一种铰链支架钻孔工装的制作方法
[0001]
本实用新型涉及航空技术,具体涉及机翼和襟翼的连接工具。
背景技术:
[0002]
飞机铰链支架是用来连接机翼和襟翼并让两者相对转动的重要机械装置。飞机铰链支架安装质量的好坏,将直接影响拉索对襟翼的传动效果,从而对飞机的升力和阻力产生重大的影响。因此,铰链支架安装孔的位置精度至关重要,直接影响飞机的气动性能。铰链支架安装孔的直径比较大,直接钻孔电钻容易跳动。在钻安装孔前必须先钻引导孔,再通过引导孔钻安装孔,防止电钻跳动提高孔的精度。引导孔精度高低直接决定了安装孔的精度。
[0003]
当前,飞机铰链支架安装孔的钻孔技术并不成熟,并没有设计出合适的钻孔工装,完全依靠操作人员的经验(操作人员必须先经过培训)进行钻孔。钻孔时先在大概的位置上钻直径5mm的引导孔,防止钻安装孔时钻头跳动,减小误差。再将引导孔扩展到10mm,完成钻孔。
[0004]
现有钻孔工艺存在以下弊端:钻孔过于依赖工人的操作经验,孔的精度低,对飞机的升力和阻力有轻微的影响,影响美观;钻孔的操作工人必须先经过培训,成本高,耗时长;引导孔钻孔时间长达5min,效率低。
技术实现要素:
[0005]
本实用新型所解决的技术问题:设计一种用于钻削铰链支架安装孔的工装。
[0006]
为解决上述技术问题,本实用新型提供如下技术方案:一种铰链支架钻孔工装,设有直角结构,直角结构的第一直角边上设有导向孔,直角结构的第二直角边上设有定位孔,定位孔的数量至少为两个,任一定位孔中配合有定位螺栓,定位螺栓能够螺接在机翼的合页孔中。
[0007]
定位螺栓配合在定位孔中,任一定位螺栓与相应的合页孔螺接,将所述铰链支架钻孔工装固定在机翼的直角边缘处。之后,钻头伸入所述导向孔,在机翼上钻削铰链支架安装孔。
[0008]
本实用新型所述铰链支架钻孔工装的有益技术效果包括:
[0009]
第一,通过定位螺栓将钻孔工装固定在机翼上,防止钻孔时跳动,提高孔的精度,铰链支架安装孔的精度提高了一倍以上;
[0010]
第二,由于钻孔精度得到提高,机翼外形更加美观;
[0011]
第三,钻孔工艺简单易行,不需要对员工进行培训;
[0012]
第四,钻孔效率得到提高,钻孔时间缩短了近一半。
附图说明
[0013]
下面结合附图对本实用新型做进一步的说明:
[0014]
图1为机翼和翼襟通过铰链和拉杆连接的示意图;
[0015]
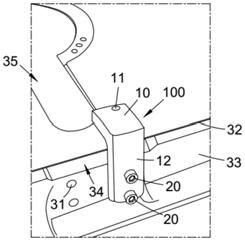
图2为本实用新型所述的铰链支架钻孔工装固定在机翼上的示意图。
[0016]
图中符号说明:
[0017]
100、铰链支架钻孔工装;
[0018]
10、第一直角边;11、导向孔;12、第二直角边;
[0019]
20、定位螺栓;
[0020]
30、机翼;31、合页孔;32、机翼表面;33、机翼主体;34、豁口;35、机翼上的拉杆让位结构;
[0021]
40、翼襟;
[0022]
50、拉杆;
[0023]
60、铰链;61、第一螺栓。
具体实施方式
[0024]
如图2,一种铰链支架钻孔工装,设有直角结构,直角结构的第一直角边10上设有导向孔11,直角结构的第二直角边上设有定位孔,定位孔的数量至少为两个,任一定位孔中配合有定位螺栓20,定位螺栓能够螺接在机翼的合页孔31中。
[0025]
如图1,机翼30与翼襟40通过铰链60和拉杆50实现连接。其中,铰链设有与机翼30连接的第一铰链支架、与翼襟连接的第二铰链支架。第一铰链支架呈l形,机翼30包括机翼表面32和机翼主体33,在机翼的直角边缘处,机翼主体33上开设一豁口34,l形的第一铰链支架的一直角边配合在所述豁口34中且伸入机翼表面32和机翼主体33之间,l形的第一铰链支架的另一直角边与机翼主体33的边缘侧壁贴合。所述合页孔31开设在机翼主体33的边缘侧壁上,利用本实用新型所述铰链支架钻孔工装钻削的安装孔,由上而下穿过所述机翼表面32,再向下延伸至机翼主体33上。
[0026]
所述导向孔11与所述定位孔的相对位置,相当于本实用新型所要钻削的安装孔与相应合页孔的相对位置,也相当于第一铰链支架的一直角边上的孔位(该孔位能够与所述安装孔对齐)与第一铰链支架的另一直角边上的孔位(该孔位能够与所述合页孔对齐)的相对位置。如果本实用新型所述铰链支架钻孔工装放置在机翼30上,工装的定位孔与相应的合页孔31对齐,工装的导向孔11与安装孔对齐。如果第一铰链支架配合在机翼30上,第一铰链支架的一直角边上的孔位与所述安装孔对齐,第一铰链支架的另一直角边上的孔位与相应的合页孔31对齐。
[0027]
由于本实用新型所述铰链支架钻孔工装的第二直角边12与机翼主体33的边缘侧壁贴合,定位孔与相应的合页孔对齐,且通过定位螺栓20固定在机翼30上,因此,在本实用新型所述工装的导向孔的导向下所得到的安装孔,必然能够与第一铰链支架的一直角边上的孔位准确对齐。
[0028]
在安装所述第一铰链支架时,第一铰链支架的一直角边上的孔位与所述安装孔通过第一螺栓61连接,第一螺栓头下沉在机翼表面32的安装孔中,并抵压在第一铰链支架的直角边上,第一铰链支架的另一直角边上的孔位与相应的合页孔31通过第二螺栓连接。由于第一螺栓头下沉在机翼表面32的安装孔的中央位置,因此,从机翼表面看,比较美观。
[0029]
所有定位孔中的定位螺栓20与相应的合页孔31螺接后,第一直角边10的高度等于
或高于机翼表面32。作为一种优选,定位孔的数量为两个,上下分布在第二直角边12上,两个定位孔与机翼上的两个相应的合页孔对齐。两个定位孔与两个相应的合页孔通过定位螺栓20连接后,第一直角边10的高度等于机翼表面32,即第一直角边10抵压在机翼表面32上。
[0030]
作为一种选择,所述铰链支架钻孔工装100呈l形。
[0031]
所述铰链支架钻孔工装100由金属块切割而成,取材方便,加工方便。
[0032]
以上内容仅为本实用新型的较佳实施方式,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1