5G基站基体加工专用刀具的制作方法
5g基站基体加工专用刀具
技术领域
[0001]
本实用新型涉及加工设备技术领域,具体涉及一种5g基站基体加工专用刀具。
背景技术:
[0002]
随着5g网络的大力发展,5g网络基站的建设是基础,在5g基站所需的硬件产品中,5g基体为重要的散热部件,其具有多个大型的散热鳍片,而传统的铸造加工方式并不能达到其造型要求,为此需要在铸造基础上进行二次加工。现有的加工手段是通过铣削方式,传统铣削只能针对各个散热鳍片进行逐一加工,因此在5g基体的加工作业中需要耗费大量的时间,并且还容易因反复定位问题导致部件产生瑕疵,因此具有效率低下,质量差的问题。
技术实现要素:
[0003]
本实用新型提供一种5g基站基体加工专用刀具,通过铣刀组对基体坯料中的散热鳍片片同步加工,提高效率的同时,较少了定位次数,因此使加工过程具有效率快,质量优,合格率高的特点。
[0004]
为了达到上述目的,本实用新型提供如下技术方案:一种5g基站基体加工专用刀具,包括:主轴,所述主轴一端与旋转驱动装置连接,并且所述主轴靠近所述旋转驱动装置的一端环周向设有外凸的基座;铣刀组,所述铣刀组由多个间隔嵌套设置在所述主轴中部的铣削单元构成,并且相邻的两个所述铣削单元之间设有嵌套在所述主轴上的第一隔离环;锁母,所述锁母通过螺纹配合在主轴远离所述旋转驱动装置的一端,用于将所述铣刀组紧固在所述锁母与所述基座之间。
[0005]
优选的,所述主轴在所述基座远离所述旋转驱动装置一侧的外壁上,沿长度方向设有第一键槽;各个所述铣削单元的轴孔内设有与所述第一键槽适配的定位凸起;所述铣刀组在所述基座之间设有隔离环。
[0006]
优选的,所述铣削单元由一对直径相同的锯片和一个控制叶片厚度的隔离环构成,两个所述单元之间设有第二隔离环,用于在两个所述锯片之间调节累计误差及散热效果。
[0007]
本实用新型有益效果:该5g基站基体加工专用刀具通过主轴连接在机床的旋转轴上,从而带动铣刀组高速旋转,在铣刀组的旋转过程中,各个铣削单元同时进行铣削散热鳍片的工作,从而一次性的完成5g基体中的散热鳍片组的加工成型任务,大大的节省了加工时间,并且提高加工质量,相比传统的加工方式,保证了各个鳍片的加工精度,不会因单个加工多次定位而导致的鳍片把薄厚不一的问题。其中第一隔离环的宽度决定了鳍片的厚度,因此通过更换第一隔离环可实现不同规格的基加工需求。另外构成铣刀组中的各个铣削单元的直径大小可根据5g基体的设计需要而进行选择,因此可实现多种异形的5g基体的鳍片加工。各个铣削单元中的定位凸起通过与第一键槽的配合保证了,铣削作业的可靠性,不会因阻力而造成铣削单元不随主轴一同旋转的问题。第二隔离环首先用于调整累计误差,铣削单元中只有两个锯片,铣削5g基座的鳍片;另外,第二由于构成铣削单元的锯片在
作业过程中会产生热量,因此通过第二隔离环在相邻的锯片之间形成空隙,并在主轴的高速旋转过程中通过风力使热量散发,保证锯片的工作温度。第二隔离环为钢制品,其钢制的支撑臂加大了与锯片之间的接触面积,因此能够传递更多的热量,而在主轴的旋转过程中,飞舞的散热翼不断的与空气进行热量交换,因此实现了更高的散热效果。
附图说明
[0008]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0009]
图1为本实用新型整体结构示意图;
[0010]
图2为本实用新型铣削单元局部结构示意图;
[0011]
图3为本实用性键槽结构示意图;
[0012]
图4为5g基体加工前后对比示意图。
具体实施方式
[0013]
下面将结合本实用新型的附图,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0014]
实施例一:
[0015]
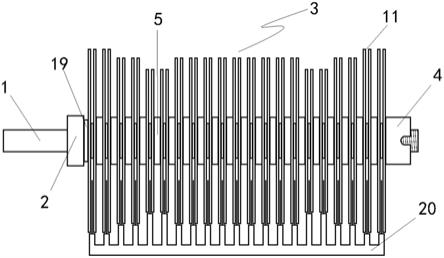
根据图1、图2、图3所示,一种5g基站基体加工专用刀具,包括:主轴1,所述主轴1一端与旋转驱动装置连接,并且所述主轴1靠近所述旋转驱动装置的一端环周向设有外凸的基座2;铣刀组3,所述铣刀组3由多个间隔嵌套设置在所述主轴1中部的铣削单元11构成,并且相邻的两个所述铣削单元11之间设有嵌套在所述主轴1上的第一隔离环6;锁母4,所述锁母4通过螺纹配合在主轴1远离所述旋转驱动装置的一端,用于将所述铣刀组3紧固在所述锁母4与所述基座2之间。
[0016]
通过上述设置,该5g基站基体加工专用刀具通过主轴1连接在机床的旋转轴上,从而带动铣刀组3高速旋转,在铣刀组3的旋转过程中,各个铣削单元11进行铣槽工作,对工件进行同步铣槽作业,从而一次性的完成5g基体20中的散热鳍片组的加工成型任务,大大的节省了加工时间,并且提高加工质量,相比传统的加工方式,保证了各个鳍片的加工精度,不会因单个加工多次定位而导致的鳍片把薄厚不一的问题。其中第一隔离环6的宽度决定了加工叶片的厚度,因此通过更换第一隔离环6可实现不同规格的基加工需求。另外构成铣刀组3中的各个铣削单元11的直径大小可根据5g基体20的设计需要而进行选择,因此可实现多种异形的5g基体20的鳍片加工。
[0017]
实施例二:
[0018]
所述主轴1在所述基座2远离所述旋转驱动装置一侧的外壁上,沿长度方向设有第一键槽9;各个所述铣削单元11的轴孔内设有与所述第一键槽9适配的定位凸起8;所述铣刀组3在所述基座2之间设有基准环19。
[0019]
通过上述设置,各个铣削单元11中的定位凸起8通过与第一键槽9的配合保证了,铣削作业的可靠性,不会因阻力而造成铣削单元11不随主轴1一同旋转的问题。另外基准环19覆盖在第一键槽9的靠近基座2的一端,避免因第一键槽9中异物或加工倒角与第一个定位凸起8的干涉,保证了铣刀组3的安装精度。
[0020]
实施例三:
[0021]
所述铣削单元11与单元之间形成散热槽7。
[0022]
上述设置中的第一隔离环6首先用于控制叶片的厚度,通过选择不同厚度的第一隔离环6改变铣削单元11的铣削范围;
[0023]
另外,由于构成铣削单元11的锯片14在作业过程中会产生热量,因此通过第二隔离环5在相邻的锯片14之间形成空隙,并在主轴1的高速旋转过程中通过风力使热量散发,保证锯片14的工作温度。
[0024]
以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1