自动盖板冲孔冷弯设备的制作方法
1.本实用新型涉及冲孔冷弯设备技术领域,尤其是涉及一种自动盖板冲孔冷弯设备。
背景技术:
2.在一般冲孔模具设备上都是一个模具对应一种冲孔设备,但是有许多常见的产品里存在左右的对称件,这样就需要两台对称的设备来完成这样一个冲孔工作,不仅增加了设备采购的成本,还加大了人员的施工成本,这样就降低了施工的安全系数,不利于产品的大规模生产。另外现有的冲孔设备上不带折弯,需要单独的折弯设备来完成,增加了设备成本的投入。鉴于以上原因,设计一种自动盖板冲孔冷弯设备是很有必要的。
技术实现要素:
3.本实用新型的目的是提供一种自动盖板冲孔冷弯设备,冲孔和折弯结合在同一设备上,减少了设备投入,且提高了生产效率,同时可调宽度,适合多种规格的板材。
4.为实现上述目的,本实用新型提供了自动盖板冲孔冷弯设备,包括底座、设置在所述底座上的入料装置、设置在所述入料装置后端的冲孔装置、设置在所述冲孔装置后侧的折弯装置和设置在所述折弯装置后侧的校平装置,所述校平装置、所述折弯装置、所述冲孔装置和所述入料装置均固定在所述底座上;
5.所述底座的两端设置有滑道,所述滑道设置在所述入料装置的后侧;
6.所述折弯装置包括两个相对的箱体、设置在所述箱体外侧的减速电机、与所述减速电机连接的传动轴、与所述传动轴连接的双排链轮、与所述双排链轮连接的折弯下模和设置在所述折弯下模上方的折弯上模,所述折弯上模和所述折弯下模设置为若干对,且均匀等距分布在两个所述箱体的里侧,所述箱体的底端设置有滑板,所述滑板的两端底部设置有与所述滑道相适应的滑块;所述冲孔装置包括壳体、设置在所述壳体上的冲孔气缸和设置在所述冲孔气缸底端的冲头,所述壳体固定在所述滑板上;
7.所述校平装置包括相对的两个托板、设置在所述托板上的立板和固定在所述立板内侧的校平辊,每一侧所述立板上的所述校平辊均设置为五个,且上端为两个,下端为三个,相互交叉设置。
8.优选的,所述入料装置和所述冲孔装置之间设置有牌坊板总成,所述牌坊板总成包括牌坊壳体、设置在所述牌坊壳体内侧的上模和设置在所述上模下方的下模,所述牌坊壳体的底端固定在所述滑板上。
9.优选的,所述入料总成包括相对的两个托架和设置在所述托架上的入料带,所述入料带上设置有夹持辊,所述托架固定在所述滑板上。
10.优选的,所述底座的底部设置有地脚。
11.因此,本实用新型采用上述结构的自动盖板冲孔冷弯设备,冲孔和折弯结合在同一设备上,减少了设备投入,且提高了生产效率,同时可调宽度,适合多种规格的板材。
12.下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
附图说明
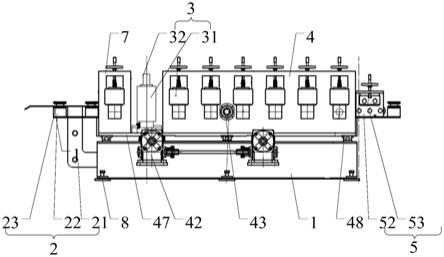
13.图1为本实用新型一种自动盖板冲孔冷弯设备实施例的结构示意图;
14.图2为本实用新型一种自动盖板冲孔冷弯设备实施例的俯视图;
15.图3为本实用新型一种自动盖板冲孔冷弯设备实施例的侧视图。
具体实施方式
16.以下通过附图和实施例对本实用新型的技术方案作进一步说明。
17.实施例
18.图1为本实用新型一种自动盖板冲孔冷弯设备实施例的结构示意图,图2为本实用新型一种自动盖板冲孔冷弯设备实施例的俯视图,图3为本实用新型一种自动盖板冲孔冷弯设备实施例的侧视图。如图所示,本实用新型提供了自动盖板冲孔冷弯设备,包括底座1、设置在底座1上的入料装置2、设置在入料装置2后端的冲孔装置3、设置在冲孔装置3后侧的折弯装置4和设置在折弯装置4后侧的校平装置5,校平装置5、折弯装置4、冲孔装置3和入料装置2均固定在底座1上,首先可以针对宽度50-800cm的板材进行冲孔折弯,通过入料装置进入到冲孔装置处进行冲孔,然后进入到折弯装置处进行折弯,板材的两侧进入到折弯装置的折弯上模和折弯下模之间进行折弯,折弯后进入到校平装置处进行校平,避免折弯不平,影响使用。入料装置2和冲孔装置3之间设置有牌坊板总成7,牌坊板总成7包括牌坊壳体71、设置在牌坊壳体71内侧的上模72和设置在上模72下方的下模73,牌坊壳体71的底端固定在滑板46上。底座1的两端设置有滑道6,滑道6设置在入料装置2的后侧;折弯装置、入料装置、冲孔装置连同牌坊总成均固定在滑板上,通过滑板底端的滑块在滑道内移动,然后可以调节两侧折弯装置、入料装置、冲孔装置之间的距离,适应不同宽度的板材。
19.折弯装置4包括两个相对的箱体41、设置在箱体41外侧的减速电机42、与减速电机42连接的传动轴43、与传动轴43连接的双排链轮44、与双排链轮44连接的折弯下模45和设置在折弯下模45上方的折弯上模46,折弯上模46和折弯下模45设置为若干对,且均匀等距分布在两个箱体41的里侧,箱体41的底端设置有滑板47,滑板47的两端底部设置有与滑道6相适应的滑块48;减速电机启动后带动传动轴转动,传动轴带动双排链轮使折弯下模转动,从而能够带动折弯上模和折弯下模之间的板材边折弯边向前移动,完成折弯。冲孔装置3包括壳体31、设置在壳体31上的冲孔气缸32和设置在冲孔气缸32底端的冲头,壳体31固定在滑板46上;折弯装置与冲孔装置设置在同一设备上,且先冲孔后折弯,节省了设备的投入,且提高了生产效率。校平装置5包括相对的两个托板51、设置在托板51上的立板52和固定在立板52内侧的校平辊53,每一侧立板52上的校平辊53均设置为五个,且上端为两个,下端为三个,相互交叉设置,折弯后的板材通过校平辊后使整个板材的折弯更加平整。
20.入料总成2包括相对的两个托架21和设置在托架21上的入料带22,入料带22上设置有夹持辊23,托架21固定在滑板46上。
21.底座2的底部设置有地脚8,用于支撑整个设备。
22.因此,本实用新型采用上述结构的自动盖板冲孔冷弯设备,冲孔和折弯结合在同一设备上,减少了设备投入,且提高了生产效率,同时可调宽度,适合多种规格的板材。
23.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其进行限制,尽管参照较佳实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本实用新型的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本实用新型技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1