一种高效提升焊缝温度的辅助装置的制作方法
1.本实用新型涉及石油化工装置的预热及热处理设备,具体的说是一种高效提升焊缝温度的辅助装置。
背景技术:
2.石油化工装置中经常需要进行大量热处理设备焊接工作,焊接过程中需要进行预热、控制焊接层间温度、后热、焊后热处理,采用常规电加热方法供电负荷较大,不仅对施工场地的要求高,而且影响现场整体用电布局,更会造成施工成本的增加。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种高效提升焊缝温度的辅助装置。
4.解决上述技术问题,本实用新型所采用的技术方案如下:
5.一种高效提升焊缝温度的辅助装置,其特征在于,包括:用于供应可燃气体的供气系统,该供气系统的出气口通过进气软管连接燃烧管的进气口;所述燃烧管安装在与被焊接石油化工装置相对固定的支架上,所述燃烧管设有多个均匀间隔布置的出气口,所述燃烧管的每一个出气口均安装有一个喷火嘴;所述燃烧管的形状适配于所述被焊接石油化工装置的焊缝,使得:每一个所述喷火嘴的喷火口均朝向所述焊缝,且各个所述喷火嘴与所述焊缝之间的距离相同;并且,所述辅助装置还包括用于监测所述被焊接石油化工装置的焊缝温度的焊缝温度监测系统。
6.从而,使用时,首先根据被焊接石油化工装置的直径及壁厚大小,确定燃烧管的长度、喷火嘴的数量位置、焊缝温度监测系统的测温位置,然后,通过支架的安装位置调节各个喷火嘴与被焊接石油化工装置的焊缝之间的距离,最后,再打开供气系统,向各个喷火嘴供应可燃气体,并通过点燃各个喷火嘴喷出的可燃气体,以依据焊缝温度监测系统反馈的温度数据,按照设计要求对被焊接石油化工装置的焊缝进行加热升温,实现对焊缝的预热、控制焊接层间温度、后热等热处理,具有焊缝升温效率高、均匀性好、成本低、受场地供电负荷限制小的优点。
7.优选的:所述被焊接石油化工装置的焊缝为外侧焊缝,所述支架固定在所述被焊接石油化工装置外部的固定基础上。
8.优选的:所述被焊接石油化工装置的焊缝为内侧焊缝,所述支架固定在所述被焊接石油化工装置的内部。
9.其中,所述燃烧管优选采用管径足够小而能够进行煨弯的碳钢管。
10.从而,使用时,可以先将支架固定在被焊接石油化工装置外部的固定基础上,以对被焊接石油化工装置的外侧焊缝进行预热、控制焊接层间温度、后热等热处理;再对燃烧管进行煨弯,并将支架固定在被焊接石油化工装置的内部,以对被焊接石油化工装置的内侧焊缝进行预热、控制焊接层间温度、后热等热处理。
11.作为本实用新型的优选实施方式:所述燃烧管包括多根燃烧管短节,相邻两根所
述燃烧管短节通过丝接双头管箍连接,位于边缘的燃烧管短节通过丝接堵头封堵;并且,所述燃烧管的出气口设置在所述燃烧管短节上,所述喷火嘴通过螺纹连接方式安装在所述燃烧管的出气口上。
12.从而,可以根据被焊接石油化工装置的焊缝长度,灵活的采用相应数量、长度的燃烧管短节组成燃烧管,且燃烧管短节、丝接双头管箍、丝接堵头、喷火嘴通过螺纹连接方式进行组装,具有安装拆卸方便、效率高的优点。
13.作为本实用新型的优选实施方式:所述供气系统包括可燃气体储罐,所述可燃气体储罐的出气口通过气阀连接缓冲罐的进气口,所述缓冲罐的出气口连接气体流量调节阀的进气口,所述气体流量调节阀的出气口作为所述供气系统的出气口,以连接所述进气软管的进气口。
14.从而,打开气阀,使可燃气体储罐内的可燃气体流入缓冲罐中,以缓冲气体压力波动,再在通过气体流量调节阀后经由进气软管、燃烧管向喷火嘴供应气流稳定的可燃气体,并且,通过调节气体流量调节阀,可以控制喷火嘴喷出可燃气体的流量。
