一种座椅弹簧点焊专机的制作方法
1.本实用新型涉及汽车制造领域,特别是涉及一种座椅弹簧点焊专机。
背景技术:
2.随着汽车制造业的迅猛发展,汽车配件的生产加工越来越多的受到企业的重视,座椅弹簧作为最重要的汽车配件之一,抗震减压,能够提高座椅整体的柔软度和舒适性,保证乘坐员良好的状态。市面上座椅弹簧的质量参差不齐,弹簧断裂影响车辆正常使用,更换更是价格不菲,增加了消费者的使用成本,产品出问题也影响商家信誉;弹簧的材料以及焊接质量是影响座椅弹簧品质的重要因素,点焊机可以实现单点点焊等作业,但其工作量不饱和,相反焊接机器人却供不应求,为了提高座椅弹簧的产能,提高焊接质量和焊接精度,一种弹簧焊接的专用机械设备亟待研发。
技术实现要素:
3.针对上述问题,本实用新型提供了一种座椅弹簧点焊专机,具有能够提高弹簧点焊的效率和产能,提升弹簧焊接加工的精度,节约工时降低加工成本,提升座椅弹簧的良率,经济效益较好的优点。
4.本实用新型的技术方案是:
5.一种座椅弹簧点焊专机,包括机座,所述机座的一端设有点焊机,所述机座的另一端设有水平回转变位机,所述水平回转变位机上设有若干个工位,每个所述工位上分别设有4轴伺服驱动工作台,每个所述4轴伺服驱动工作台上分别设有焊接夹具体。
6.上述技术方案的工作原理如下:
7.本实用新型所述的点焊机为tn
‑
100型交流点焊机,该点焊机包括躯壳、机架、焊接变压器、托架、气动传动机构、接线板、脚踏开关、气路系统和冷却系统。现公司使用此部件主要依靠于外购。
8.通过设计一种座椅弹簧点焊的专用的机械设备,能够提高弹簧点焊的效率和产能,提升弹簧焊接加工的精度,节约工时降低加工成本,提升座椅弹簧的良率,经济效益较好。
9.此实用新型的操作过程如下:在焊接夹具体上人工安装夹紧工件;启动按钮调动水平回转变位机将装夹好的工件的工位旋转至焊接等待区,同时,在下一个工位上开始装夹第二件工件;当第一件工件焊接完毕后调动水平回转变位机将其工位旋转至卸料位置,人工卸下焊接后的工件,开始装夹第三件工件,同时,将第二件装夹好的工件的工位送至焊接等待区,以此往复循环操作,完成座椅弹簧焊接的连续作业。
10.工件的焊接过程如下:(1)、4轴联动伺服工作台x\y\z三轴移动将工件送至预定点焊位置,点焊机上电极下压开始点焊第一个焊点,根据预设路径依次完成同一平面上的其余焊点;(2)、点焊机上电极上升,r轴旋转角度将另一平面的焊点旋转至水平位置;点焊机上电极下压开始点焊该平面上的第一个焊点,根据预设路径依次完成该平面上的其余焊
点;(2)、焊接完成,点焊机上电极上升足够距离,伺服工作台移动,送工件离开焊接区域。
11.在进一步的技术方案中,所述水平回转变位机包括变位机机座,所述变位机机座上设有回转支撑,所述回转支撑上设有回转型材框架,所述工位设在所述回转型材框架上,所述回转支撑底部设有回转伺服驱动系统,所述回转伺服驱动系统的输出端与所述回转支撑的输入端连接。所述水平回转变位机可以完成多个工位的切换工作,采用伺服电机驱动,可以实现特定角度的回转精确定位。
12.在进一步的技术方案中,所述4轴伺服驱动工作台包括底座,所述底座上滑动连接有y向进退伺服驱动滑台,所述y向进退伺服驱动滑台上滑动连接有x向横移伺服驱动滑台,所述x向横移伺服驱动滑台上滑动连接有z向提升伺服驱动滑台,所述z向提升伺服驱动滑台上滑动连接有r轴旋转伺服驱动系统,所述r轴旋转伺服驱动系统的顶部设有可绕x轴旋转的夹具安装底板,所述夹具安装底板上设有安装焊接夹具体的安装孔。其中,x\y\z轴均采用伺服电机驱动,滚珠丝杠传动,直线滑轨导向;r轴采用蜗轮蜗杆传动,驱动夹具安装底板绕x轴作旋转运动。完成工件在焊接过程中的自动控制。
13.在进一步的技术方案中,所述焊接夹具体包括快速夹钳和支撑块,所述快速夹钳连接在所述支撑块上,所述支撑块连接在所述夹具安装底板上,所述夹具安装底板上还设有用于定位工件的定位块和用于锁紧工件的锁紧块。采用手动夹紧方式,使用伺服电机控制夹具行程,能准确的设定焊点位置。
14.本实用新型采用电气控制系统,所述电气控制系统包括焊机控制系统、伺服驱动系统、主站plc控制系统、工业触摸屏、电气控制柜、操作盘、手持式操作盒、通讯电缆、控制电缆、低压电气和电气附件等,各系统之间实现联动互锁控制。是提高本实用新型自动化程度的重要的一部分。
15.本实用新型的有益效果是:
16.1、本实用新型提高了企业点焊机的利用率,缓解了工厂机器人焊接供不应求的局面,提高了座椅弹簧的产能。
17.2、本实用新型能够提升弹簧点焊焊接加工的精度,从而提升座椅弹簧的良率,降低产品的返工率和维修率。
