一种热镀锌钢带加工用的制管机的制作方法
1.本实用新型涉及热镀锌钢带加工技术领域,具体为一种热镀锌钢带加工用的制管机。
背景技术:
2.钢带是指以碳钢制成的输送带作为带式输送机的牵引和运载构件,也可用于捆扎货物;是各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板,钢带又称带钢,是宽度在1300mm以内,长度根据每卷的大小略有不同,带钢一般成卷供应,具有尺寸精度高、表面质量好、便于加工、节省材料等优点,钢带按所用材质分为普通带钢和优质带钢两类;按加工方法分热轧钢带、冷轧带钢带两种,镀锌钢带是普通钢带酸洗、镀锌、包装等工序加工而成的,因有良好的防腐蚀性能,故广泛的应用,在钢带的加工过程中需要一种专门的制管机,但现有制管机存在很大缺陷,不便于安装和拆卸,压力输送不平稳,成型速度慢,不能够保证加工质量,成型效果差,加工效率低,因此提出了一种热镀锌钢带加工用的制管机。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种热镀锌钢带加工用的制管机,便于安装和拆卸,压力输送平稳,成型速度快,能够保证加工质量,成型效果好,提高加工效率,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种热镀锌钢带加工用的制管机,包括工作台板、挤压成型结构和下压成型结构;
5.工作台板:其上表面中部设有半圆槽,工作台板的上表面四角均设有竖板,竖板的上表面均与支撑板的底面固定连接,工作台板的上表面前侧设有固定板,工作台板的上表面前后两侧对称设有滑槽,工作台板的上表面四角均设有限位柱,限位柱的中部均转动连接有限位轮,工作台板的底面左右两侧对称设有t型板,t型板的底板四角均设有均匀分布的安装孔;
6.挤压成型结构:设置于固定板的前表面,挤压成型结构的前后两侧分别与对应的滑槽滑动连接;
7.下压成型结构:设置于支撑板的上表面;
8.其中:还包括控制开关组,所述控制开关组设置于工作台板的前表面,控制开关组的输入端电连接外部电源,便于安装和拆卸,下压速度快,压力输送平稳,成型速度快,能够使钢带完全贴合成型辊的外弧面,成型效果好,能够保证加工质量,提高成型效率,提高加工效率。
9.进一步的,所述挤压成型结构包括丝杆、电机、滑板和挤压块,所述滑槽的内部均滑动连接有挤压块,前侧的挤压块前表面和后侧的挤压块后表面均设有滑板,固定板的前表面设有电机,电机的输出轴通过轴承与固定板的板体转动连接并在后侧端头处设有丝
杆,丝杆的两端分别与对应的滑板板体上端设置的螺纹孔螺纹连接,丝杆的两端螺纹方向相反,电机的输入端与控制开关组的输出端电连接,装置运行稳定,挤压效果好,能够使钢带完全贴合成型辊的外弧面,成型速度快,提高加工质量。
10.进一步的,所述下压成型结构包括液压泵、伸缩柱、压板、横板、成型辊和u型板,所述支撑板的上表面后侧设有液压泵,支撑板的上表面中部对称设有伸缩柱,液压泵的出油口均通过胶管与伸缩柱的上端进油口相连,伸缩柱的伸缩端均穿过支撑板的板体圆孔并延伸至支撑板的下端,伸缩柱的伸缩端下端均与压板的上表面固定连接,压板左侧面设置的插口内部活动插接有横板,压板的右侧面与横板的左侧面均设有u型板,左侧的u型板右侧面设有成型辊,成型辊的右侧端头与右侧的u型板左侧面设置的插孔活动插接,液压泵的输入端与控制开关组的输出端电连接,下压速度快,压力输送平稳,成型效果好,提高加工效率。
11.进一步的,所述下压成型结构还包括竖槽、插条和插槽,所述压板的板体中部设有竖槽,横板的板体中部设有插槽,插条穿过竖槽与插槽活动插接,便于安装和拆卸,提高成型效率。
12.进一步的,所述工作台板的左侧面前端设有工具箱,便于工具的摆放。
