一种热镀锌带钢矫直装置的制作方法
1.本申请涉及热镀锌带钢加工的领域,尤其是涉及一种热镀锌带钢矫直装置。
背景技术:
2.热镀锌带钢具有耐腐蚀、成本低等优点,广泛地应用于汽车、家电、建筑等行业。
3.在热镀锌带钢生产过程中,需要将成型后的热镀锌带钢进行矫直,使其达到使用标准。现有的矫直方法通常是采用拉矫机,通过对热镀锌带板施加前后方向的拉力和拉矫机的纵向拉力将热镀锌带钢矫直;这种矫直机设有上下两排平行的矫直辊,由于两排矫直辊是相互平行的,热镀锌带钢在通过这两排矫直辊后就会在矫直辊的导向下被矫直。
4.针对上述中的相关技术,发明人认为存在以下缺陷:上述拉矫机不便对不同厚度的热镀锌带钢进行矫直。
技术实现要素:
5.为了便于对不同厚度的热镀锌带钢进行矫直,本申请提供一种热镀锌带钢矫直装置。
6.本申请提供的一种热镀锌带钢矫直装置采用如下的技术方案:
7.一种热镀锌带钢矫直装置,包括包括沿热镀锌带钢传输方向依次设置的用于对热镀锌带钢进行板型改善的弯曲机构、对热镀锌带钢进行矫直的矫直机构、用于对热镀锌带钢进行收卷的收卷机构;所述矫直机构包括与地面固定连接的架体、若干固定连接于架体上表面的安装架、若干转动连接于安装架的下矫直辊、转动连接于安装架且与下矫直辊一一对应的上矫直辊;所述下矫直辊与上矫直辊位于同一竖直平面;所述下矫直辊与上矫直辊之间预留有一定的空隙用于通过热镀锌带钢且可对热镀锌带钢进行矫直;所述上矫直辊连接有调节上矫直辊与下矫直辊之间距离的调节组件。
8.通过采用上述技术方案,热镀锌带钢经过弯曲机构使得热镀锌带钢进行弯曲矫直,从而改善了热镀锌带钢的板型,热镀锌带钢穿过下矫直辊与上矫直辊之间的空隙且沿架体长度方向移动时被矫直;调节组件可调节上矫直辊、下矫直辊之间的距离以便不同厚度的热镀锌带钢穿过并被矫直;收卷装置对热镀锌带钢进行收卷。
9.优选的,所述安装架的侧壁开设有滑动槽,所述调节组件包括滑动连接于滑动槽的滑动块、固定连接于滑动块上端的竖杆、与多根竖杆固定连接用于驱动若干滑动块同步上下滑移的同步调高件;所述上矫直辊转动连接于滑动块。
10.通过采用上述技术方案,滑动块在滑动槽中上下滑动,改变了上矫直辊与下矫直辊之间的距离,便于对不同厚度的热镀锌带钢进行传输,同步调节机构可使多个安装架上的滑动块同步上下移动,简便了操作。
11.优选的,所述同步调高件包括固定连接于竖杆上端的横杆、设置于两根横杆之间的宽度板、固定连接于安装架顶端的横板、设置于宽度板与横板之间的调高件,所述调高件包括贯穿宽度板上下端面且与宽度板螺纹连接的第一螺杆;所述第一螺杆与所述横板转动
连接;所述竖杆与横板呈滑动连接。
12.通过采用上述技术方案,转动第一螺杆,第一螺杆带动宽度板及竖杆上下移动;竖杆上下移动带动滑动块在竖直板中上下滑移进而改变上矫直辊在竖直方向上的高度,调节了上矫直辊与下矫直辊之间的距离。
13.优选的,所述弯曲机构包括与地面固定连接的支架、转动连接于支架侧壁的第一弯曲辊、转动连接于支架侧壁的第二弯曲辊、转动连接于支架侧壁的第三弯曲辊;所述第一弯曲辊、第二弯曲辊、第三弯曲辊的中心轴呈平行设置;第一弯曲辊、第二弯曲辊间隔设置;第三弯曲辊设置于第一弯曲辊与第二弯曲辊间隔的上方或下方。
14.通过采用上述技术方案,热镀锌带钢通过弯曲机构时产生一定的来回弯曲,改善了热镀锌带钢的板型,有利于后续的矫直。
15.优选的,所述第三弯曲辊连接有用于带动第三弯曲辊上下移动的移动机构。
