带扣框架和冲程铆钉紧固装置的制作方法
[0001]
本实用新型涉及自动化设备的技术领域,尤其是涉及一种带扣框架和冲程铆钉紧固装置。
背景技术:
[0002]
众所周知,作为装备于车辆座椅上的安全带装置,多使用三点式安全带装置和二点式安全带装置。这种安全带装置的结构为,通过将安装在织带上的舌片卡合于装备在座椅侧面的带扣来保护驾乘人员。
[0003]
安全带装置的带扣用来在车辆冲突时将作用于织带的拉伸负荷传递给车体,包含在带扣主体的金属制带扣底座通过金属制带扣支撑件(buckle stays)被固定在座椅或者车体地板上。
[0004]
如图1和2所示,束带扣包括带扣框架1和连接柄2,在生产过程中需要将带扣框架1和连接柄2铆合在一起,带扣框架1内设有镂空设置的t形槽11,目前大多采用手工半自动化的方式,将带扣框架1与连接柄2通过铆钉8装配好后,直接通过冲压装置铆合,但是带扣框架1底部分别延伸有第一延伸部12、第二延伸部13和第三延伸部14,当冲压装置冲压时,由于带扣框架1底部手里不均匀,这样就会导致损坏束带扣,工作效率低下等问题。
技术实现要素:
[0005]
针对现有技术存在的不足,本实用新型的目的是提供一种带扣框架和冲程铆钉紧固装置,其具有快速装配带扣框架和连接柄的效果。
[0006]
本实用新型的上述发明目的是通过以下技术方案得以实现的:
[0007]
一种带扣框架和冲程铆钉紧固装置,包括机架,所述机架上设有竖直设置冲压油缸,所述冲压油缸的活塞杆顶端设有竖直设置的冲压头,所述机架设有位于冲压油缸下方的冲压治具,所述冲压治具包括底座,所述底座上设有工件槽,所述工件槽内沿其纵深方向分别开设有第一凹槽、第二凹槽和第三凹槽,所述底座上设有垫块,所述第一凹槽、第二凹槽、第三凹槽和垫块沿底座长度方向依次排列。
[0008]
通过采用上述技术方案,装配时,将铆钉、带扣框架和连接柄依次装配在底座上,带扣框架上的第一延伸部、第二延伸部和第三延伸部分别插入第一凹槽、第二凹槽、第三凹槽内,垫块同时将连接柄垫起,然后启动冲压油缸,油缸油缸伸长其活塞杆带动冲压头冲压铆钉,从而将铆钉与带扣框架和连接柄装配在一起,由于带扣框架的各部分均有支撑,这样就不会导致带扣框架损坏,而且极大地提高了装配效率。
[0009]
本实用新型在一较佳示例中可以进一步配置为:所述冲压治具还包括前后定位挡块,所述前后定位挡块插入带扣框架的t形槽内。
[0010]
通过采用上述技术方案,前后定位挡块插入带扣框架的t形槽内,限制带扣框架前后移动,这样冲压油缸冲压更加精准。
[0011]
本实用新型在一较佳示例中可以进一步配置为:所述冲压治具还包括左定位挡块
和右定位挡块,所述左定位挡块和右定位挡块分别位于带扣框架的两侧。
[0012]
通过采用上述技术方案,左定位挡块和右定位挡块分别对带扣框架两侧限位,进一步提高了冲压装配精准度。
[0013]
本实用新型在一较佳示例中可以进一步配置为:所述机架上设有用于控制冲压油缸的启动按钮开关。
[0014]
通过采用上述技术方案,通过按钮开关启动冲压油缸方便操控。
[0015]
本实用新型在一较佳示例中可以进一步配置为:所述机架上设有安全挡板,所述冲压油缸和冲压治具均位于安全挡板围成的安全区域内。
[0016]
通过采用上述技术方案,安装挡板避免带扣框架在冲压装配时破损的部件对工人造成损伤。
