一种倒斜角修边刀头的制作方法
1.本实用新型涉及刀头领域,特指一种倒斜角修边刀头。
背景技术:
2.家具制造过程中,往往需要对家具进行倒斜角和修边处理,例如,桌面的顶边或底边需要倒斜角,侧面需要修边。现有的加工方式如下,先用铣刀把顶边或底边铣成斜面,然后再用铣刀铣进行侧面修边。通过两道工序加工,操作麻烦,加工效率低。
技术实现要素:
3.本实用新型的目的在于:针对上述存在的问题,提供一种倒斜角修边刀头,该刀头能够一同进行倒斜角和侧面修边处理,操作方便,加工效率高。
4.本实用新型采用的技术方案如下:
5.一种倒斜角修边刀头,所述刀头包括修边部和锥状的倒角部,所述倒角部的小端与修边部的一端相连;所述倒角部的侧面设置有倒角切削刃,修边部的侧面设置有修边切削刃;所述倒角切削刃的一端与修边切削刃的一端相连,构成一钝角切削刃。
6.进一步的,所述修边部的直径与倒角部小端的直径相等,所述修边部的长度大于倒角部的长度。
7.进一步的,从刀头的一端至另一端,刀头上设置有两条切削刃,所述切削刃关于刀头的轴线中心对称。
8.进一步的,所述刀头的一端设置有端部切削刃,所述端部切削刃设置在修边部的另一端,所述倒角部的大端连接有刀柄。
9.进一步的,所述刀头的一端设置有端部切削刃,所述端部切削刃设置倒角部的大端,所述修边部的另一端连接有刀柄。
10.进一步的,所述刀头的端部设置有两条端部切削刃,两条端部切削刃均从刀头端部的中部向外延伸,且两条端部切削刃关于刀头的轴线中心对称。
11.进一步的,从刀头的一端至另一端,所述刀头上开设有两条排屑槽,所述排屑槽关于刀头的轴线中心对称。
12.进一步的,所述排屑槽沿刀头的轴线方向直线延伸或沿刀头的轴线方向螺旋延伸。
13.进一步的,所述排屑槽包括两侧面,所述排屑槽的槽底为尖角,排屑槽的槽底角度大于等于90
°
。
14.进一步的,所述切削刃设置在排屑槽其中一个侧面的侧边缘处,端部切削刃设置在排屑槽其中一个侧面的端部边缘处。
15.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
16.本实用新型的刀头,刀头具备倒斜角的倒角切削刃和修侧边的修边切削刃,则该刀头可以一次性的的完成桌面的倒斜角和修侧边,而不必像现有技术那样,分步操作,本实
用新型加工方便,且加工效率高。同时,刀头的前端还设置有端部切削刃,使的得该刀头可以用来钻孔、铣槽等操作,增加了该刀头的用途。
附图说明
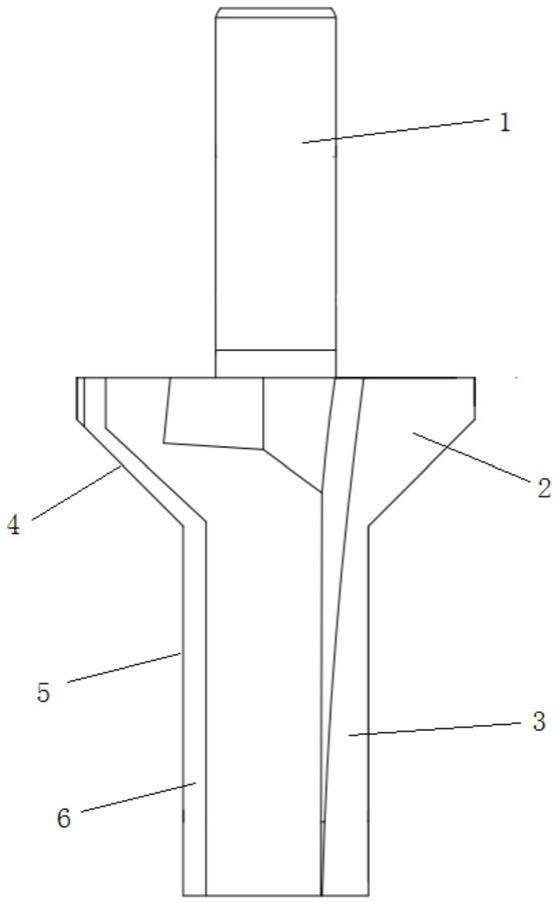
17.图1和3是实施例1的整体结构图;
18.图2和4是实施例1的端面结构图;
19.图5和7是实施例2的整体结构图;
20.图6和8是实施例2的端面结构图。
具体实施方式
21.下面结合附图,对本实用新型作详细的说明。
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.实施例1