16.通过采用上述技术方案,在热镀锌带钢进入弯曲机构前根据热镀锌带钢的宽度、屈服强度选择辊径合适的第一弯曲辊、第二弯曲辊、第三弯曲辊 、通过移动机构改变第三弯曲辊 与第一弯曲辊、第二弯曲辊的距离,从而可采用适合的压下量使得热镀锌带钢通过弯曲机构时产生一定的来回弯曲。
17.优选的,所述移动组件包括与滑动块转动连接的第二螺杆、与第二螺杆螺纹连接的密封盖;所述第二螺杆贯穿密封盖;所述密封盖与支架固定连接且可封闭t形槽的开口。
18.通过采用上述技术方案,旋转第二螺杆带动移动块上下滑移,进而改变第三弯曲辊 与第一弯曲辊、第二弯曲辊的距离。
19.优选的,所述收卷机构包括与地面固定连接的支撑架、转动连接于安装架上收卷辊、驱动收卷辊转动的电机。
20.通过采用上述技术方案,打开电机,电机转动时带动收卷辊转动,使得绕卷在收卷辊上的热镀锌带钢进行收卷。
21.综上所述,本申请包括以下至少一种有益技术效果:
22.1.调节组件可调节上矫直辊与下矫直辊之间距离便于不同厚度的热镀锌带钢进行矫直;
23.2.弯曲机构可采用适合的压下量使得热镀锌带钢通过弯曲机构时产生一定的来回弯曲,改善热镀锌带钢的板型。
附图说明
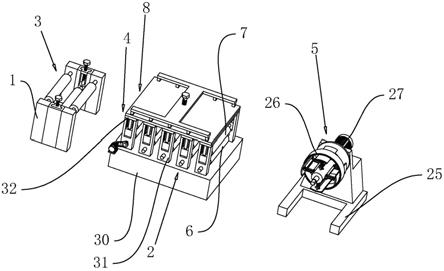
24.图1是本申请实施例一种热镀锌带钢矫直装置的结构示意图。
25.图2是本申请实施例主要用于展示弯曲机构的结构示意图。
26.图3是本申请实施例主要用于展示矫直机构的结构示意图。
27.附图标记说明:1、支架;2、安装架;3、弯曲机构;4、矫直机构;5、收卷机构;6、下矫直辊;7、上矫直辊;8、调节组件;9、滑动槽;10、滑动块;11、竖杆;12、同步调高件;13、横杆;14、宽度板;15、横板;16、调高件;17、第一螺杆;18、第三弯曲辊;19、移动机构;20、t形槽;21、移动块;22、移动组件;23、第二螺杆;24、密封盖;25、支撑架;26、收卷辊;27、电机;28、第一弯曲辊;29、第二弯曲辊;30、架体;31、竖直板;32、盖板。
具体实施方式
28.以下结合附图1
‑
3对本申请作进一步详细说明。
29.本申请实施例公开一种热镀锌带钢矫直装置。参照图1,一种热镀锌带钢矫直装置包括沿热镀锌带钢传输方向依次设置的用于对热镀锌带钢进行板型改善的弯曲机构3、用于对热镀锌带钢进行矫直的矫直机构4、用于对热镀锌带钢进行收卷的收卷机构5。
30.矫直机构4包括与地面固定连接的架体30,架体30上表面固定连接有若干安装架2,多个安装架2均包括两块固定连接于架体30上表面且呈竖直设置的竖直板31;两块竖直板31相互平行;两块竖直板31的顶部之间固定连接有呈水平的盖板32;两块竖直板31之间转动连接有呈平行的下矫直辊6、上矫直辊7;下矫直辊6与上矫直辊7位于同一竖直平面;下矫直辊6与上矫直辊7之间预留有一定的空隙用于通过热镀锌带钢且可对热镀锌带钢进行矫直;上矫直辊7连接有调节上矫直辊7与下矫直辊6之间距离以便不同厚度的热镀锌带钢穿过并被矫直的调节组件8;热镀锌带钢经过弯曲机构3使得热镀锌带钢进行弯曲矫直,可部分消除热镀锌带钢的边浪、中浪等浪形,从而改善了热镀锌带钢的平直度,热镀锌带钢穿过下矫直辊6与上矫直辊7之间的空隙且沿架体30长度方向移动时被矫直;调节组件8可调节上矫直辊7、下矫直辊6之间的距离以便不同厚度的热镀锌带钢穿过并被矫直;收卷机构5对热镀锌带钢进行收卷。
