一种排插生产用自动焊锡设备的制作方法
1.本实用新型涉及排插加工技术领域,尤其是一种排插生产用自动焊锡设备。
背景技术:
2.现有技术中,对于排插生产过程中,每个排插会在壳体内部安放多个金属片、三根导线、开关等元器件,各个元器件之间的连接需要通过焊锡工艺完成。目前的焊锡工艺都是人工利用焊枪操作,焊锡过程中会产生一定的有害烟雾,人工操作过程中容易吸入,对人体造成危害。另外,人工焊锡,效率低下,而且不同的工人焊锡的效果不同,一致性差。
技术实现要素:
3.本实用新型的目的是为了解决上述技术的不足而提供一种排插生产用自动焊锡设备,能提升焊锡效率,且焊锡一致性高。
4.为了达到上述目的,本实用新型所设计的一种排插生产用自动焊锡设备,包括底座、立柱及设置在立柱上的横梁,在底座上设置有水平的导向轨,所述导向轨与横梁之间相互垂直,在导向轨上设置有滑动座,滑动座上设置有一个水平台面,水平台面上设置排插夹具,在底座上设置有与导向轨向平行的一号丝杆,与一号丝杆对应处的滑动座上设置有螺孔,一号丝杆穿过螺孔且与螺孔之间配合连接,在底座上设置有一号动力机构,一号动力机构与一号丝杆之间传动连接,在横梁上设置有一个安装座,安装座与横梁之间滑动连接,在横梁上设置有一根水平的二号丝杆,二号丝杆与安装座之间通过螺纹转动连接,在横梁上设置有二号动力机构,二号动力机构与二号丝杆之间传动连接,安装座上设置有竖直向下的气缸,在气缸的伸缩杆上设置有一个固定座,在固定座上设置有焊枪头,在安装座或固定座上设置有送锡丝机构;所述送锡丝机构包括锡丝卷,在锡丝卷下方的安装座或固定座上设置有两个转轮,所述锡丝卷上输出的锡丝从两个转轮之间穿过,至少其中一个转轮与设置在安装座或固定座上的三号动力机构之间传动连接,在焊枪头侧边的固定座上设置有连接座,连接座与转轮之间设置有一根导向管,从转轮输出的锡丝通过导向管延伸至焊枪头处。
5.上述方案,通过一号动力机构、一号丝杆带动水平台面上的排插夹具沿导向轨往复移动,二号动力机构、二号丝杆带动安装座及气缸沿着横梁往复移动,气缸则带动固定座及焊枪头沿竖直方向往复移动;三者实现焊枪头与排插夹具之间全方位的位移,可实现对排插上的任意位置进行焊锡处理。当然,还设置有控制器,控制器根据设定程序控制一号动力机构、二号动力机构、气缸等运动部件的运动速度、位置及定位等,同时控制三号动力机构定时输送锡丝,确保正常焊锡,且焊点的焊锡量保持均匀,以确保焊接的一致高。同时实现自动化焊接,效率高,操作工人只需要将待焊接的排插装入排插夹具定位即可,焊接过程操作人员可相对远离焊接位置,保护工人健康安全。
6.在立柱上设置有一个收纳盒,收纳盒的开口向上,在收纳盒的侧边设置有喷嘴,喷嘴朝向收纳盒内部,所述喷嘴通过气管连接高压气源。该结构的设计,在间隔一定时间或者
焊接完一个焊点时,将焊枪头移动至收纳盒内部并进行定位,喷嘴对准定位后的焊枪头的端部,快速喷射高压空气,将吸附在焊枪头上的锡吹入收纳盒,避免后续焊接过程中对焊锡量造成影响,以提升焊接质量的稳定性。
7.在底座上并排设置有两组导向轨和滑动座,每个滑动座均通过一根丝杆与一个一号动力机构连接。该结构的设计,利用两个滑动座,实现其中一个滑动座上的排插夹具内的排插在焊接的时候,操作工人可以对另一个滑动座上的排查夹具内进行装夹、拆卸排插,从而可以减少焊接等待时间,提升加工效率。
