一种用于网络柜型材的冷弯成型装置的制作方法
1.本实用新型涉及机械设备技术领域,特别是一种用于网络柜型材的冷弯成型装置。
背景技术:
2.21世纪是属于网络的时代,人们每天的生活都产生大量数据在网络中传输,这些海量数据的传输和存储都依赖各地的网络机房。网络机房除了数据处理服务器之外,另外一个很重要的基础设备就是网络柜。为了方便存放数据处理服务器,网络柜采用了大量结构不规则的型材,这种型材的截面图如7所示,包括有第一角部、第二角部、第三角部、第四角部、第五角部、第六角部、第七角部和焊接部,这种型材是由钢卷多次弯折形成的。市面上常用的冷弯成型机对这种不规则的型材存在针对性不足,无法快速生产出符合图7所示的型材,需要额外通过人工手段进行针对性的压弯处理,这样会导致生产效率低,人力成本高的问题。因此,需要一种用于网络柜型材的冷弯成型装置改善网络柜型材的生产环节。
技术实现要素:
3.本实用新型的目的在于提供一种用于网络柜型材的冷弯成型装置,解决现有冷弯成型机加工效率低、人力成本高、对网络柜型材针对性不足等问题。
4.本实用新型的技术方案是这样实现的:一种用于网络柜型材的冷弯成型装置,包括机架,机架的顶部形成有长方形的工作台,特别地,沿着工作台的长度方向还依次设有第一辊压成型段、第二辊压成型段、第三辊压成型段和焊接机构;所述的第一辊压成型段用于辊压成型网络柜型材截面的第一角部、第二角部、第四角部和第五角部;所述的第二辊压成型段用于辊压成型网络柜型材截面的第七角部,所述的第三辊压成型段用于辊压成型网络柜型材截面的第六角部,第二辊压成型段与第三辊压成型段共同用于辊压成型网络柜型材截面的第三角部;所述的焊接机构包括有安装架、焊枪、水平气缸和垂直气缸;所述的安装架安装于工作台上;所述的垂直气缸与安装架相固定,水平气缸固定在垂直气缸的活塞杆上,水平气缸的活塞杆连接有所述焊枪。通过控制水平气缸和垂直气缸可以调整焊枪工作的位置,这样可以方便焊枪对钢卷不同的位置进行焊接。
5.通过以上方案,钢卷依次通过第一辊压成型段、第二辊压成型段和第三辊压成型段,在第一辊压成型段、第二辊压成型段和第三辊压成型段作用下形成第一角部、第二角部、第三角部、第四角部、第五角部、第六角部和第七角部,再通过控制焊接机构的水平气缸和垂直气缸,使得焊枪对准焊接部,再控制焊枪对焊接部进行焊接闭合,这样就可以将钢卷加工成网络柜型材。
6.进一步地,所述的第一辊压成型段沿工作台长度方向依次设有第一辊压轮组、第二辊压轮组、第三辊压轮组、第四辊压轮组、第五辊压轮组、第六辊压轮组、第七辊压轮组、第八辊压轮组、第九辊压轮组、第十辊压轮组、第十一辊压轮组和第十二辊压轮组;
7.所述的第一辊压轮组、第二辊压轮组用于对钢卷进行压平;把钢卷的表面压平方
便后续对其进一步加工。
8.所述的第三辊压轮组用于将第一角部从180
°
弯折成170
°
、将第二角部从180
°
弯折成170
°
、将第四角部从180
°
弯折成165
°
和将第五角部从180
°
弯折成165
°
;
9.所述的第四辊压轮组用于将第一角部从170
°
弯折成155
°
、将第二角部170
°
弯折成 155
°
、将第四角部从165
°
弯折成145
°
和将第五角部从165
°
弯折成145
°
;
10.所述的第五辊压轮组用于将第一角部从155
°
弯折成140
°
、将第二角部从155
°
弯折成140、将第四角部从145
°
弯折成130
°
和将第五角部从145
°
弯折成130
°
;
11.所述的第六辊压轮组用于将第一角部从140
°
弯折成125
°
、将第二角部从140
°
弯折成125
°
、将第四角部从130
°
弯折成115
°
和将第五角部从130
°
弯折成115
°
;
12.所述的第七辊压轮组用于将第一角部从125
°
弯折成110
°
、将第二角部从125
°