31.参照图2,弯曲机构3包括与地面固定连接的支架1,支架1的两侧壁之间转动连接有第一弯曲辊28、第二弯曲辊29、第三弯曲辊 18;第一弯曲辊28、第二弯曲辊29、第三弯曲辊 18的中心轴呈平行设置;第一弯曲辊28、第二弯曲辊29处于同一水平面且第一弯曲辊28、第二弯曲辊29之间留有一定的间隔;第三弯曲辊 18设置于第一弯曲辊28与第二弯曲辊29间隔的下方;支架1的顶部竖直向下开设有t形槽20,第三弯曲辊 18连接有用于带动第三弯曲辊 18上下移动的移动机构19;移动机构19包括滑动连接于t形槽20的移动块21,第三弯曲辊 18转动连接于移动块21;移动块21连接有驱动移动块21上下移动的移动组件22;移动组件22包括与移动块21转动连接的第二螺杆23,支架1固定连接有可将t形槽20开口封闭的密封盖24;第二螺杆23穿设密封盖24且与密封盖24螺纹连接;在热镀锌带钢进入弯曲机构3前根据热镀锌带钢的宽度、屈服强度选择辊径合适的第一弯曲辊28、第二弯曲辊29、第三弯曲辊 18并旋转第二螺杆23带动移动块21上下滑移,进而改变第三弯曲辊 18与第一弯曲辊28、第二弯曲辊29的距离,从而可采用适合的压下量使得热镀锌带钢通过弯曲机构3时产生一定的来回弯曲,改善了热镀锌带钢的板型,有利于后续的矫直。
32.参照图3,竖直板31的顶部垂直向下开设有滑动槽9,调节组件8包括滑动连接于滑动槽9的滑动块10;上矫直辊7转动连接于滑动块10;滑动块10上端固定连接有竖杆11,竖杆11固定连接有用于驱动若干滑动块10同步上下滑移的同步调高件12;同步调高件12包括固定连接于若干竖杆11上端的横杆13;两根横杆13之间设置有宽度板14,宽度板14的两端分别固定连接于两根横杆13;多块盖板32的顶部固定连接有呈水平的横板15,竖杆11穿设横板15、盖板32且竖杆11可在横板15、盖板32上滑移;宽度板14与横板15之间设有调高件16,调高件16包括贯穿宽度板14上下端面且与宽度板14螺纹连接的第一螺杆17,第一螺杆17与横板15转动连接;转动第一螺杆17,第一螺杆17带动宽度板14及竖杆11上下移动;竖杆11上下移动带动滑动块10在竖直板31中上下滑移进而改变上矫直辊7在竖直方向上的高度,调节了上矫直辊7与下矫直辊6之间的距离,便于不同厚度热镀锌带钢的矫直。
33.参照图1,收卷机构5包括与地面固定连接的支撑架25、转动连接于支撑架25上的收卷辊26、驱动收卷辊26转动的电机27;打开电机27,电机27转动时带动收卷辊26转动,使得绕卷在收卷辊26上的热镀锌带钢进行收卷。
34.本申请实施例一种热镀锌带钢矫直装置的实施原理为:转动第一螺杆17,第一螺杆17带动宽度板14及竖杆11上下移动;竖杆11上下移动带动滑动块10在竖直板31中上下滑移进而改变上矫直辊7在竖直方向上的高度,调节了上矫直辊7与下矫直辊6之间的距离,便于对不同厚度的热镀锌带钢的矫直;热镀锌带钢运输前,转动第一螺杆17使滑动块10向上滑移,此时上矫直辊7、下矫直辊6之间的距离增大便于热镀锌带钢穿过上矫直辊7和下矫直辊6之间的间隙;当热镀锌带钢穿过矫直机构4后,反向转动第一螺杆17使得滑动块10向下滑移至热镀锌带钢卡接于上矫直辊7和下矫直辊6之间的间隙中,在收卷机构5的牵拉下,热镀锌带钢沿安装架2长度方向运输并被矫直。
35.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1