15.优选的:所述供气系统设有两个所述可燃气体储罐,该两个可燃气体储罐的出气口分别通过一个所述气阀连接所述缓冲罐的进气口。
16.从而,两个可燃气体储罐可以独立的气阀实现供气输出的通断,它们一用一备,可以保证供气系统能够不间断供应可燃气体,确保焊缝加热升温过程的连续性。
17.优选的:所述气体流量调节阀的出气口与所述进气软管的进气口之间连接有阻火器,以在特殊情况下阻止可燃气体回流,确保安全。
18.作为本实用新型的优选实施方式:所述焊缝温度监测系统包括温度显示装置和多个热电偶,各个所述热电偶分别夹装固定在所述燃烧管上并分别与所述温度显示装置电性连接。
19.其中,热电偶的数量可以根据被焊接石油化工装置的焊缝长度选取。
20.优选的:所述燃烧管上每间隔1米的距离设置有一个所述热电偶。
21.与现有技术相比,本实用新型具有以下有益效果:
22.本实用新型设有供气系统、进气软管、燃烧管、支架、喷火嘴和焊缝温度监测系统,能够对被焊接石油化工装置的焊缝进行加热升温,实现对焊缝的预热、控制焊接层间温度、后热等热处理,具有焊缝升温效率高、均匀性好、成本低、受场地供电负荷限制小的优点。
附图说明
23.下面结合附图和具体实施例对本实用新型作进一步的详细说明:
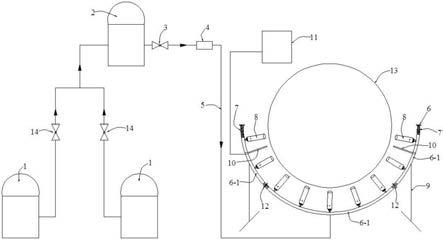
24.图1为本实用新型的辅助装置应用于外侧焊缝时的结构示意图;
25.图2为本实用新型的辅助装置应用于内侧焊缝时的结构示意图。
具体实施方式
26.下面结合实施例及其附图对本实用新型进行详细说明,以帮助本领域的技术人员更好的理解本实用新型的实用新型构思,但本实用新型权利要求的保护范围不限于下述实施例,对本领域的技术人员来说,在不脱离本实用新型之实用新型构思的前提下,没有做出创造性劳动所获得的所有其他实施例,都属于本实用新型的保护范围。
27.实施例一
28.如图1和图2所示,本实用新型公开的是一种高效提升焊缝温度的辅助装置,包括:用于供应可燃气体的供气系统,该供气系统的出气口通过进气软管5连接燃烧管6的进气口;所述燃烧管6安装在与被焊接石油化工装置13相对固定的支架9上,所述燃烧管6设有多个均匀间隔布置的出气口,所述燃烧管6的每一个出气口均安装有一个喷火嘴8;所述燃烧管6的形状适配于所述被焊接石油化工装置13的焊缝,使得:每一个所述喷火嘴8的喷火口均朝向所述焊缝,且各个所述喷火嘴8与所述焊缝之间的距离相同;并且,所述辅助装置还包括用于监测所述被焊接石油化工装置13的焊缝温度的焊缝温度监测系统。
29.从而,使用时,首先根据被焊接石油化工装置13的直径及壁厚大小,确定燃烧管6的长度、喷火嘴8的数量位置、焊缝温度监测系统的测温位置,然后,通过支架9的安装位置调节各个喷火嘴8与被焊接石油化工装置13的焊缝之间的距离,最后,再打开供气系统,向各个喷火嘴8供应可燃气体,并通过点燃各个喷火嘴8喷出的可燃气体,以依据焊缝温度监测系统反馈的温度数据,按照设计要求对被焊接石油化工装置13的焊缝进行加热升温,实现对焊缝的预热、控制焊接层间温度、后热等热处理,具有焊缝升温效率高、均匀性好、成本低、受场地供电负荷限制小的优点。
30.以上为本实施例一的基本实施方式,可以在该基本实施方式的基础上做进一步的优化、改进和限定:
31.优选的:参见图1,所述被焊接石油化工装置13的焊缝为外侧焊缝,所述支架9固定在所述被焊接石油化工装置13外部的固定基础上。