弯折成110
°
、将第四角部从115
°
弯折成110
°
和将第五角部从115
°
弯折成110
°
;
13.所述的第八辊压轮组用于将第一角部从110
°
弯折成100
°
、将第二角部从110
°
弯折成100
°
、将第四角部从110
°
弯折成95
°
和将第五角部从110
°
弯折成95;
14.所述的第九辊压轮组用于将第一角部从100
°
弯折成95
°
、将第二角部从100
°
弯折成95
°
、将第四角部从95
°
弯折成93
°
和将第五角部从95
°
弯折成93
°
;
15.所述的第十辊压轮组用于将第一角部从95
°
弯折成93
°
、将第二角部从95
°
弯折成 93
°
、将第四角部从93
°
弯折成90
°
和将第五角部从93
°
弯折成90
°
;
16.所述的第十一辊压轮组用于将第一角部从93
°
弯折成90
°
和将第二角部从93
°
弯折成90
°
;
17.所述的第十二辊压轮组用于对经过第十一辊压组后的钢卷截面形状进行加固定型。
18.进一步地,所述的第二辊压成型段沿工作台长度方向依次设有第十三辊压轮组、第十四辊压轮组、第十五辊压轮组、第十六辊压轮组和第十七辊压轮组;所述的第三辊压成型段沿工作台长度方向依次设有第十八辊压轮组、第十九辊压轮组、第二十辊压轮组、第二十一辊压轮组、第二十二辊压轮组、第二十三辊压轮组、第二十四辊压轮组、第二十五辊压轮组、第二十六辊压轮组、第二十七辊压轮组和第二十八辊压轮组;
19.所述的第十三辊压轮组用于将第七角部从180
°
弯折成160
°
;所述的第十四辊压轮组用于将第七角部从160
°
弯折成131
°
和将第三角部从180
°
弯折成170
°
;所述的第十五辊压轮组用于将第七角部从131
°
弯折成107
°
和将第三角部从170
°
弯折成155
°
;所述的第十六辊压轮组用于将第七角部从107
°
弯折成97
°
和将第三角部从155
°
弯折成 140
°
;所述的第十七辊压轮组用于将第七角部从97
°
弯折成90
°
和将第三角部从140
°
弯折成130
°
;
20.所述的第十八辊压轮组用于将第六角部从180
°
弯折成170
°
和将第三角部从130
°
弯折成120
°
;所述的第十九辊压轮组用于将第六角部从170
°
弯折成155
°
和将第三角部从 120
°
弯折成115
°
;所述的第二十辊压轮组用于将第六角部从155
°
弯折成140
°
和将第三角部从115
°
弯折成110
°
;所述的第二十一辊压轮组用于将第六角部从140
°
弯折成 125
°
和将第三角部从110
°
弯折成105
°
;所述的第二十二辊压轮组用于将第六角部从 125
°
弯折成115
°
和将第三角部从105
°
弯折成100
°
;所述的第二十三辊压轮组用于将第六角部从115
°
弯折成110
°
和将第三角部从100
°
弯折成95
°
;所述的第二十四辊压轮组用于将第六角部从110
°
弯折成100
°
和将第三角部从95
°
弯折成93
°
;所述的第二十五辊压轮组用于将第六角部从100
°
弯折成95
°
和将第三角部从93
°
弯折成90
°
;所述的第二十六辊压轮组用于将第六角部从95
°
弯折成93
°
;所述的第二十七辊压轮组用于将第六角部从93
°
弯折成90
°
;
21.所述的第二十八辊压轮组用于对经过第二十七辊压组后的钢卷截面形状进行加固定型。
22.进一步地,所述的第一辊压轮组、第二辊压轮组、第三辊压轮组、第四辊压轮组、第五辊压轮组、第六辊压轮组、第七辊压轮组、第八辊压轮组、第九辊压轮组、第十辊压轮组、第十一辊压轮组、第十二辊压轮组、第十三辊压轮组、第十四辊压轮组、第十五辊压轮组、第十六辊压轮组、第十七辊压轮组、第十八辊压轮组、第十九辊压轮组、第二十辊压轮组、第二十一辊压轮组、第二十二辊压轮组、第二十三辊压轮组、第二十四辊压轮组、第二十五辊压轮组、第二十六辊压轮组、第二十七辊压轮组和第二十八辊压轮组分别包括上辊压轮和下辊压轮。采用这样的设计,可以通过上辊压轮和下辊压轮同时对钢卷的上表面和下表面进行辊压成型所需的截面形状,这样的设计稳定而且效果好。
