一种免磨线头的线切割入子的制作方法
1.本实用新型涉及入子线切割技术领域,特别是涉及一种免磨线头的线切割入子。
背景技术:
2.入子是指冷冲压模具中的镶件。在复杂的模具型腔中,有凸起或凹陷较深的形状,这些形状采用直接加工切削较困难,所以,通常会采用入子代替;而且,在一模多穴的模具中,也通常将整段成品设计成入子,这样既能节省加工时间,又方便进行损坏替换或成品更改。其中,为确保入子能镶嵌至模具中,并满足模具的工作需求,通常需要对预先对入子进行加工。入子常用的加工方法是线切割;线切割是一种对冲压模具中的金属工件(如入子)进行加工的技术,其是利用电火花在瞬时高温下可使局部的金属工件熔化、氧化而被腐蚀掉的特性,以实现对金属工件的加工。现有模具中通常会有很多线切割的入子。
3.然而,参见图1,待线切割的入子包括入子本体1和凸出于入子本体1表面的待切割部2;现有技术中,参见图2
‑
4,经线切割加工后,在入子本体1的待切割部2底部会留下一个凸出于入子本体1表面的线头3,因此,在线切割后,还需对该凸出的线头3进行研磨,以使入子本体1达到所需的尺寸,而研磨耗时又费力,这会大大增加入子加工的工作量。
技术实现要素:
4.为了解决上述问题,本实用新型提供一种免磨线头的线切割入子,以减少线切割入子的加工工作量,使该线切割入子加工更加省时省力。
5.本实用新型公开了一种免磨线头的线切割入子,包括入子本体和经线切割加工后向所述入子本体内凹陷的凹槽,所述凹槽的高度h≤0.05mm。
6.优选地,所述凹槽的高度h为0.01
‑
0.04mm。
7.进一步优选地,所述凹槽的高度h为0.03mm。
8.进一步优选地,所述凹槽的高度h为0.02mm。
9.优选地,所述凹槽的长度小于所述入子本体的长度;所述凹槽的长度l为16mm
‑
19mm。
10.进一步优选地,所述凹槽的长度l为18mm。
11.与现有技术相比,本实用新型至少包括以下有益效果:
12.在加工过程中,本实用新型的免磨线头的线切割入子,包括入子本体和经线切割加工后向所述入子本体内凹陷的凹槽,所述凹槽的高度h≤0.05mm。与现有的线切割入子相比,线切割加工后,本实用新型的线切割入子不具有一个凸出其表面的线头,相反,而是具有向入子本体内略微凹陷的凹槽,因此,在线切割加工后,无需研磨线头,即可将该线切割入子镶嵌至模具中,而且,由于镶嵌至模具中的线切割入子的外侧面与模具中模孔的内壁面配合,且模具中模孔的内壁面给线切割入子提供支撑力,所以,该凹槽并不会影响线切割入子和模具的正常使用,如此,不用研磨线头就能将线切割入子装入模具相对应的模孔中,进而减少线切割入子加工的工作量,使该线切割入子加工更加省时省力,且由于凹槽的存
在,在装配时,减少接触阻力,更方便线切割入子装入模具的模孔中。
附图说明
13.图1是待线切割的入子的俯视图。
14.图2是现有经线切割加工后的线切割入子的俯视图。
15.图3是图2中标号a的局部放大图。
16.图4是现有经线切割加工后的线切割入子的局部透视正视图。
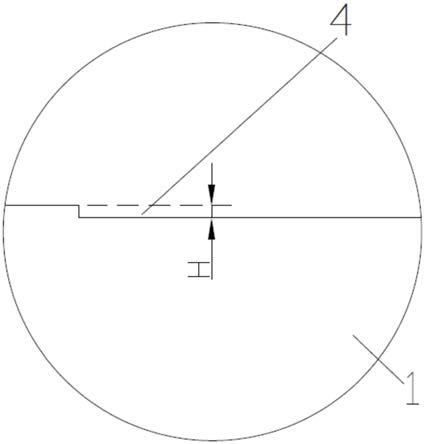
17.图5是本实用新型的免磨线头的线切割入子的俯视图。
18.图6是图5中标号b的局部放大图。
19.图7是本实用新型的免磨线头的线切割入子的局部透视正视图。
20.附图标号说明:入子本体1;待切割部2;线头3;凹槽4。
具体实施方式
21.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
22.为确保线切割入子能镶嵌至模具中,并满足模具的工作需求,需要对图1中待线切割的入子的待切割部2进行线切割加工,以去除入子本体1表面凸出的待切割部2。本实施例中,在线切割加工过程中,可以从待切割部2的外侧开始切割,直至在入子本体1 的内凹陷处形成凹槽4,如此,即能完成该待切割部2的加工,以获得能镶嵌至模具中、且无需研磨的线切割入子,也即本实施例的一种免磨线头的线切割入子。
23.参见图5
‑
7,本实施例的一种免磨线头的线切割入子包括入子本体1和经线切割加工后向该入子本体1内凹陷的凹槽4。其中,若该凹槽4的高度h大于0.05mm,则会影响线切割入子的使用,因此,该凹槽4的高度h≤0.05mm。
24.其中,为有效避免入子本体1的凹槽4对模具的精度影响,凹槽4的高度h优选为 0.01
‑
0.04mm。
25.具体地,该凹槽4的高度h可为0.02mm。
26.具体地,若凹槽4的高度h大于0.03mm,可能会影响线切割入子的使用,增加该线切割入子的报废风险;若凹槽4的高度h小于0.03mm,则会增加线切割加工的难度,因此,更优选为,凹槽4的高度h为0.03mm。
27.与现有的线切割入子相比,线切割加工后,本实施例的线切割入子不具有一个凸出其表面的线头,相反,而是具有向入子本体1内略微凹陷的凹槽4,因此,在线切割加工后,无需研磨线头,即可将该线切割入子镶嵌至模具中,而且,镶嵌至模具中后,除凹槽4外,该线切割入子的外侧面与模具中模孔的内壁面配合,且模具中模孔的内壁面给线切割入子提供支撑力,所以,该凹槽4并不会影响线切割入子和模具的正常使用,如此,不用研磨线头就能将线切割入子装入模具相对应的模孔中,进而减少线切割入子加工的工作量,使该线切割入子加工更加省时省力,且由于凹槽的存在,在装配时,减少接触阻力,更方便线切割入子装入模具的模孔中。
28.其中,为有效避免入子本体1的凹槽4对模具的精度影响,凹槽4的长度l为 16mm
‑
19mm。更优选为,凹槽4的长度l为18mm,参见图4,该凹槽4的长度明显小于入子本体1的长
度,以确保线切割加工后入子本体1不影响模具的工作精度。
29.尽管已描述了本实用新型实施例的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型实施例范围的所有变更和修改。
30.以上对本实用新型所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1