动机构、压铆件和至少一个如上所述的平面机器人,所述底座水平设置,所述下模水平滑动安装在所述底座上端中部,所述驱动机构安装在所述底座上,其驱动端与所述下模传动连接,所述下模上端用以放置工件,所述平面机器人安装在所述底座上端并位于所述下模滑动轨迹的侧方,其用以拾取铆钉并将所述铆钉放置在所述工件上对应的铆孔内,所述压铆件安装在所述底座上端右侧,其工作部具有上模,所述驱动机构用以驱动所述下模带动所述工件在所述底座上端向右方向滑动至所述上模的下方,或向左滑动至复位,所述压铆件用以驱动所述上模向下移动至压紧在所述工件上端以将所述工件上的铆钉压铆在所述工件上。
[0017]
上述技术方案的有益效果在于:其结构简单,将工件放置在下模上,再由平面机器人将铆钉取来放在工件上对应的铆孔内,再由驱动机构驱动下模移动至上模的下方,此时有压铆件带动其下模向下移动并完成压铆动作,其整个过程自动化程度高。
[0018]
上述技术方案中所述平面机器人设有两个,且两个所述平面机器人均设置在所述底座上端,并分别位于所述下模滑动轨迹的前侧和后侧。
[0019]
上述技术方案的有益效果在于:如此使得其加工效率更高。
[0020]
上述技术方案中还包括上料机构,所述上料机构设置在所述底座的左端,其用以拿取工件并将所述工件放置在所述下模上。
[0021]
上述技术方案的有益效果在于:其结构简单,如此可实现自动上料。
[0022]
上述技术方案中还包括检测机构,所述检测机构设置在所述底座上方,其用以对压铆完成后的工件进行检测并判断其是否合格。
[0023]
上述技术方案的有益效果在于:如此可在压铆完成后对工件进行自动检测,以判断工件是否合格。
[0024]
本实用新型的目的之四在于提供一种自动化程度高,精度高的压铆系统。
[0025]
为了实现上述目的,本实用新型的技术方案如下:一种压铆系统,包括多个如上所述的压铆装置,多个所述压铆装置沿左右方向依次顺序设置,且相互靠近,所述工件由左向右依次顺序置于多个所述压铆装置上,并由多个所述压铆装置共同完成加工。
[0026]
上述技术方案的有益效果在于:如此使得每个工件可顺序经过多个压铆装置进行流水线式的加工,其效率高,且人工成本低。
[0027]
上述技术方案中还包括下料机构,所述下料机构设置在最右侧所述压铆装置的右侧,其用以将所述加工完成后的工件取出。
[0028]
上述技术方案的有益效果在于:如此可使得工件在经压铆系统完成全部工序后自
动下料,进一步的提高其自分化程度。
附图说明
[0029]
图1为本实用新型实施例1所述的铆钉取放机构的结构简图;
[0030]
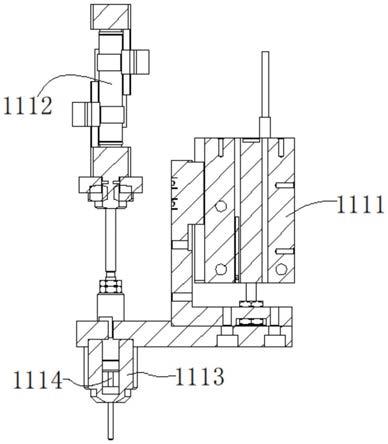
图2为本实用新型实施例1所述的铆钉取放机构的立视图;
[0031]
图3为本实用新型实施例2所述的铆钉取放机构的结构简图;
[0032]
图4为本实用新型实施例2所述的铆钉取放机构的立视图;
[0033]
图5为本实用新型实施例3所述的平面机器人的结构简图;
[0034]
图6为本实用新型实施例4所述的压铆装置的结构简图;
[0035]
图7为本实用新型实施例5所述的压铆系统的结构简图。
[0036]
图中:1压铆装置、11平面机器人、111铆钉取放机构、1111第一伸缩件、 1112第二伸缩件、1113套筒、1114立杆、112平面机械臂、113安装架、12 底座、13下模、14压铆件、141上模、15上料机构、16铆钉盘、2下料机构。
具体实施方式
[0037]
以下结合附图和实施例对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
[0038]
实施例1
[0039]
