球头铣刀的制作方法
1.本申请涉及机加工用铣刀技术领域,尤其是涉及球头铣刀。
背景技术:
2.汽轮机叶片是汽轮机的关键零件,又是最精细、最重要的零件之一。它在极苛刻的条件下承受高温、高压、巨大的离心力、蒸汽力、蒸汽激振力、腐蚀和振动以及湿蒸汽区水滴冲蚀的共同作用。因此对汽轮机叶片的几何形状以及表面粗糙度要求非常严格。
3.汽轮机叶片的机加工一般采用球头铣刀,汽轮机叶片的材质一般采用镍基合金、钛合金,材质硬度较高,在进行大量切削时,刀具和工件之间会产生共振、切削能力降低,共振会影响工件表面的加工质量,产生共振后导致无法提高加工速度,并且产生共振后会降低刀具的使用寿命。
4.针对上述中的相关技术,发明人认为普通的球头铣刀加工汽轮机叶片时易产生共振、切削能力差,影响工件的表面质量,降低加工速度,使刀具的使用寿命缩短 。
技术实现要素:
5.为了改善球头铣刀加工汽轮机叶片过程中易产生共振、影响工件加工质量以及切削能力低的问题,本申请提供一种球头铣刀。
6.本申请提供一种球头铣刀,采用如下的技术方案:
7.球头铣刀,包括刀柄部和铣削部,所述铣削部包括若干条螺旋状设置的周刃,所述周刃延伸至所述铣削部端部的球头部位,相邻所述周刃之间设置有刀槽,所述刀槽沿所述周刃呈螺旋状,所述刀槽沿螺旋方向设有锥度,所述铣削部的芯径从球头部位向刀柄部依次增加,若干所述周刃之间沿所述铣削部的周向非等夹角布置。
8.通过采用上述技术方案,4条周刃的布置采用了非对称式的周向布置,4条周刃将铣削部的周向360
°
不等分割,相邻周刃之间的形成的夹角不相等,使得周刃两两互补,提高了周刃的错位切割性,有利于在切削过程中平衡受力,使铣削部与工件表面的受力更均匀、平稳,减小刀与工件之间的共振,提升刀的切削性能;另外,刀槽从球头部位向下延伸至侧周部位过程中,刀槽设有锥度,即铣削部的芯径逐渐增加,铣削部的外部整体呈锥状,上述设计提高了刀具的刚性,并且能够改善排屑性能;周刃的非对称式设计与周刃芯径的锥度设计结合,使得刀具与工件之间受力更平稳,有利于减少共振,提升刀具的切削性能,进而提高工件表面加工质量。
9.优选的,所述铣削部还包括位于球头部位的端刃;所述端刃数量与所述周刃数量一致,所述端刃位于相邻所述周刃之间。
10.通过采用上述技术方案,在铣削部的球头部位增加设置端刃,相邻两个周刃之间设置一个端刃,端刃位于球头部位的最前端,在进行切削加工时,保证铣削部前端具有足够的锋利度,与周刃配合使用,能够提升刀具的切削性能,进而提高工件表面加工质量。
11.优选的,所述端刃的前刀面角度为3
°
﹣4
°
,所述端刃的切削角度为2
°
﹣3
°
。
12.通过采用上述技术方案,上述端刃的前刀面角度和切削角度的参数设计,能够保证端刃的锋利度,并同时保证端刃具有一定的刚度和强度,使切削加工过程受力均衡,加工过程更加平稳,保证工件表面的加工质量。
13.优选的,所述锥度为3
°
﹣5
°
。
14.通过采用上述技术方案,锥度的设计有利于增强刀具的刚度和强度,有利于改善铣削部铣削过程的共振,加工过程更加平稳,保证工件表面的加工质量。
15.优选的,所述周刃的数量为4,相邻所述周刃之间的夹角的差值为
‑5°
﹣+5
°
。
16.通过采用上述技术方案,周刃之间的夹角的设计,使得周刃在切削的过程中,两两互补,平衡受力,减小共振,夹角之间的差值在
±5°
之间,周刃之间互补、平衡受力效果最佳。
17.优选的,所述周刃的螺旋角角度为30
°
﹣40
°
。
18.通过采用上述技术方案,周刃的螺旋角角度参数的设计,有利于保证周刃的锋利度和切削性能,且有利于排屑,保证工件表面的加工质量。
19.优选的,所述周刃的周刃第一后角为9
°
﹣12
°
;所述周刃的周刃第二后角为24
°
﹣30
°
。
20.通过采用上述技术方案,周刃分为位于前部的第一周刃和位于第一周刃后部的第二周刃,周刃第一后角为9