[0017]
综上所述,本实用新型包括以下至少一种有益技术效果:
[0018]
1.由于带扣框架的各部分均有支撑,这样就不会导致带扣框架损坏,而且极大地提高了装配效率;
[0019]
2.安装挡板避免带扣框架在冲压装配时破损的部件对工人造成损伤;
[0020]
3.前后定位挡块插入带扣框架的t形槽内,限制带扣框架前后移动,这样冲压油缸冲压更加精准。
附图说明
[0021]
图1是背景技术中带扣框架的侧视图;
[0022]
图2是背景技术中带扣框架的俯视图;
[0023]
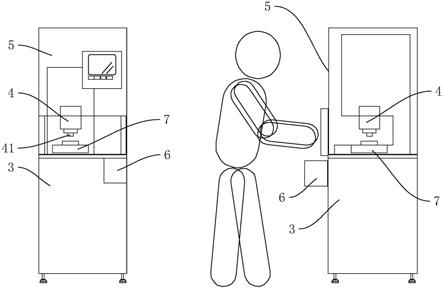
图3是实施例中紧固装置的结构示意图;
[0024]
图4是实施例中冲压治具的俯视图;
[0025]
图5是实施例中冲压治具的侧视图。
[0026]
图中,1、带扣框架;11、t形槽;12、第一延伸部;13、第二延伸部;14、第三延伸部;2、连接柄;3、机架;4、冲压油缸;41、冲压头;5、安全挡板;6、启动按钮开关;7、冲压治具;71、底座;72、工件槽;73、第一凹槽;74、第二凹槽;75、第三凹槽;76、垫块;77、前后定位挡块;78、左定位挡块;79、右定位挡块;8、铆钉。
具体实施方式
[0027]
以下结合附图对本实用新型作进一步详细说明。
[0028]
实施例:
[0029]
参照图1-5,为本实用新型公开的一种带扣框架1和冲程铆钉8紧固装置,包括机架3,机架3上设有竖直设置冲压油缸4,冲压油缸4的活塞杆顶端设有竖直设置的冲压头41,机架3设有位于冲压油缸4下方的冲压治具7。
[0030]
机架3上设有用于控制冲压油缸4的启动按钮开关6,通过按钮开关启动冲压油缸4方便操控。
[0031]
机架3上设有安全挡板5,冲压油缸4和冲压治具7均位于安全挡板5围成的安全区域内。安装挡板避免带扣框架1在冲压装配时破损的部件对工人造成损伤。
[0032]
冲压治具7包括底座71,底座71上设有工件槽72,工件槽72内延其纵深方向分别开
设有第一凹槽73、第二凹槽74和第三凹槽75,底座71上设有垫块76,第一凹槽73、第二凹槽74、第三凹槽75和垫块76沿底座71长度方向依次排列。
[0033]
装配时,将铆钉8、带扣框架1和连接柄2依次装配在底座71上,带扣框架1上的第一延伸部12、第二延伸部13和第三延伸部14分别插入第一凹槽73、第二凹槽74、第三凹槽75内,垫块76同时将连接柄2垫起,然后启动冲压油缸4,油缸油缸伸长其活塞杆带动冲压头41冲压铆钉8,从而将铆钉8与带扣框架1和连接柄2装配在一起,由于带扣框架1的各部分均有支撑,这样就不会导致带扣框架1损坏。
[0034]
冲压治具7还包括前后定位挡块77,前后定位挡块77插入带扣框架1的t形槽11内。
[0035]
冲压治具7还包括左定位挡块78和右定位挡块79,左定位挡块78和右定位挡块79分别位于带扣框架1的两侧。
[0036]
前后定位挡块77插入带扣框架1的t形槽11内,限制带扣框架1前后移动,左定位挡块78和右定位挡块79分别对带扣框架1两侧限位,进一步提高了冲压装配精准度。
[0037]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1