13.与现有技术相比,本实用新型的有益效果是:本热镀锌钢带加工用的制管机,具有以下好处:
14.1、将液压泵的进油口与外部液压油箱相连,将成型辊的右侧端头插入右侧的u型板板体插孔内,将插条穿过竖槽插入插槽内,通过控制开关组使液压泵运转将液压油箱内的油抽出,液压油通过胶管进入伸缩柱的内部,使两个伸缩柱的伸缩端伸长,进而推动压板向下移动,带动u型板和成型辊向下移动,进而将钢带的中部压入半圆槽内,进而将钢带的下端压成圆弧状,抽出插槽内部的插条,拉动左侧的u型板,进而使成型辊的右侧端头与右侧的u型板板体插孔分离,进而将成型辊抽出,便于安装和拆卸,下压速度快,压力输送平稳,成型效果好,提高成型效率。
15.2、半圆槽和两个挤压块的弧面形成圆形空腔,圆形空腔与成型辊吻合,通过控制开关组使电机正转,输出轴转动带动丝杆正转,进而带动挤压块和滑板相向靠近,推动两个挤压块相向靠近,进而对钢带的边缘处进行成型挤压,将边缘处的钢带压至成型辊的外弧面,通过控制开关组使电机反转,输出轴反转带动丝杆反转,进而带动挤压块和滑板相向远离,装置运行稳定,挤压效果好,能够使钢带完全贴合成型辊的外弧面,成型速度快,提高加工质量。
附图说明
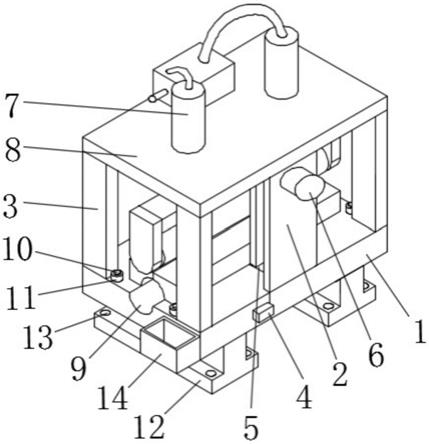
16.图1为本实用新型结构示意图;
17.图2为本实用新型下压成型结构内部剖视示意图;
18.图3为本实用新型挤压成型结构内部剖视示意图。
19.图中:1工作台板、2固定板、3竖板、4控制开关组、5滑槽、6挤压成型结构、61丝杆、62电机、63滑板、64挤压块、7下压成型结构、71液压泵、72伸缩柱、73压板、74横板、75竖槽、76插条、77成型辊、78插槽、79 u型板、8支撑板、9半圆槽、10限位柱、11限位轮、12 t型板、13安装孔、14工具箱。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1
‑
3,本实用新型提供一种技术方案:一种热镀锌钢带加工用的制管机,包括工作台板1、挤压成型结构6和下压成型结构7;
22.工作台板1:其上表面中部设有半圆槽9,工作台板1提供加工场所,工作台板1的上表面四角均设有竖板3,竖板3提供支撑连接,竖板3的上表面均与支撑板8的底面固定连接,支撑板8提供安装固定场所,工作台板1的上表面前侧设有固定板2,固定板2提供稳固支撑,工作台板1的上表面前后两侧对称设有滑槽5,滑槽5提供滑动连接,工作台板1的上表面四角均设有限位柱10,限位柱10的中部均转动连接有限位轮11,位置限定,避免偏移,工作台板1的底面左右两侧对称设有t型板12,t型板12提供稳固支撑,t型板12的底板四角均设有均匀分布的安装孔13,便于安装固定;
23.挤压成型结构6:设置于固定板2的前表面,挤压成型结构6的前后两侧分别与对应的滑槽5滑动连接,挤压成型结构6包括丝杆61、电机62、滑板63和挤压块64,滑槽5的内部均滑动连接有挤压块64,前侧的挤压块64前表面和后侧的挤压块64后表面均设有滑板63,固定板2的前表面设有电机62,电机62的输出轴通过轴承与固定板2的板体转动连接并在后侧端头处设有丝杆61,丝杆61的两端分别与对应的滑板63板体上端设置的螺纹孔螺纹连接,丝杆61的两端螺纹方向相反,半圆槽9和两个挤压块64的弧面形成圆形空腔,通过控制开关组4使电机62正转,输出轴转动带动丝杆61正转,进而带动挤压块64和滑板63相向靠近,推动两个挤压块64相向靠近,进而对钢带的边缘处进行成型挤压,将边缘处的钢带压至成型辊77的外弧面,通过控制开关组4使电机62反转,输出轴反转带动丝杆反转,进而带动挤压块64和滑板63相向远离,装置运行稳定,挤压效果好,能够使钢带完全贴合成型辊77的外弧面,成型速度快,提高加工质量;
