一种精加工后筒体撑圆组对工装的制作方法
1.本实用新型涉及焊装,具体是一种精加工后筒体撑圆组对工装。
背景技术:
2.筒体组对工装在实际生产制造中广泛应用,种类也很繁多,一般都是两节筒体毛坯状态下进行组对焊接及热处理后再进行精加工,由于筒体直径大,刚性较差,单节实际制作时工序又多,两节筒体生产周期很难协调匹配,出现生产过程中怠工等待时间,延误周期,降低了生产效率。
技术实现要素:
3.为解决上述现有技术的缺陷,本实用新型提供一种精加工后筒体撑圆组对工装,减少过程中的怠工等待时间,将一节筒体先进行精加工后再通过工装撑圆进行组对,保证组对圆度的要求,大大节省了生产工期。
4.为实现上述技术目的,本实用新型采用如下技术方案:一种精加工后筒体撑圆组对工装,包括圆板,所述圆板的外周上设有若干个定位板,且所述定位板的外缘凸出于所述圆板的外缘;所述圆板的外周上还设有若干个限位板,所述限位板呈l型且所述l型的一端固定在所述圆板上,另一端朝向外设置且凸出于所述圆板外缘;
5.所述圆板上对称固定有若干个吊耳;
6.所述圆板的背面沿直径方向固定有第一槽钢和第二槽钢,所述第一槽钢和所述第二槽钢垂直设置。
7.进一步地,所述定位板圆周均布。
8.进一步地,所述定位板不与所述圆板相接触的三个角采用圆角设置。
9.进一步地,所述定位板的数量为32。
10.进一步地,所述限位板设于相邻两个所述定位板之间,且圆周均布在所述圆板上。
11.进一步地,所述限位板的数量为8。
12.进一步地,所述圆板上固定有垫板,所述限位板通过螺栓固定在所述垫板上。
13.进一步地,所述吊耳数量为4。
14.综上所述,本实用新型取得了以下技术效果:
15.本实用新型采用内定位法,将工装装入精加工筒体内,撑圆防止筒体变形,并利用限位板1控制工装装入筒体的深度,使限位板l形状挂在筒体上端定位工装,安装过程中检验l形限位块与筒体上端面的距离,有效控制及避免工装安装进入时是否存在倾斜,并从内部点固定位板,使工装完装固定,拆除限位板后组对另一筒体,并放倒至滚轮架上焊接,滚轮架支承在内工装处,由于内撑工装将筒体内壁撑圆加固,避免筒体在焊接及自重的情况下产生变形影响圆度及精加工的尺寸,保证圆度达到客户要求。
附图说明
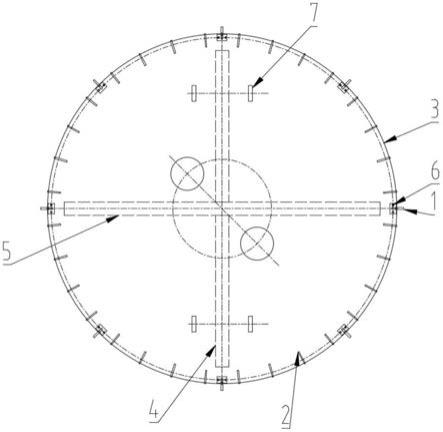
16.图1是本实用新型实施例提供的工装主视图;
17.图2是图1的侧视图;
18.图3是图2中的a部分示意图;
19.图4是图2中的b部分示意图;
20.图5是使用状态示意图。
具体实施方式
21.以下结合附图对本实用新型作进一步详细说明。
22.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
23.实施例:
24.如图1所示,一种精加工后筒体撑圆组对工装,包括圆板3,圆板3的外周上设有若干个定位板2,定位板2圆周均布,结合图2、图3,定位板2的外缘凸出于圆板3的外缘,并且,定位板2不与圆板3相接触的三个角采用圆角设置,圆角不会划伤筒体,能够与筒体相符合,形成内径支撑,防止变形。本实施例中,如图1所示,定位板2的数量为32,数量较多较密集能够保证筒体的定位准确,也能够增加强度。
25.如图1所示,圆板3的外周上还设有若干个限位板1,结合图2,限位板1呈l型且l型的一端固定在圆板3上,另一端朝向外设置且凸出于圆板3外缘,本实施例中,l型板采用一长一短设置,长边固定在圆板3上,短边圆周设置能够对筒体形成定位,能够挡住筒体的外缘处(图5示),并且根据实际情况可以设置长边的长度,以调节长边伸进筒体的长度。
26.如图1所示,限位板1设于相邻两个定位板2之间,且圆周均布在圆板3上。本实施例中,限位板1的数量为8,既能够利用短边挡住筒体也能够利用长边支撑筒体。
27.进一步地,结合图3,圆板3上固定有垫板8,限位板1通过螺栓6固定在垫板8上(图4示,图3中未显示出螺栓6)。
28.如图1所示,圆板3上对称固定有若干个吊耳7;吊耳数量为4。
29.如图1和2所示,圆板3的背面沿直径方向固定有第一槽钢4和第二槽钢5,第一槽钢4和第二槽钢5垂直设置,能够加强强度。
30.如图5所示,先将圆板3、垫板8、定位板2、第一槽钢4和第二槽钢5、吊耳7焊为一体,整体机加工垫板平面及定位板2外圆,保证32个定位板2外圆尺寸与精加工筒体9尺寸间隙配合,加工垫板8上平面,使在8件垫板8处于同一平面,限位板1两面经机加工后用螺栓6与垫板8连接安装,形成整体工装,本实用新型采用内定位法与筒体内径匹配,防止变形,更好地保证圆度,8个l形限位板有效控制工装安装的深度及检验安装过程中工装的倾斜。
31.本实用新型采用内定位法,将工装装入精加工筒体9内,撑圆防止筒体9变形,并利用限位板1控制工装装入筒体9的深度,使限位板l形状挂在筒体上端定位工装,安装过程中检验l形限位块与筒体上端面的距离,有效控制及避免工装安装进入时是否存在倾斜,并从内部点固定位板,使工装完装固定,拆除限位板后组对另一筒体,并放倒至滚轮架上焊接,滚轮架支承在内工装处,由于内撑工装将筒体内壁撑圆加固,避免筒体在焊接及自重的情
况下产生变形影响圆度及精加工的尺寸,保证圆度达到客户要求。
32.以上所述仅是对本实用新型的较佳实施方式而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1