如图1和图2所示,本实施例提供了一种铆钉取放机构,第一伸缩件1111、第二伸缩件1112、套筒1113和立杆1114,所述套筒1113竖向设置,且中部设有上下贯穿的通孔,所述立杆1114竖向设置,且其穿由上向下穿入所述通孔,所述第一伸缩件1111与所述套筒1113传动连接,所述第二伸缩件1112与所述立杆1114传动连接,所述第一伸缩件1111和/或所述第二伸缩件1112用以驱动所述立杆1114与所述套筒沿竖向相对移动以使得所述立杆1114的下端伸出至所述套筒1113外或收入至所述套筒1113内;
[0040]
当所述铆钉为实心铆钉时,所述套筒1113下端具有磁性(可直接安装磁铁或安装磁铁将套筒的下端磁化),所述立杆1114的下端为非易磁性材料制成,所述第一伸缩件1111驱动所述套筒1113向下移动至将所述实心铆钉吸合在其下端中部,所述第二伸缩件1112用以驱动立杆1114向下移动至其下端伸出至所述套筒1113外以将所述实心铆钉推离所述立杆1114下端。
[0041]
其中,优选的,所述第一伸缩件1111是笔形气缸,所述第二伸缩件1112 为滑台气缸,其结构简单,如此设置更加方便,可避免第一伸缩件和第二伸缩件同轴难以设置。
[0042]
本实施例的原理是:取铆钉时:1.第一伸缩件驱动套筒向下移动,此时立杆下端位于套筒内,此时套筒吸合一个铆钉,然后第一伸缩件驱动套筒向上移动以带动铆钉向上移动,此时立杆的下端还是处在套筒内;
[0043]
放铆钉时:第一伸缩件驱动套筒带动铆钉向下移动,再由第二伸缩件驱动立杆向下移动至其下端伸出至套筒下端并将铆钉向下推离所述套筒,而铆钉在自身重力作用下掉落,然后第一伸缩件和第二伸缩件驱动对应的套筒和立杆向上移动子复位。
[0044]
实施例2
[0045]
如图3和图4所示,同实施例1,其区别在于,当所述铆钉为空心铆钉时,所述立杆
1114下端具有磁性(可直接安装磁铁或安装磁铁将立杆的下端磁化),所述套筒1113的下端为非易磁性材料制成,所述第二伸缩件1112驱动所述立杆1114向下移动至其下端至伸出所述套筒1113的下端并伸入到所述空心铆钉的内孔内以将所述空心铆钉吸合,所述第一伸缩件1111用以驱动所述套筒1113相对于所述立杆1114向下移动以将所述立杆1114下端吸合的所述空心铆钉推离所述立杆1114下端,其结构简单,通过将套筒下端或立杆的下端磁化,以使得第一伸缩件和第二伸缩件带动所述套筒和立杆相对上下移动来实现吸附铆钉或将所吸附铆钉推离,其中,当铆钉为空心铆钉时,立杆可伸入到铆钉孔内以将铆钉吸合同时给铆钉导向,避免其在立杆下端倾斜。
[0046]
上述技术方案中所述第二伸缩件1112安装在所述第一伸缩件1111的伸缩端,所述第一伸缩件1111带动所述第二伸缩件1112与所述套筒1113同步移动,如此使得其更加简单适用,方便操控。
[0047]
本实施例的原理是:取铆钉时:第一伸缩件驱动套筒、第一伸缩件和立杆均同步向下移动(此时立杆下端伸出至套筒下端),且所述套筒并压在所述铆钉上端,所述立杆的下端伸入到所述铆钉的孔内,并将铆钉吸合,然后第一伸缩件驱动所述套筒、第一伸缩件和立杆同步向上移动;
[0048]
放铆钉时:第一伸缩件驱动套筒、第一伸缩件和立杆均同步向下移动,然后第二伸缩件驱动立杆向上移动至收纳在套筒内,此时套筒挤压铆钉与所述立杆脱离。
[0049]
实施例3
[0050]
如图5所示,本实施例提供了一种平面机器人,包括平面机械臂112、安装架113和多个如实施例1和/或实施例2所述的铆钉取放机构111,所述安装架 113安装在所述平面机械臂112的驱动端,多个所述铆钉取放机构111安装在所述安装架113上,并在所述安装架113上间隔分布,如此可由平面机械臂带动通过安装架带动多个所述铆钉取放机构做三维移动。从而使得其自动化进一步的提高。
[0051]
其中,每个安装架上的多个所述铆钉取放机构可为均为实施例1对应的铆钉取放机构或均为实施例2对应的铆钉取放机构或为实施例1和实施例2对应的铆钉取放机构的铆钉取放机构。