24.如图1所示,一种倒斜角修边刀头,所述刀头包括修边部3和锥状的倒角部2,所述倒角部2的小端与修边部3的一端相连;所述倒角部2的侧面设置有倒角切削刃4,修边部3的侧面设置有修边切削刃5;所述倒角切削刃4的一端与修边切削刃5的一端相连,构成一钝角切削刃;所述修边部3的直径与倒角部2小端的直径相等,所述修边部3的长度大于倒角部2的长度,所述倒角部2的大端连接有刀柄1。
25.在上述结构中,整个刀头具备倾斜的倒角切削刃4,则倒角切削刃4可以用来给桌面的顶边倒斜角,整个刀头具备竖直设的修边切削刃5,则修边切削刃5可以用来给桌面的侧面修边;因此,加工时,该刀头可以一次性为桌面修侧边,倒顶边斜角,该刀头操作简单,使用方便,且提高了加工效率。
26.如图3所示,在本实施例中,刀柄1的直径为13mm,刀柄1的长度为40mm;整个刀头的长度为56mm,其中,修边部3的长度为40mm;倒角部2大端的直径为43mm,修边部3的直径为20mm,倒角切削刃4和修边切削刃5间的夹角为135
°
。
27.进一步的,从刀头的一端至另一端,刀头上设置有两条切削刃,所述切削刃关于刀头的轴线中心对称。
28.由于上述结构,通过设置两条切削刃,能够提高加工效率。
29.所述刀头的一端设置有端部切削刃7,所述端部切削刃7设置在修边部3的一端,如图1所示,端部切削刃7设置在修边部3的前端,修边部3的后端与倒角部2相连。
30.由于端部切削刃7的存在,则该刀头可以用来给家具铣槽、钻孔等操作。由于两条切削刃布满整个刀头的长度方向,且与刀头的形状贴合,则当该刀头钻孔使用时,还能够一次性钻出不同直径的孔,操作方便,且加工效率高。
31.所述刀头的端部设置有两条端部切削刃7,两条端部切削刃7均从刀头端部的中部向外延伸,且两条端部切削刃7关于刀头的轴线中心对称。
32.由于上述结构,端部切削刃7设置两条能够保证切削效率,同时,端部切削刃7关于刀头的轴线中心对称能够保证受力平衡,保证加工质量。
33.如图1和2所示,从刀头的一端至另一端,所述刀头上开设有两条排屑槽6,所述排屑槽6关于刀头的轴线中心对称。
34.所述排屑槽6从前端贯穿刀头的后端,使刀头的侧面出现两条缺口。
35.所述排屑槽6沿刀头的轴线方向直线延伸或沿刀头的轴线方向螺旋延伸。
36.如图2所示,所述排屑槽6包括两侧面,所述排屑槽6的槽底为尖角,排屑槽6的槽底角度大于等于90
°
。具体使用时,排屑槽6的夹角越大,则越利于排屑。
37.所述切削刃设置在排屑槽6其中一个侧面的侧边缘处,端部切削刃7设置在排屑槽6其中一个侧面的端部边缘处。如图4所示,侧边缘处到排屑槽6底部的距离为10mm。
38.在本实施例中,在同一排屑槽6处,切削刃和端部切削刃7均位于排屑槽6的同一侧面上,如图2所示。
39.刀具在具体制造时,切削刃和端部切削刃7可以是单独焊接在排屑槽6侧边缘和刀头端面上的刀片,该刀片具有一定的宽度和厚度,如图4所示,端部切削刃7的宽度为2.5mm;或切削刃和端部切削刃7也可以是刀身通过打磨,磨出来的可以用于切削的部分。
