一种用于电池极柱冷镦成型的专用夹具的制作方法
1.本实用新型属于新能源汽车电池极柱加工工装领域,具体涉及一种用于电池极柱冷镦成型的专用夹具。
背景技术:
2.电池极柱是新能源汽车使用的一个重要部件,是一个使用频繁、技术要求高的导电部件,其加工质量的好坏直接影响整个产品的寿命和使用可靠性。电池极柱加工要求高,其表面粗糙度要求为不超0.8μm,产品的平整度要求不超过0.05,尤其是尾部和头部,表面清洁度有严格的要求,使用达英笔38号,划线后严禁散开,整个产品表面严禁有缺陷和铝屑残留,电池极柱采用铝材料(al1060)制作,材料质地较软,易起皮,产品对品质要求高,表面严禁有磕碰和划伤。
3.常规冷镦设备的夹具对产品的夹取长度有一定的要求,才便于产品的过模和调机,才能实现量产;然而,电池极柱的长度较短,而且产品表面要求较高,这往往是冷镦行业较为头痛的事情,这就无法实现正常量产,需要采取机加工的方式才能满足要求,势必造成成本高、产量低、品质不能保证;为了解决这类较短产品的夹取问题,我们研发了一种用于电池极柱冷镦成型的专用夹具。
技术实现要素:
4.为克服上述现有技术中的不足,本实用新型目的在于提供种用于电池极柱冷镦成型的专用夹臂。
5.为实现上述目的及其他相关目的,本实用新型提供的技术方案是:一种用于电池极柱冷镦成型的专用夹具,该电池极柱包括上端的头部和下端的杆部,所述头部的直径大于所述杆部的直径;该夹臂由左右对称设置的第一夹臂和第二夹臂组合而成;所述第一夹臂夹取端的内侧面开设有用于夹取头部的第一上槽体和用于夹取杆部的第一下槽体,所述第一下槽体与所述第一上槽体连通设置,所述第一下槽体开设在所述第一上槽体下端的中部;所述第二夹臂夹取端的内侧面开设有用于夹取头部的第二上槽体和用于夹取杆部的第二下槽体,所述第二下槽体与所述第二上槽体连通设置,所述第二下槽体开设在所述第二上槽体下端的中部;所述第一夹臂与所述第二夹臂组合夹取时,所述第一上槽体与所述第二上槽体相对设置且两者的底部形成一个挡面,所述第一下槽体与所述第二下槽体相对设置且在所述挡面的下端形成一个通道。
6.优选的技术方案为:所述第一夹臂与所述第二夹臂的中部均向外侧折弯设置,且折弯处的内侧角度大于90
°
。
7.优选的技术方案为:所述第一上槽体、第一下槽体、第二上槽体和第二下槽体均为圆弧槽。
8.优选的技术方案为:所述第一上槽体、第二上槽体的弧度均与所述头部的形状对应设置。
9.优选的技术方案为:所述第一上槽体、第二上槽体的深度均大于所述电池极柱的头部厚度。
10.优选的技术方案为:所述第一夹臂、第二夹臂的夹取端的下端均设置有凸出的台阶,所述第一下槽体、第二下槽体分别开设在其对应的台阶内。
11.优选的技术方案为:所述第一夹臂和第二夹臂上均开设有安装孔。
12.由于上述技术方案运用,本实用新型与现有技术相比具有的优点是:
13.本实用新型设计的专用夹具,在夹具的夹取端设置了挡面,可以将极柱的头部定位,夹住头部而不是杆部,可以在冷镦过程中对较短的电池极柱进行夹取,实现过模,保护了产品的头部也保护了产品的杆部不被划伤,解决了超短产品过模时表面不被划伤的问题,满足产品要求,从而实现量产。
附图说明
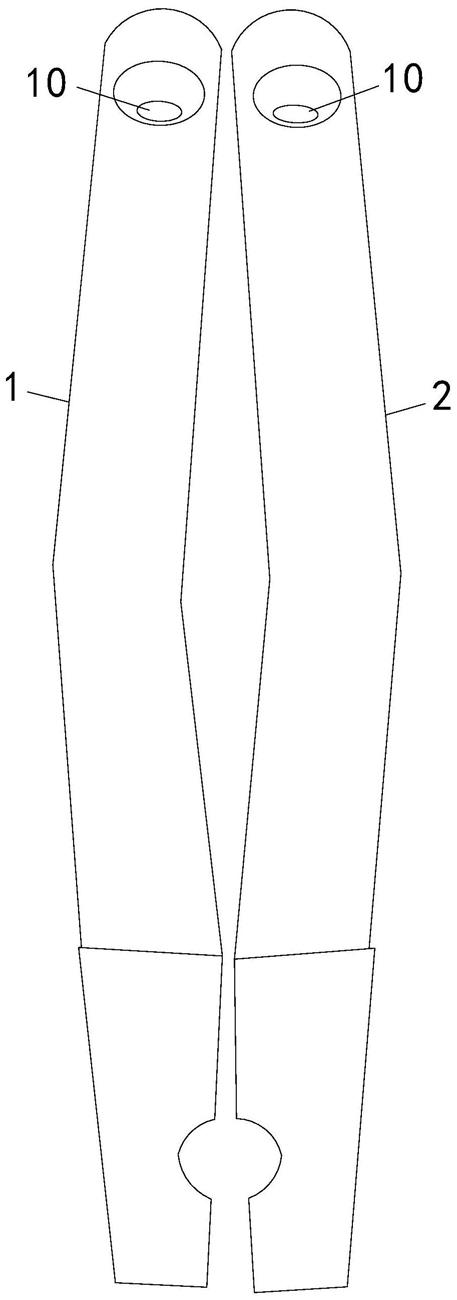