[0052]
实施例4
[0053]
如图6所示,本实施例提供了一种压铆装置,包括底座12、下模13、驱动机构、压铆件14和至少一个如实施例3所述的平面机器人11,所述底座12水平设置,所述下模13水平滑动安装在所述底座12上端中部,所述驱动机构安装在所述底座12上,其驱动端与所述下模13传动连接,所述下模13上端用以放置工件,所述平面机器人11安装在所述底座12上端并位于所述下模13滑动轨迹的侧方,其用以拾取铆钉并将所述铆钉放置在所述工件上对应的铆孔内,所述压铆件14安装在所述底座12上端右侧,其工作部具有上模141,所述驱动机构用以驱动所述下模13带动所述工件在所述底座12上端向右方向滑动至所述上模141的下方,或向左滑动至复位,所述压铆件14用以驱动所述上模141 向下移动至压紧在所述工件上端以将所述工件上的铆钉压铆在所述工件上。其结构简单,将工件放置在下模上,再由平面机器人将铆钉取来放在工件上对应的铆孔内,再由驱动机构驱动下模移动至上模的下方,此时有压铆件带动其下模向下移动并完成压铆动作,其整个过程自动化程度高。
[0054]
上述技术方案中所述平面机器人11设有两个,且两个所述平面机器人11 均设置
在所述底座12上端,并分别位于所述下模13滑动轨迹的前侧和后侧,如此使得其加工效率更高。
[0055]
上述技术方案中还包括上料机构15,所述上料机构15设置在所述底座12 的左端,其用以拿取工件并将所述工件放置在所述下模13上,其结构简单,如此可实现自动上料,其中,所述上料机构可为上料机器人。
[0056]
上述技术方案中还包括检测机构,所述检测机构设置在所述底座上方,其用以对压铆完成后的工件进行检测并判断其是否合格,如此可在压铆完成后对工件进行自动检测,以判断工件是否合格,其中,所述检测机构可为红外检测模块,其可检测压铆完成后的工件是否合格,若不合格则可将其剔除。
[0057]
其中,所述驱动件可为伸缩电缸,其驱动所述下模在所述底座上左右移动,如此可将下模分为两个工作位,其在底座的左端为上料工位,而在上模的下方时为压铆工位,当其在上料工位时,由平面机器人将铆钉取来并防止在工件上的铆孔内。
[0058]
其中,进一步优选的,所述底座上端靠近所述平面机器人的位置还设有放置铆钉盒盘的工位,其中,铆钉盘内均匀的摆放有铆钉,由人工将装有铆钉的锚定盘放置在底座上端对应的工位,以便于平面机器人取拿铆钉。
[0059]
实施例5
[0060]
如图7所示,本实施例提供了一种压铆系统,包括多个如实施例4所述的压铆装置1,多个所述压铆装置1沿左右方向依次顺序设置,且相互靠近,所述工件由左向右依次顺序置于多个所述压铆装置上,并由多个所述压铆装置1 共同完成加工,如此使得每个工件可顺序经过多个压铆装置进行流水线式的加工,其效率高,且人工成本低。
[0061]
其中,位于最左侧的压铆装置的上料机构作为整个压铆系统额上料机构,而后续的压铆装置的上料机构分别从位于其左侧的压铆装置内将其加工好的工件取至其自身对应的下模上,以待进一步的加工。
[0062]
上述技术方案中还包括下料机构2,所述下料机构2设置在最右侧所述压铆装置1的右侧,其用以将所述加工完成后的工件取出,如此可使得工件在经压铆系统完成全部工序后自动下料,进一步的提高其自分化程度,如此使得整个压铆系统加工完后的工件能自动卸料。
[0063]
其中,所述下料机构的结构与上料机构的结构类似。
[0064]
当任何一个压铆装置所加工后的工件经其对应的检测机构检测不合格后,其后续的压铆装置中的上料机构和下料机构依次连续工作以将该不合格的工件从压铆系统中剔除(后续的压铆装置的压铆件均不工作)。
[0065]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1