一种弧形空调面板的侧边折弯设备的制作方法
1.本实用新型涉及金属板加工领域,具体涉及一种弧形空调面板的侧边折弯设备。
背景技术:
2.弧形空调面板分为金属外板和塑料内板两部分,其中塑料内板是一体成型的,而金属外板需要进行各道工序加工,包括对弧形金属外板的侧边进行折弯处理。
3.弧形金属外板的两侧边由于折弯角度不一致,且折弯角度都比较大,简单的冲压、推挤难以做到这一点,而采用精密的控制设备成本又较高。
技术实现要素:
4.本实用新型的目的在于提供一种弧形空调面板的侧边折弯设备,采用两台设备对弧形金属外板进行分步折弯,能够简单轻松的将弧形金属外板的两侧边进行大角度的折弯,且通过设置两侧的侧压板的长度,能够实现对弧形金属外板的两侧边的折弯角度进行调节,整套设备简单有效,实用性高。
5.一种弧形空调面板的侧边折弯设备,包括装置一和装置二,所述装置一包括基台一和弧形座一,所述弧形座一滑动连接于基台一内,且弧形座一的底部与基台一之间设有弹簧一,所述基台一的上方设有弧形压块一;
6.所述装置二包括基台二和弧形座二,所述弧形座二固定连接在基台二内,所述基台二上设有弧形压块二,所述弧形压块二的两侧设有侧压板。
7.优选的,所述基台一的上方通过支架一固定连接有液压台一,所述液压台一的输出轴上连接有升降臂一,所述升降臂一的底部通过连接板一固定连接有弧形压块一。
8.优选的,所述基台二的的上方通过支架二固定连接有液压台二,所述液压台二的输出轴上连接有升降臂二,所述升降臂二的底部固定连接有连接板二,所述连接板二通过滑动连接杆与弧形压块二滑动连接,且连接板二与弧形压块二之间的滑动连接杆上还套设有弹簧二,所述侧压板固定连接在连接板二的底部,且内侧的侧压板长度大于外侧的侧压板。
9.优选的,所述基台一内还设有气缸,所述气缸的输出轴上连接有推板,推板与基台一滑动连接。
10.优选的,所述基台一的内壁上设有定位槽一,所述定位槽一位于弧形座一的前端,所述基台二的内壁上设有定位槽二,且定位槽二位于弧形座二的前端。
11.本实用新型的优点在于:采用两台设备对弧形金属外板进行分步折弯,能够简单轻松的将弧形金属外板的两侧边进行大角度的折弯,且通过设置两侧的侧压板的长度,能够实现对弧形金属外板的两侧边的折弯角度进行调节,整套设备简单有效,实用性高。
附图说明
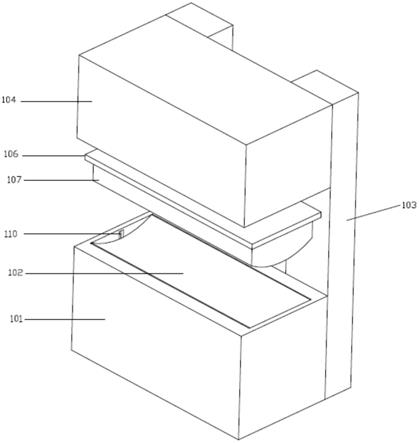
12.图1为本实用新型装置中装置一的整体结构示意图;
13.图2为本实用新型装置中装置一的正视图;
14.图3为本实用新型装置中装置一的剖视图;
15.图4为图3中a的放大图;
16.图5为本实用新型装置中装置二的整体结构示意图;
17.图6为本实用新型装置中弧形外板的加工流程示意图;
18.其中,01、金属外板,02、连接件,03、定位件,101、基台一,102、弧形座一,103、支架一,104、液压台一,105、升降臂一,106、连接板一,107、弧形压块一,108、弹簧一,109、气缸,110、定位槽一,111、推板,201、基台二,202、弧形座二,203、支架二,204、液压台二,205、升降臂二,206、连接板二,207、侧压板,208、弧形压块二,209、滑动连接杆,210、弹簧二,211、定位槽二。
具体实施方式
19.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
20.如图1至图6所示,一种弧形空调面板的侧边折弯设备,包括装置一和装置二,所述装置一包括基台一101和弧形座一102,所述弧形座一102滑动连接于基台一101内,且弧形座一102的底部与基台一101之间设有弹簧一108,所述基台一101的上方设有弧形压块一107;
21.所述装置二包括基台二201和弧形座二202,所述弧形座二202固定连接在基台二201内,所述基台二201上设有弧形压块二208,所述弧形压块二208的两侧设有侧压板207。
22.所述基台一101的上方通过支架一103固定连接有液压台一104,所述液压台一104的输出轴上连接有升降臂一105,所述升降臂一105的底部通过连接板一106固定连接有弧形压块一107。通过液压的方式对金属外板进行冲压变形,使其折弯,简单高效。
23.所述基台二201的的上方通过支架二203固定连接有液压台二204,所述液压台二204的输出轴上连接有升降臂二205,所述升降臂二205的底部固定连接有连接板二206,所述连接板二206通过滑动连接杆209与弧形压块二208滑动连接,且连接板二206与弧形压块二208之间的滑动连接杆209上还套设有弹簧二210,所述侧压板207固定连接在连接板二206的底部,且内侧的侧压板207长度大于外侧的侧压板207。
24.所述基台一101内还设有气缸109,所述气缸109的输出轴上连接有推板111,推板111与基台一101滑动连接。
25.所述基台一101的内壁上设有定位槽一110,所述定位槽一110位于弧形座一102的前端,所述基台二201的内壁上设有定位槽二211,且定位槽二211位于弧形座二202的前端。
26.具体实施方式及原理:
27.将弧形的金属外板01先放置在装置一的弧形座一102内,并将弧形的金属外板01上的定位件03插进定位槽一110内,放置好后启动液压台一104,液压台一104驱动弧形压块一107向下压,压住金属外板01,再进一步向下压,使金属外板01和弧形座一10向下移动,由于金属外板01略大于弧形座一10,因此金属外板01下降时,两侧边被基台一101顶住,从而使金属外板01两侧边弯折,下降到最低点后,气缸109启动,驱动推板111顶住已折弯一定程度的侧边,使金属外板01两侧边进一步折弯,最终折弯120
°
。
28.然后推板111缩回,弧形压块一107抬升,弧形座一102在弹簧一108的作用下回到初始位置,拿出金属外板01,再将金属外板01放置在装置二的弧形座二202内,并将弧形的金属外板01上的定位件03插进定位槽二211,放置好后液压台二204启动,驱动弧形压块二208向下压,压住金属外板01,再进一步向下压,弧形压块二208保持不动,连接板二206沿着滑动连接杆209继续下降,使侧压板207向下顶住金属外板01两侧边,作进一步挤压弯折,由于内侧的侧压板207长度大于外侧的侧压板207,使得金属外板01的内侧边折弯至与金属外板01的主体接触,金属外板01外侧边对折至与金属外板01的主体平行。
29.基于上述,本实用新型采用两台设备对弧形金属外板进行分步折弯,能够简单轻松的将弧形金属外板的两侧边进行大角度的折弯,且通过设置两侧的侧压板的长度,能够实现对弧形金属外板的两侧边的折弯角度进行调节,整套设备简单有效,实用性高。
30.由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1