32.优选的:参见图2,所述被焊接石油化工装置13的焊缝为内侧焊缝,所述支架9固定在所述被焊接石油化工装置13的内部。
33.其中,所述燃烧管6优选采用管径足够小而能够进行煨弯的碳钢管。
34.从而,使用时,可以先将支架9固定在被焊接石油化工装置13外部的固定基础上,以对被焊接石油化工装置13的外侧焊缝进行预热、控制焊接层间温度、后热等热处理;再对燃烧管6进行煨弯,并将支架9固定在被焊接石油化工装置13的内部,以对被焊接石油化工装置13的内侧焊缝进行预热、控制焊接层间温度、后热等热处理。
35.实施例二
36.在上述实施例一的基础上,本实施例二还采用了以下优选的结构:
37.所述燃烧管6包括多根燃烧管短节6
‑
1,相邻两根所述燃烧管短节6
‑
1通过丝接双头管箍12连接,位于边缘的燃烧管短节6
‑
1通过丝接堵头7封堵;并且,所述燃烧管6的出气口设置在所述燃烧管短节6
‑
1上,所述喷火嘴8通过螺纹连接方式安装在所述燃烧管6的出气口上。
38.从而,可以根据被焊接石油化工装置13的焊缝长度,灵活的采用相应数量、长度的燃烧管短节6
‑
1组成燃烧管6,且燃烧管短节6
‑
1、丝接双头管箍12、丝接堵头7、喷火嘴8通过螺纹连接方式进行组装,具有安装拆卸方便、效率高的优点。
39.实施例三
40.在上述实施例一或实施例二的基础上,本实施例三还采用了以下优选的结构:
41.所述供气系统包括可燃气体储罐1,所述可燃气体储罐1的出气口通过气阀14连接缓冲罐2的进气口,所述缓冲罐2的出气口连接气体流量调节阀3的进气口,所述气体流量调
节阀3的出气口作为所述供气系统的出气口,以连接所述进气软管5的进气口。
42.从而,打开气阀14,使可燃气体储罐1内的可燃气体流入缓冲罐2中,以缓冲气体压力波动,再在通过气体流量调节阀3后经由进气软管5、燃烧管6向喷火嘴8供应气流稳定的可燃气体,并且,通过调节气体流量调节阀3,可以控制喷火嘴8喷出可燃气体的流量。
43.以上为本实施例三的基本实施方式,可以在该基本实施方式的基础上做进一步的优化、改进和限定:
44.优选的:所述供气系统设有两个所述可燃气体储罐1,该两个可燃气体储罐1的出气口分别通过一个所述气阀14连接所述缓冲罐2的进气口。
45.从而,两个可燃气体储罐1可以独立的气阀14实现供气输出的通断,它们一用一备,可以保证供气系统能够不间断供应可燃气体,确保焊缝加热升温过程的连续性。
46.优选的:所述气体流量调节阀3的出气口与所述进气软管5的进气口之间连接有阻火器4,以在特殊情况下阻止可燃气体回流,确保安全。
47.实施例四
48.在上述实施例一至实施例三中任意一个实施例的基础上,本实施例四还采用了以下优选的结构:
49.所述焊缝温度监测系统包括温度显示装置11和多个热电偶10,各个所述热电偶10分别夹装固定在所述燃烧管6上并分别与所述温度显示装置11电性连接。
50.其中,热电偶10的数量可以根据被焊接石油化工装置13的焊缝长度选取。
51.以上为本实施例四的基本实施方式,可以在该基本实施方式的基础上做进一步的优化、改进和限定:
52.优选的:所述燃烧管6上每间隔1米的距离设置有一个所述热电偶10。
53.本实用新型不局限于上述具体实施方式,根据上述内容,按照本领域的普通技术知识和惯用手段,在不脱离本实用新型上述基本技术思想前提下,本实用新型还可以做出其它多种形式的等效修改、替换或变更,均落在本实用新型的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1