40.实施例2
41.如图5所示,一种倒斜角修边刀头,所述刀头包括修边部3和锥状的倒角部2,所述倒角部2的小端与修边部3的一端相连;所述倒角部2的侧面设置有倒角切削刃4,修边部3的侧面设置有修边切削刃5;所述倒角切削刃4的一端与修边切削刃5的一端相连,构成一钝角切削刃;所述修边部3的直径与倒角部2小端的直径相等,所述修边部3的长度大于倒角部2的长度,所述修边部3的另一端连接有刀柄1。
42.在上述结构中,整个刀头具备到倾斜的倒角切削刃4,则倒角切削刃4可以用来给桌面的底边倒斜角,整个刀头具备竖直设的修边切削刃5,则修边切削刃5可以用来给桌面的侧面修边;因此,加工时,该刀头可以一次性为桌面修侧边,倒底边斜角,该刀头操作简单,使用方便,且提高了加工效率。
43.如图7所示,在本实施例中,刀柄1的直径为13mm,刀柄1的长度为40mm;整个刀头的长度为62mm,其中,修边部3的长度为57mm;倒角部2大端的直径为43mm,修边部3的直径为20mm,倒角切削刃4和修边切削刃5间的夹角为135
°
。
44.进一步的,从刀头的一端至另一端,刀头上设置有两条切削刃,所述切削刃关于刀头的轴线中心对称。
45.由于上述结构,通过设置两条切削刃,能够提高加工效率。
46.所述刀头的一端设置有端部切削刃7,所述端部切削刃7设置倒角部2的大端,如图5所示,端部切削刃7设置在倒角部2的大端,修边部3的后端与刀柄1相连。
47.由于端部切削刃7的存在,则该刀头可以用来给家具铣槽、钻孔等操作。
48.所述刀头的端部设置有两条端部切削刃7,两条端部切削刃7均从刀头端部的中部向外延伸,且两条端部切削刃7关于刀头的轴线中心对称。
49.由于上述结构,端部切削刃7设置两条能够保证切削效率,同时,端部切削刃7关于刀头的轴线中心对称能够保证受力平衡,保证加工质量。
50.如图5和6所示,从刀头的一端至另一端,所述刀头上开设有两条排屑槽6,所述排屑槽6关于刀头的轴线中心对称。
51.所述排屑槽6从前端贯穿刀头的后端,使刀头的侧面出现两条缺口。
52.所述排屑槽6沿刀头的轴线方向直线延伸或沿刀头的轴线方向螺旋延伸。
53.如图6所示,所述排屑槽6包括两侧面,所述排屑槽6的槽底为尖角,排屑槽6的槽底角度大于等于90
°
。具体使用时,排屑槽6的夹角越大,则越利于排屑。
54.所述切削刃设置在排屑槽6其中一个侧面的侧边缘处,端部切削刃7设置在排屑槽6其中一个侧面的端部边缘处。
55.在本实施例中,在同一排屑槽6处,切削刃和端部切削刃7均位于排屑槽6的同一侧面上,如图6所示。
56.刀具在具体制造时,切削刃和端部切削刃7可以是单独焊接在排屑槽6侧边缘和刀头端面上的刀片,该刀片具有一定的宽度和厚度;或切削刃和端部切削刃7也可以是刀身通过打磨,磨出来的可以用于切削的部分。
57.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1