24.下压成型结构7:设置于支撑板8的上表面,下压成型结构7包括液压泵71、伸缩柱72、压板73、横板74、成型辊77和u型板79,支撑板8的上表面后侧设有液压泵71,支撑板8的上表面中部对称设有伸缩柱72,液压泵71的出油口均通过胶管与伸缩柱72的上端进油口相连,伸缩柱72的伸缩端均穿过支撑板8的板体圆孔并延伸至支撑板8的下端,伸缩柱72的伸缩端下端均与压板73的上表面固定连接,压板73左侧面设置的插口内部活动插接有横板74,压板73的右侧面与横板74的左侧面均设有u型板79,左侧的u型板79右侧面设有成型辊77,成型辊77的右侧端头与右侧的u型板79左侧面设置的插孔活动插接,下压成型结构7还包括竖槽75、插条76和插槽78,压板73的板体中部设有竖槽75,横板74的板体中部设有插槽78,插条76穿过竖槽75与插槽78活动插接,将液压泵71的进油口与外部液压油箱相连,将成型辊77的右侧端头插入右侧的u型板79板体插孔内,将插条76穿过竖槽75插入插槽78内,通过控制开关组4使液压泵71运转将液压油箱内的油抽出,液压油通过胶管进入伸缩柱72的内部,使两个伸缩柱72的伸缩端伸长,进而推动压板73向下移动,带动u型板79和成型辊77向下移动,进而将钢带的中部压入半圆槽9内,进而将钢带的下端压成圆弧状,抽出插槽78内部的插条76,拉动左侧的u型板79,进而使成型辊77的右侧端头与右侧的u型板79板体插
孔分离,进而将成型辊77抽出,便于安装和拆卸,下压速度快,压力输送平稳,成型效果好,提高成型效率;
25.其中:还包括控制开关组4,调控各组件正常运转,控制开关组4设置于工作台板1的前表面,控制开关组4的输入端电连接外部电源,电机62和液压泵71的输入端均与控制开关组4的输出端电连接。
26.其中:工作台板1的左侧面前端设有工具箱14,便于工具的摆放。
27.在使用时:首先将液压泵71的进油口与外部液压油箱相连,用外部螺栓穿过t型板12底板设置的安装孔13,从而将装置固定在地面上,保证装置的稳定性,将要成型的钢带沿限位轮11放置在半圆槽9的上方,避免挤压成型时钢带位置发生偏移,将成型辊77的右侧端头插入右侧的u型板79板体插孔内,将插条76穿过竖槽75插入插槽78内,通过控制开关组4使液压泵71运转将液压油箱内的油抽出,液压油通过胶管进入伸缩柱72的内部,使两个伸缩柱72的伸缩端伸长,进而推动压板73向下移动,带动u型板79和成型辊77向下移动,进而将钢带的中部压入半圆槽9内,进而将钢带的下端压成圆弧状,便于安装,下压速度快,压力输送平稳,成型效果好,提高加工效率,半圆槽9和两个挤压块64的弧面形成圆形空腔,圆形空腔与成型辊77吻合,通过控制开关组4使电机62正转,输出轴转动带动丝杆61正转,进而带动挤压块64和滑板63相向靠近,推动两个挤压块64相向靠近,进而对钢带的边缘处进行成型挤压,将边缘处的钢带压至成型辊77的外弧面,通过控制开关组4使电机62反转,输出轴反转带动丝杆反转,进而带动挤压块64和滑板63相向远离,装置运行稳定,挤压效果好,能够使钢带完全贴合成型辊77的外弧面,成型速度快,提高加工质量,用外部焊机对钢带的缝隙处焊接,抽出插槽78内部的插条76,拉动左侧的u型板79,进而使成型辊77的右侧端头与右侧的u型板79板体插孔分离,进而将成型辊77抽出,便于拆卸,提高成型效率。
28.值得注意的是,本实施例中所公开的电机62可选用东莞市威邦机电有限公司型号为微型交流减速400w的电机,液压泵71可选用上海酷瑞泵阀制造有限公司型号为cb
‑
b10的液压齿轮油泵,控制开关组4控制电机62和液压泵71工作采用现有技术中常用的方法。
29.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1