23.进一步地,用于网络柜型材的冷弯成型装置还包括驱动机构,该驱动机构安装于机架上,所述的驱动机构用于驱动所述第一辊压轮组、第二辊压轮组、第三辊压轮组、第四辊压轮组、第五辊压轮组、第六辊压轮组、第七辊压轮组、第八辊压轮组、第九辊压轮组、第十辊压轮组、第十一辊压轮组、第十二辊压轮组、第十三辊压轮组、第十四辊压轮组、第十五辊压轮组、第十六辊压轮组、第十七辊压轮组、第十八辊压轮组、第十九辊压轮组、第二十辊压轮组、第二十一辊压轮组、第二十二辊压轮组、第二十三辊压轮组、第二十四辊压轮组、第二十五辊压轮组、第二十六辊压轮组、第二十七辊压轮组和第二十八辊压轮组各自的上辊压轮和下辊压轮同时转动。采用这样的设计二十八组辊压轮组可以在驱动机构的作用下同时对钢卷进行辊压成型加工,使得对钢卷的加工呈流水线作业,提高了加工的效率。
24.进一步地,用于网络柜型材的冷弯成型装置还包括进料机构,所述的进料机构包括前侧板、后侧板、引料座、引料板和引料滚轮,前侧板和后侧板立式安装在工作台上,前侧板和后侧板的上端向上延伸有滚轮安装部,引料滚轮的两端分别轴承安装在前侧板和后侧板的滚轮安装部之间;引料座安装在前侧板和后侧板的上端,引料板安装在引料座上,引料板与引料滚轮对接。由于钢卷自身表面带有弧度,因此在进行冷弯成型前,钢卷需要在进料机构的协助下进入第一辊压成型段。进料机构的前侧板和后侧板可以保证钢卷进入时不会往两侧移动,起到限位的作用。另外,引料滚轮可以对钢卷做压平的预处理以便对钢卷进行后续的加工。
25.进一步地,所述的焊接机构沿工作台的长度方向上两侧还分别设有前矫正装置和后矫正装置;所述的前矫正装置包括前矫正安装座和前矫正固定辊压轮组;所述的前矫正安装座固定在工作台上;所述的前矫正固定辊压轮组安装在前矫正安装座中,前矫正固定辊压轮组用于将网络柜型材截面的焊接部夹紧;所述的后矫正装置包括后矫正安装座和后矫正固定辊压轮组;所述的后矫正安装座固定在工作台上;所述的后矫正固定辊压轮组安装在后矫正安装座中,后矫正固定辊压轮组用于将网络柜型材截面的焊接部夹紧。通过设置前矫正装置和后矫正装置可以保证焊接机构进行焊接时卷材可以保持稳定的状态,提高焊接机构焊接时的精度。
26.进一步地,用于网络柜型材的冷弯成型装置还包括剪切机构,该剪切机构位于所述的焊接机构的后侧;所述的剪切机构包括:剪切安装座、剪切滑轨、传动机构和激光剪切
头;所述的剪切安装座安装于机架上,该剪切安装座的顶部形成有安装板;所述的剪切滑轨安装于安装板的底面,且剪切滑轨的轴线与工作台的宽度方向平行;所述的激光剪切头通过一滑座安装在所述的剪切滑轨上,激光剪切头的工作部朝向地面设置;所述的传动机构安装于安装板的底面,该传动机构用于推拉所述的滑座沿剪切滑轨来回移动。采用这样的方案,可以通过控制传动机构驱使滑座移动,致使激光剪切头沿着剪切滑轨方向移动,这样激光剪切头就可以对经过焊接机构后的网络柜型材进行切割,以获得所需规格的网络柜型材。
27.本实用新型的有益效果:本用于网络柜型材的冷弯成型装置具有可靠性强、兼容性佳、成本低廉、加工效率高,对结构不规则的网络柜型材适配性强等优点。通过第一辊压成型段、第二辊压成型段和第三辊压成型段一共28道工序使得钢卷可以流畅且稳定地形成符合规格的第一角部、第二角部、第三角部、第四角部、第五角部、第六角部和第七角部,再经过焊接机构对焊接部进行焊接从而加工成所需要的网络柜型材,而且还可以通过剪切机构根据所需的长度规格对加工后的网络柜型材进行裁切,以获得不同规格的网络柜型材。
附图说明