8.在每个滑动座上的水平台面上并排设置有两个排插夹具,所述的送锡丝机构也对应设置有两组,焊枪头也间隔设置有两个,焊枪头之间的间距两个排插夹具之间的间距相对应。该方案中,在水平台面上设置两个排插夹具,同时设置两个焊枪头和送锡丝机构,能同时对两个排插进行焊接,进一步提升焊接效率。而焊枪头之间的间距与排插夹具之间的间距相对应是指两个排插夹具内的排插的相同焊点之间的距离与两个焊枪头之间的间距相同,所以每次焊接可以对两个排插上的相同焊点进行焊接,可以确保焊接位置、焊接时间等均相同。当然,具有两个焊枪头时,收纳盒上也需要设置两个喷嘴,且两个喷嘴均对应定位后的焊枪头端部。
9.本实用新型所得到的一种排插生产用自动焊锡设备,能实现对装入夹具的排插进行定点焊锡,且焊接效率高,解放劳动力,提升排插焊接的品质。
附图说明
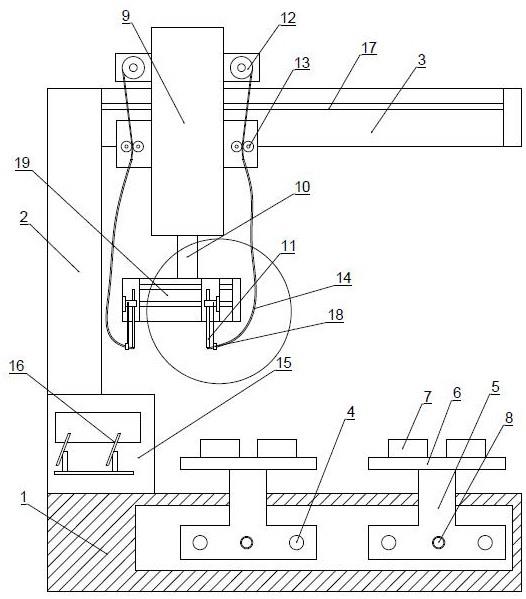
10.图1为本实用新型的结构示意图;
11.图2为本实用新型的局部放大示意图。
具体实施方式
12.下面通过实施例结合附图对本实用新型作进一步的描述。
13.实施例1:
14.如图1、图2所示,本实施例描述的一种排插生产用自动焊锡设备,包括底座1、立柱2及设置在立柱2上的横梁3,在底座1上设置有水平的导向轨4,所述导向轨4与横梁3之间相互垂直,在导向轨4上设置有滑动座5,滑动座5上设置有一个水平台面6,水平台面6上设置排插夹具7,在底座1上设置有与导向轨4向平行的一号丝杆8,与一号丝杆8对应处的滑动座5上设置有螺孔,一号丝杆8穿过螺孔且与螺孔之间配合连接,在底座1上设置有一号动力机构,一号动力机构与一号丝杆8之间传动连接,在横梁3上设置有一个安装座9,安装座9与横梁3之间滑动连接,在横梁3上设置有一根水平的二号丝杆17,二号丝杆17与安装座9之间通过螺纹转动连接,在横梁3上设置有二号动力机构,二号动力机构与二号丝杆17之间传动连接,安装座9上设置有竖直向下的气缸10,在气缸10的伸缩杆上设置有一个固定座19,在固定座19上设置有焊枪头,在安装座9或固定座19上设置有送锡丝机构;所述送锡丝机构包括锡丝卷12,在锡丝卷12下方的安装座9或固定座19上设置有两个转轮13,所述锡丝卷12上输出的锡丝从两个转轮13之间穿过,至少其中一个转轮13与设置在安装座9或固定座19上的三号动力机构之间传动连接,在焊枪头侧边的固定座19上设置有连接座18,连接座18与转轮13之间设置有一根导向管14,从转轮13输出的锡丝通过导向管14延伸至焊枪头处。
15.在立柱2上设置有一个收纳盒15,收纳盒15的开口向上,在收纳盒15的侧边设置有喷嘴16,喷嘴16朝向收纳盒15内部,所述喷嘴16通过气管连接高压气源。
16.在底座1上并排设置有两组导向轨4和滑动座5,每个滑动座5均通过一根丝杆与一个一号动力机构连接。在每个滑动座5上的水平台面6上并排设置有两个排插夹具7,所述的送锡丝机构也对应设置有两组,焊枪头也间隔设置有两个,焊枪头之间的间距两个排插夹具7之间的间距相对应。其中焊枪头通过导轨可移动连接在固定座19上,并且可以根据实际需求进行定位,实现两个焊枪头之间的间距可以调节,以适应不同尺寸的排插的焊接需求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1