°
﹣12
°
,周刃第二后角为24
°
﹣30
°
,上述角度参数设计,能够保证周刃具有足够的锋利度,保证工件表面加工质量,另外第一周刃过渡至第二周刃,角度设计合理,使第一周刃与第二周刃相辅相成,保证足够的切削性能。
21.优选的,所述刀槽的刀槽前刀面角度为6
°
﹣9
°
,所述刀槽的刀槽后刀面角度为8
°
﹣12
°
。
22.通过采用上述技术方案,刀槽的前刀面角度和后刀面角度的参数设计,能够保证刀槽对周刃具有足够的支撑力,增强结构刚性,保证周刃的锋利度和切削性能,并且使刀槽3具有更好的排屑性能,保证工件表面的加工质量。
23.优选的,所述周刃第一后角的刃宽为所述周刃的刃宽的30%
‑
45%。
24.通过采用上述技术方案,周刃第一后角的刃宽的参数设计,有利于提高周刃的锋利度,并且保证第二周刃对第一周刃的足够的支撑力,调高周刃的刚性,保证刀具的具有更高的切削性能。
25.优选的,所述刀槽设有槽背,位于所述球头部位端部的所述槽背表面设有刀尖间隙面,所述刀尖间隙面的高度低于原所述槽背表面的高度。
26.通过采用上述技术方案,刀尖间隙面的形成是在刀槽整体成型后,位于球头部位端部的槽背表面通过单独工序打磨制备而成,刀尖间隙面的高度小于该位置原槽背表面的高度;上述刀尖间隙面的设计一方面有利于提高排屑性能,另一方面使球头部位的周刃具有更好的支撑力,有利于提高切削性能。
附图说明
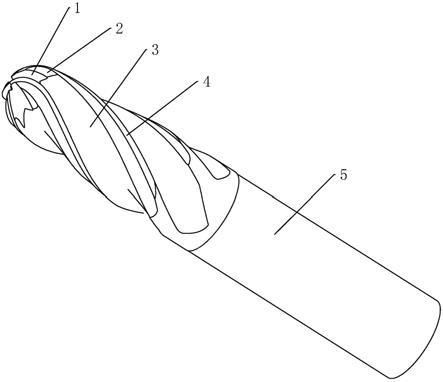
27.图1是本申请实施例提供的球头铣刀的结构示意图;
28.图2是本申请实施例提供的球头铣刀的球头部位的结构示意图。
29.图中:1、端刃,2、刀尖间隙面,3、刀槽,4、周刃,5、刀柄部。
具体实施方式
30.以下结合附图1
‑
2对本申请作进一步详细说明。
31.本申请实施例公开的球头铣刀,请一并参照图1
‑
2所示,球头铣刀包括刀柄部5和与刀柄部5一端连接的铣削部,铣削部设有位于端部的球头部位和侧周部位,铣削部包括4条螺旋状设置的周刃4,周刃4从铣削部的侧周部位延伸至铣削部端部的球头部位,相邻周刃4之间设置有刀槽3,刀槽3沿周刃4呈螺旋状,刀槽3亦称作螺旋槽,刀槽3沿螺旋方向设有锥度,即铣削部的芯径从球头部位向刀柄部5依次增加,4条周刃4之间沿铣削部的周向非等夹角布置,即相邻周刃4之间形成的夹角不相等,参照图2所示,相邻周刃4之间形成的夹角分别为a和β,a和β的数值大小不相等。
32.本实施例中4条周刃4的布置采用了非对称式的周向布置,4条周刃4将铣削部的周向360
°
不等分割,相邻周刃4之间的形成的夹角不相等,使得周刃4两两互补,提高了周刃4的错位切割性,有利于在切削过程中平衡受力,使铣削部与工件表面的受力更均匀、平稳,减小刀与工件之间的共振,提升刀的切削性能;另外,刀槽3从球头部位向下延伸至侧周部位过程中,刀槽3设有锥度,即铣削部的芯径逐渐增加,铣削部的外部整体呈锥状,上述设计提高了刀具的刚性,并且能够改善排屑性能;周刃4的非对称式设计与周刃4芯径的锥度设计结合,使得刀具与工件之间受力更平稳,有利于减少共振,提升刀具的切削性能,进而提高工件表面加工质量。
33.请参照图2所示,作为本申请提供的球头铣刀的一种具体实施方式,铣削部还包括位于球头部位的端刃1;端刃1数量与周刃4数量一致,为4个,端刃1位于相邻周刃4之间,端刃1的后部连接至周刃4上。
34.本实施例中,在铣削部的球头部位增加设置端刃1,相邻两个周刃4之间设置一个端刃1,端刃1位于球头部位的最前端,在进行切削加工时,保证铣削部前端具有足够的锋利度,与周刃4配合使用,能够提升刀具的切削性能,进而提高工件表面加工质量。
35.请一并参照图1
‑
2所示,作为本申请提供的球头铣刀的一种具体实施方式,端刃1的前刀面角度为3
°
﹣4
°