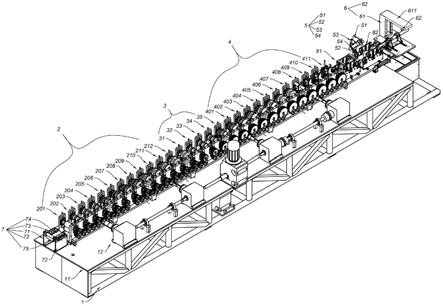
28.图1为本实用新型的结构示意图;
29.图2为经第一辊压成型段中的第1
‑
6道次后钢卷的截面变化示意图;
30.图3为经第一辊压成型段中的第7
‑
12道次后钢卷的截面变化示意图;
31.图4为经第二辊压成型段后钢卷的截面变化示意图;
32.图5为经第三辊压成型段中的第18
‑
22道次后钢卷的截面变化示意图;
33.图6为经第三辊压成型段中的第22
‑
28道次后钢卷的截面变化示意图;
34.图7为本实用新型中网络柜型材的截面图。
35.附图标记说明:1
‑
机架;l1
‑
工作台;12
‑
驱动机构;2
‑
第一辊压成型段;201
‑
第一辊压轮组;202
‑
第二辊压轮组;203
‑
第三辊压轮组;204
‑
第四辊压轮组;205
‑
第五辊压轮组; 206
‑
第六辊压轮组;207
‑
第七辊压轮组;208
‑
第八辊压轮组;209
‑
第九辊压轮组;210
‑
第十辊压轮组;211
‑
第十一辊压轮组;212
‑
第十二辊压轮组;3
‑
第二辊压成型段;31
‑
第十三辊压轮组;32
‑
第十四辊压轮组;33
‑
第十五辊压轮组;34
‑
第十六辊压轮组;35
‑
第十七辊压轮组;4
‑
第三辊压成型段;401
‑
第十八辊压轮组;402
‑
第十九辊压轮组;403
‑
第二十辊压轮组;404
‑
第二十一辊压轮组;405
‑
第二十二辊压轮组;406
‑
第二十三辊压轮组;407
‑ꢀ
第二十四辊压轮组;408
‑
第二十五辊压轮组;409
‑
第二十六辊压轮组;410
‑
第二十七辊压轮组;411
‑
第二十八辊压轮组;5
‑
焊接机构;51
‑
安装架;52
‑
焊枪;53
‑
垂直气缸;54
‑
水平气缸;6
‑
剪切机构;61
‑
剪切安装座;611
‑
安装板;62
‑
激光剪切头;7
‑
进料机构;71
‑ꢀ
前侧板;72
‑
后侧板;73
‑
引料座;74
‑
引料板;75
‑
引料滚轮;81
‑
前矫正装置;82
‑
后矫正装置;91
‑
第一角部;92
‑
第二角部;93
‑
第三角部;94
‑
第四角部;95
‑
第五角部;96
‑
第六角部;97
‑
第七角部;98
‑
焊接部。
具体实施方式
36.如图1和图7所示,本实施例的一种用于网络柜型材的冷弯成型装置,包括机架1,机架1的顶部形成有长方形的工作台11,沿着工作台11的长度方向还依次设有第一辊压成型段2、第二辊压成型段3、第三辊压成型段4和焊接机构5;所述的第一辊压成型段2 用于辊
压成型网络柜型材截面的第一角部91、第二角部92、第四角部94和第五角部95;所述的第二辊压成型段3用于辊压成型网络柜型材截面的第七角部97,所述的第三辊压成型段4用于辊压成型网络柜型材截面的第六角部96,第二辊压成型段3与第三辊压成型段 4共同用于辊压成型网络柜型材截面的第三角部93;所述的焊接机构5包括有安装架51、焊枪52、水平气缸54和垂直气缸53;所述的安装架51安装于工作台11上;所述的垂直气缸53与安装架51相固定,水平气缸54固定在垂直气缸53的活塞杆上,水平气缸54 的活塞杆连接有所述焊枪52。通过控制水平气缸54和垂直气缸53可以调整焊枪52工作的位置,这样可以方便对钢卷不同的位置进行焊接。
37.所述的第一辊压成型段2沿工作台11长度方向依次设有第一辊压轮组201、第二辊压轮组202、第三辊压轮组203、第四辊压轮组204、第五辊压轮组205、第六辊压轮组206、第七辊压轮组207、第八辊压轮组208、第九辊压轮组209、第十辊压轮组210、第十一辊压轮组211和第十二辊压轮组;
38.所述的第一辊压轮组201、第二辊压轮组202用于对钢卷进行压平;把钢卷的表面压平方便后续对其进一步加工。