18.3、本实用新型能实现座椅弹簧的连续焊接作业,节约工时降低加工成本,提高了弹簧的焊接效率,经济效益较好。
附图说明
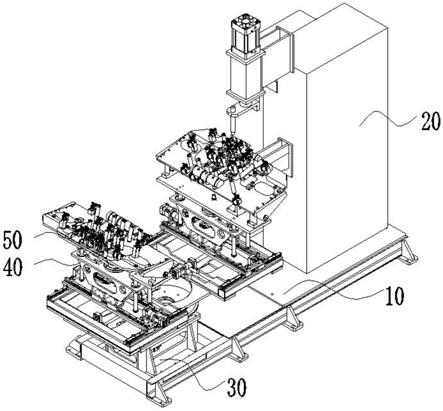
19.图1是本实用新型实施例所述一种座椅弹簧点焊专机的结构示意图一;
20.图2是本实用新型实施例所述一种座椅弹簧点焊专机的结构示意图二;
21.图3是本实用新型实施例所述水平回转变位机的主视图;
22.图4是本实用新型实施例所述4轴伺服驱动工作台的结构示意图。
23.附图标记说明:
24.10、机座;20、点焊机;30、水平回转变位机;31、变位机机座;32、回转型材框架;33、回转支撑;34、回转伺服驱动系统;40、4轴伺服驱动工作台;41、底座;42、y向进退伺服驱动滑台;43、x向横移伺服驱动滑台;44、z向提升伺服驱动滑台;45、r轴旋转伺服驱动系统;46、夹具安装底板;50、焊接夹具体。
具体实施方式
25.下面结合附图对本实用新型的实施例作进一步说明。
26.实施例:
27.如图1、2所示,一种座椅弹簧点焊专机,包括机座10,机座10的一端设有点焊机20,机座10的另一端设有水平回转变位机30,水平回转变位机30上设有若干个工位,每个工位上分别设有4轴伺服驱动工作台40,每个4轴伺服驱动工作台40上分别设有焊接夹具体50。
28.上述技术方案的工作原理如下:
29.本实用新型的点焊机20为tn
‑
100型交流点焊机,该点焊机20包括躯壳、机架、焊接变压器、托架、气动传动机构、接线板、脚踏开关、气路系统和冷却系统。现公司使用此部件主要依靠于外购。
30.通过设计一种座椅弹簧点焊的专用的机械设备,能够提高弹簧点焊的效率和产能,提升弹簧焊接加工的精度,节约工时降低加工成本,提升座椅弹簧的良率,经济效益较好。
31.此实用新型的操作过程如下:在焊接夹具体50上人工安装夹紧工件;启动按钮调动水平回转变位机30将装夹好的工件的工位旋转至焊接等待区,同时,在下一个工位上开始装夹第二件工件;当第一件工件焊接完毕后调动水平回转变位机30将其工位旋转至卸料位置,人工卸下焊接后的工件,开始装夹第三件工件,同时,将第二件装夹好的工件的工位送至焊接等待区,以此往复循环操作,完成座椅弹簧焊接的连续作业。
32.工件的焊接过程如下:(1)、4轴联动伺服工作台x\y\z三轴移动将工件送至预定点焊位置,点焊机20上电极下压开始点焊第一个焊点,根据预设路径依次完成同一平面上的其余焊点;(2)、点焊机20上电极上升,r轴旋转角度将另一平面的焊点旋转至水平位置;点焊机20上电极下压开始点焊该平面上的第一个焊点,根据预设路径依次完成该平面上的其余焊点;(2)、焊接完成,点焊机20上电极上升足够距离,伺服工作台移动,送工件离开焊接区域。
33.在另外一个实施例中,如图3所示,水平回转变位机30包括变位机机座31,变位机机座31上设有回转支撑33,回转支撑33上设有回转型材框架32,若干个工位设在回转型材框架32上,回转支撑33底部设有回转伺服驱动系统34,回转伺服驱动系统34的输出端与回转支撑33的输入端连接。水平回转变位机30可以完成多个工位的切换工作,采用伺服电机驱动,可以实现特定角度的回转精确定位。
34.在另外一个实施例中,如图4所示,4轴伺服驱动工作台40包括底座41,底座41上滑动连接有y向进退伺服驱动滑台42,y向进退伺服驱动滑台42上滑动连接有x向横移伺服驱动滑台43,x向横移伺服驱动滑台43上滑动连接有z向提升伺服驱动滑台44,z向提升伺服驱动滑台44上滑动连接有r轴旋转伺服驱动系统45,r轴旋转伺服驱动系统45的顶部设有可绕x轴旋转的夹具安装底板46,夹具安装底板46上设有安装焊接夹具体50的安装孔。其中,x\y\z轴均采用伺服电机驱动,滚珠丝杠传动,直线滑轨导向;r轴采用蜗轮蜗杆传动,驱动夹具安装底板46绕x轴作旋转运动。完成工件在焊接过程中的自动控制。
35.在另外一个实施例中,如图4所示,焊接夹具体50包括快速夹钳和支撑块,快速夹钳连接在支撑块上,支撑块连接在夹具安装底板46上,夹具安装底板46上还设有用于定位工件的定位块和用于锁紧工件的锁紧块。采用手动夹紧方式,使用伺服电机控制夹具行程,
能准确的设定焊点位置。
36.本实用新型采用电气控制系统,电气控制系统包括焊机控制系统、伺服驱动系统、主站plc控制系统、工业触摸屏、电气控制柜、操作盘、手持式操作盒、通讯电缆、控制电缆、低压电气和电气附件等,各系统之间实现联动互锁控制。是提高本实用新型自动化程度的重要的一部分。
37.以上所述实施例仅表达了本实用新型的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1