,端刃1的切削角度为2
°
﹣3
°
。
36.本实施例中,上述端刃1的前刀面角度和切削角度的参数设计,能够保证端刃1的锋利度,并同时保证端刃1具有一定的刚度和强度,使切削加工过程受力均衡,加工过程更加平稳,保证工件表面的加工质量。
37.作为本申请提供的球头铣刀的一种具体实施方式,所述锥度为3
°
﹣5
°
,即铣削部的芯径的锥度为3
°
﹣5
°
。
38.本实施例中,锥度的设计有利于增强刀具的刚度和强度,有利于改善铣削部铣削过程的共振,加工过程更加平稳,保证工件表面的加工质量。
39.请参照图2所示,作为本申请提供的球头铣刀的一种具体实施方式,相邻所述周刃4之间的夹角的差值为
‑5°
~+5
°
,即相邻所述周刃4之间的夹角a和β的差值范围为
‑5°
~+5
°
,优选的相邻周刃4之间的夹角依次为89
°
、91
°
、89
°
和91
°
。
40.本实施例中周刃4之间的夹角的设计,使得周刃4在切削的过程中,两两互补,平衡受力,减小共振,夹角之间的差值在
±5°
之间,周刃4之间互补、平衡受力效果最佳。
41.请参照图1所示,作为本申请提供的球头铣刀的一种具体实施方式,周刃4的螺旋角角度为30
°‑
40
°
,优选采用35
°
;所述刀槽3的螺旋角度为30
°
﹣40
°
。
42.本实施例中周刃4的螺旋角角度参数的设计,有利于保证周刃4的锋利度和切削性能,且有利于排屑,保证工件表面的加工质量。
43.请参照图1所示,作为本申请提供的球头铣刀的一种具体实施方式,所述周刃4的周刃第一后角为9
°
﹣12
°
;所述周刃4的周刃第二后角为24
°
﹣30
°
。
44.本实施例中周刃4分为位于前部的第一周刃和位于第一周刃后部的第二周刃,周刃第一后角为9
°
﹣12
°
,周刃第二后角为24
°
﹣30
°
,上述角度参数设计,能够保证周刃4具有足够的锋利度,保证工件表面加工质量,另外第一周刃过渡至第二周刃,角度设计合理,使第一周刃与第二周刃相辅相成,保证足够的切削性能。
45.请参照图1所示,作为本申请提供的球头铣刀的一种具体实施方式,刀槽3的刀槽前刀面角度为6
°
﹣9
°
,刀槽3的刀槽3后刀面角度为8
°
﹣12
°
。
46.本实施例中刀槽3的前刀面角度和后刀面角度的参数设计,能够保证刀槽3对周刃4具有足够的支撑力,增强结构刚性,保证周刃4的锋利度和切削性能,并且使刀槽3具有更好的排屑性能,保证工件表面的加工质量。
47.请参照图1所示,作为本申请提供的球头铣刀的一种具体实施方式,所述周刃第一后角的刃宽为所述周刃4的刃宽的30%
‑
45%,需要说明的是,周刃第一后角的刃宽指的就是上述中的第一周刃的刃宽。
48.本实施例中周刃第一后角的刃宽的参数设计,有利于提高周刃4的锋利度,并且保证第二周刃对第一周刃的足够的支撑力,调高周刃4的刚性,保证刀具的具有更高的切削性能。
49.请参照图1所示,作为本申请提供的球头铣刀的一种具体实施方式,刀槽3设有槽背,位于球头部位端部的槽背表面设有刀尖间隙面2,刀尖间隙面2的高度低于原槽背表面的高度。
50.本实施例中的刀尖间隙面2的形成是在刀槽3整体成型后,位于球头部位端部的槽背表面通过单独工序打磨制备而成,刀尖间隙面2的高度小于该位置原槽背表面的高度;上述刀尖间隙面2的设计一方面有利于提高排屑性能,另一方面使球头部位的周刃4具有更好的支撑力,有利于提高切削性能。
51.作为本申请提供的球头铣刀的一种具体实施方式,铣削部表面设有表面镀层;表面镀层材质采用超精细纳米硬质合金。
52.本实施例中通过在铣削部表面增设超精细纳米硬质合金表面镀层,增强了铣削部的耐磨性和耐用性,在加工硬度较高的工件时,能够提高刀刃的抗崩裂性能,提高刀具的使用寿命。
53.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1