39.如图1、图2、图3和图7所示,为了使钢卷形成垂直的第一角部91、第二角部9292、第四角部94和第五角部95,所述的第三辊压轮组203用于将第一角部91从180
°
弯折成 170
°
、将第二角部92从180
°
弯折成170
°
、将第四角部94从180
°
弯折成165
°
和将第五角部95从180
°
弯折成165
°
;钢卷经过第三辊压轮组203后的截面形状如图2的第 3道次所示;
40.所述的第四辊压轮组204用于将第一角部91从170
°
弯折成155
°
、将第二角部 92170
°
弯折成155
°
、将第四角部94从165
°
弯折成145
°
和将第五角部95从165
°
弯折成145
°
;钢卷经过第四辊压轮组204后的截面形状如图2的第4道次所示;
41.所述的第五辊压轮组205用于将第一角部91从155
°
弯折成140
°
、将第二角部92 从155
°
弯折成140、将第四角部94从145
°
弯折成130
°
和将第五角部95从145
°
弯折成130
°
;钢卷经过第五辊压轮组205后的截面形状如图2的第5道次所示;
42.所述的第六辊压轮组206用于将第一角部91从140
°
弯折成125
°
、将第二角部92 从140
°
弯折成125
°
、将第四角部94从130
°
弯折成115
°
和将第五角部95从130
°
弯折成115
°
;钢卷经过第六辊压轮组206后的截面形状如图2的第6道次所示;
43.所述的第七辊压轮组207用于将第一角部91从125
°
弯折成110
°
、将第二角部92 从125
°
弯折成110
°
、将第四角部94从115
°
弯折成110
°
和将第五角部95从115
°
弯折成110
°
;钢卷经过第七辊压轮组207后的截面形状如图3的第7道次所示;
44.所述的第八辊压轮组208用于将第一角部91从110
°
弯折成100
°
、将第二角部92 从110
°
弯折成100
°
、将第四角部94从110
°
弯折成95
°
和将第五角部95从110
°
弯折成95;钢卷经过第八辊压轮组208后的截面形状如图3的第8道次所示;
45.所述的第九辊压轮组209用于将第一角部91从100
°
弯折成95
°
、将第二角部92从 100
°
弯折成95
°
、将第四角部94从95
°
弯折成93
°
和将第五角部95从95
°
弯折成93
°
;钢卷经过第九辊压轮组209后的截面形状如图3的第9道次所示;
46.所述的第十辊压轮组210用于将第一角部91从95
°
弯折成93
°
、将第二角部92从 95
°
弯折成93
°
、将第四角部94从93
°
弯折成90
°
和将第五角部95从93
°
弯折成90
°
;钢卷经过第十辊压轮组210后的截面形状如图3的第10道次所示;
47.所述的第十一辊压轮组211用于将第一角部91从93
°
弯折成90
°
和将第二角部92 从93
°
弯折成90
°
;钢卷经过第十一辊压轮组211后的截面形状如图3的第11道次所示;
48.所述的第十二辊压轮组212用于对经过第十一辊压组后的钢卷截面形状进行加固定型。钢卷经过第十二辊压轮组212后的截面形状如图3的第12道次所示。
49.如图1、图4、图5、图6和图7所示,所述的第二辊压成型段3沿工作台11长度方向依次设有第十三辊压轮组31、第十四辊压轮组32、第十五辊压轮组33、第十六辊压轮组34和第十七辊压轮组35;所述的第三辊压成型段4沿工作台11长度方向依次设有第十八辊压轮组401、第十九辊压轮组402、第二十辊压轮组403、第二十一辊压轮组404、第二十二辊压轮组405、第二十三辊压轮组406、第二十四辊压轮组407、第二十五辊压轮组 408、第二十六辊压轮组409、第二十七辊压轮组410和第二十八辊压轮组411;
50.如图4的第13道次所示,所述的第十三辊压轮组31用于将第七角部97从180