14.图1为本实用新型正面示意图。
15.图2为本实用新型背面示意图。
16.图3为第一夹臂示意图。
17.图4为第二夹臂示意图。
18.以上附图中,第一夹臂1,第二夹臂2,第一上槽体3,第一下槽体4,第二上槽体5,第二下槽体6,挡面7,通道8,台阶9,安装孔10。
具体实施方式
19.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
20.请参阅图1~图4。须知,在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
21.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
22.如图1 ~图4所示,一种用于电池极柱冷镦成型的专用夹具,该电池极柱包括上端的头部和下端的杆部,头部的直径大于杆部的直径;该夹臂由左右对称设置的第一夹臂1和第二夹臂2组合而成;第一夹臂1夹取端的内侧面开设有用于夹取头部的第一上槽体3和用
于夹取杆部的第一下槽体4,第一下槽体4与第一上槽体3连通设置,第一下槽体4开设在第一上槽体3下端的中部;第二夹臂2夹取端的内侧面开设有用于夹取头部的第二上槽体5和用于夹取杆部的第二下槽体6,第二下槽体6与第二上槽体5连通设置,第二下槽体6开设在第二上槽体5下端的中部;第一夹臂1与第二夹臂2组合夹取时,第一上槽体3与第二上槽体5相对设置且两者的底部形成一个挡面7,第一下槽体4与第二下槽体6相对设置且在挡面7的下端形成一个通道8。
23.原理:在夹具的夹取端设置挡面7,将极柱的头部定位,夹住头部而不是杆部,实现对较短的电池极柱进行夹取后过模,保护了产品的头部也保护了产品的杆部不被划伤。
24.优选的实施方式为:如图1 ~图2所示,第一夹臂1与第二夹臂2的中部均向外侧折弯设置,且折弯处的内侧角度大于90
°
。避免中部接触,防止夹伤,提高安全性。
25.优选的实施方式为:如图1 ~图4所示,第一上槽体3、第一下槽体4、第二上槽体5和第二下槽体6均为圆弧槽,圆弧槽可以实现对极柱更好的定位保护。第一上槽体3、第二上槽体5的弧度均与头部的形状对应设置,圆弧槽的弧度与电池极柱的接触面形状吻合,可以防止接触时彼此划伤。
26.优选的实施方式为:第一上槽体3、第二上槽体5的深度均大于电池极柱的头部厚度。便于生产和加工。
27.优选的实施方式为:如图3所示,第一夹臂1、第二夹臂2的夹取端的下端均设置有凸出的台阶9,第一下槽体4、第二下槽体6分别开设在其对应的台阶9内。便于生产和加工。
28.优选的实施方式为:如图1所示,第一夹臂1和第二夹臂2上均开设有安装孔10。安装孔10开设在与夹取端相对的另一端,便于安装在自动化设备上,实现自动夹具,提高生产效率。
29.本实用新型设计的专用夹具,在夹具的夹取端设置了挡面,可以将极柱的头部定位,夹住头部而不是杆部,可以在冷镦过程中对较短的电池极柱进行夹取,实现过模,保护了产品的头部也保护了产品的杆部不被划伤,解决了超短产品过模时表面不被划伤的问题,满足产品要求,从而实现量产。
30.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1