°
弯折成160
°
;如图4的第14道次所示,所述的第十四辊压轮组32用于将第七角部97从160
°
弯折成131
°
和将第三角部93从180
°
弯折成170
°
;如图4的第15道次所示,所述的第十五辊压轮组33用于将第七角部97从131
°
弯折成107
°
和将第三角部93从170
°
弯折成155
°
;如图4的第16道次所示,所述的第十六辊压轮组34用于将第七角部97从107
°
弯折成97
°
和将第三角部93从155
°
弯折成140
°
;如图4的第17道次所示,所述的第十七辊压轮组35用于将第七角部97从97
°
弯折成90
°
和将第三角部93从140
°
弯折成 130
°
;
51.如图5的第18道次所示,所述的第十八辊压轮组401用于将第六角部96从180
°
弯折成170
°
和将第三角部93从130
°
弯折成120
°
;如图5的第19道次所示,所述的第十九辊压轮组402用于将第六角部96从170
°
弯折成155
°
和将第三角部93从120
°
弯折成 115
°
;如图5的第20道次所示,所述的第二十辊压轮组403用于将第六角部96从155
°
弯折成140
°
和将第三角部93从115
°
弯折成110
°
;如图5的第21道次所示,所述的第二十一辊压轮组404用于将第六角部96从140
°
弯折成125
°
和将第三角部93从110
°
弯折成105
°
;如图5的第22道次所示,所述的第二十二辊压轮组405用于将第六角部96 从125
°
弯折成115
°
和将第三角部93从105
°
弯折成100
°
;如图6的第23道次所示,所述的第二十三辊压轮组406用于将第六角部96从115
°
弯折成110
°
和将第三角部93 从100
°
弯折成95
°
;如图6的第24道次所示,所述的第二十四辊压轮组407用于将第六角部96从110
°
弯折成100
°
和将第三角部93从95
°
弯折成93
°
;如图6的第25道次所示,所述的第二十五辊压轮组408用于将第六角部96从100
°
弯折成95
°
和将第三角部93从93
°
弯折成90
°
;如图6的第26道次所示,所述的第二十六辊压轮组409用于将第六角部96从95
°
弯折成93
°
;如图6的第27道次所示,所述的第二十七辊压轮组410用于将第六角部96从93
°
弯折成90
°
;
52.如图6的第28道次所示,所述的第二十八辊压轮组411用于对经过第二十七辊压组后的钢卷截面形状进行加固定型。钢卷经过从第一辊压轮组201到第二十七辊压组的加工处理后已经形成有垂直的第一角部91、第二角部92、第三角部93、第四角部94、第五角部95、第六角部96和第七角部97,再经过第二十八辊压轮组411的处理是为了后续对焊接部98进行焊接处理时整个结构会更加稳定不容易变形。
53.如图1所示,所述的第一辊压轮组201、第二辊压轮组202、第三辊压轮组203、第四辊压轮组204、第五辊压轮组205、第六辊压轮组206、第七辊压轮组207、第八辊压轮组 208、第九辊压轮组209、第十辊压轮组210、第十一辊压轮组211、第十二辊压轮组212、第十三辊
压轮组31、第十四辊压轮组32、第十五辊压轮组33、第十六辊压轮组34、第十七辊压轮组35、第十八辊压轮组401、第十九辊压轮组402、第二十辊压轮组403、第二十一辊压轮组404、第二十二辊压轮组405、第二十三辊压轮组406、第二十四辊压轮组 407、第二十五辊压轮组408、第二十六辊压轮组409、第二十七辊压轮组410和第二十八辊压轮组411分别包括上辊压轮和下辊压轮。通过上辊压轮和下辊压轮同时对钢卷的上表面和下表面进行辊压成型可以快速且稳定地获得所需的截面形状。
54.如图1所示,本实用新型还包括驱动机构12,该驱动机构12安装于机架1上,所述的驱动机构12用于驱动所述第一辊压轮组201、第二辊压轮组202、第三辊压轮组203、第四辊压轮组204、第五辊压轮组205、第六辊压轮组206、第七辊压轮组207、第八辊压轮组208、第九辊压轮组209、第十辊压轮组210、第十一辊压轮组211、第十二辊压轮组 212、第十三辊压轮组31、第十四辊压轮组32、第十五辊压轮组33、第十六辊压轮组34、第十七辊压轮组35、第十八辊压轮组401、第十九辊压轮组402、第二十辊压轮组403、第二十一辊压轮组404、第二十二辊压轮组405、第二十三辊压轮组406、第二十四辊压轮组407、第二十五辊压轮组408、第二十六辊压轮组409、第二十七辊压轮组410和第二十八辊压轮组411各自的上辊压轮和下辊压轮同时转动。二十八组辊压轮组在驱动机构12 的作用下可以同时对钢卷进行辊压成型加工,使得钢卷的加工呈流水线作业,提高了加工的效率。本用于网络柜型材的冷弯成型中的驱动机构12采用的驱动方式是与现有的冷弯成型机中的驱动结构是相同的,在此不再详述驱动机构12的具体结构。
55.如图1所示,为了使钢卷方便进入第一辊压成型段2,本实施例还可以采用这样的设计方案:第一辊压成型段2的前方还设有进料机构7,所述的进料机构7包括前侧板71、后侧板72、引料座73、引料板74和引料滚轮75,前侧板71和后侧板72立式安装在工作台11上,前侧板71和后侧板72的上端向上延伸有滚轮安装部,引料滚轮75的两端分别轴承安装在前侧板71和后侧板72的滚轮安装部之间;引料座73安装在前侧板71和后侧板72的上端,引料板74安装在引料座73上,引料板74与引料滚轮75对接。由于钢卷自身表面带有弧度,因此在进行冷弯成型前需要进料机构7协助进入第一辊压成型段2。进料机构7的前侧板71和后侧板72可以保证钢卷进入时不会往两侧移动,起到限位的作用。另外,引料滚轮75可以压平钢卷以便对钢卷进行后续的加工。
56.如图1所示,为了提高焊接机构5的加工效率,本实施例中的焊接机构5沿工作台11 的长度方向上两侧还分别设有前矫正装置81和后矫正装置82;所述的前矫正装置81包括前矫正安装座和前矫正固定辊压轮组;所述的前矫正安装座固定在工作台11上;所述的前矫正固定辊压轮组安装在前矫正安装座中,前矫正固定辊压轮组用于将网络柜型材截面的焊接部98夹紧;所述的后矫正装置82包括后矫正安装座和后矫正固定辊压轮组;所述的后矫正安装座固定在工作台11上;所述的后矫正固定辊压轮组安装在后矫正安装座中,后矫正固定辊压轮组用于将网络柜型材截面的焊接部98夹紧。通过设置前矫正装置81和后矫正装置82可以保证焊接机构5进行焊接时,卷材可以保持稳定的状态,提高焊接机构5焊接时的精度。
57.在本实施例中,为了满足不同长度规格的网络柜型材的加工要求,如图1所示,焊接机构5的后方还设有剪切机构6,该剪切机构6位于所述的焊接机构5的后侧;所述的剪切机构6包括:剪切安装座61、剪切滑轨(没示出)、传动机构(没示出)和激光剪切头 62;所述
的剪切安装座61安装于机架1上,该剪切安装座61的顶部形成有安装板611;所述的剪切滑轨安装于安装板611的底面,且剪切滑轨的轴线与工作台11的宽度方向平行;所述的激光剪切头62通过一滑座安装在所述的剪切滑轨上,激光剪切头62的工作部朝向地面设置;所述的传动机构安装于安装板611的底面,该传动机构用于推拉所述的滑座沿剪切滑轨来回移动。采用这样的方案,根据网络柜型材的长度规格要求,调整激光剪切头62下方的网络柜型材的相对位置,控制传动机构驱使滑座移动,致使激光剪切头62 沿着剪切滑轨方向移动,这样激光剪切头62就可以对经过焊接机构5后的网络柜型材进行切割,以获得所需规格的网络柜型材。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1