超声波辅助加工装置的制作方法
[0001]
本实用新型涉及陶瓷加工领域,特别是涉及一种超声波辅助加工装置。
背景技术:
[0002]
在现有加工技术中,对于金属铁,铝、铜塑料加工能力已经非常成熟,但是对于硬脆材料现阶段存在较多问题。由于这些材料不导电,没办法进行电火花,线切割加工,只能通过切削方式进行加工,切削硬脆材料存在加工效率低、刀具磨损较快、产品崩边、裂痕,无法加工微小孔等问题。现有设备厂家研发了超声波主轴,采用机台自带,刀具直接装在超声波上,这款设备由于成本高,加上刀具装在振子上面,刀具会随波振动,精度无法保证,所以至今没有广泛应用。此外,由于硬脆材料加工出来的残料不像金属塑料为丝状或块状,而是粉末状,粉末容易堵塞磨头,堵塞后没有磨削能力,只能靠机床动力硬挤,硬挤对于硬脆料就造成开裂和崩缺。粉末还不易于排出,堆积吸附在工件上,加工效率极低,磨头损耗非常快;对于微小孔加工,由于粉末无法排出根本无法加工。
技术实现要素:
[0003]
本实用新型的目的在于提供一种结构简单的超声波辅助加工装置。
[0004]
为实现上述目的,本实用新型的技术解决方案是:
[0005]
本实用新型是一种超声波辅助加工装置,包括加工机体、多个超声振子、控制器;所述加工机体的中部具有一个端口向上敞开的容置腔,在容置腔的底部设有一圈的放水槽,在加工机体的侧壁上开设有出水孔,该出水孔与容置腔连通;所述多个超声振子安装在加工机体内且围绕加工机体容置腔设置,多个超声振子通过导线与控制器电连接,控制器置于加工机体的外部。
[0006]
所述加工机体呈正方形,所述超声振子有十二个,其中,八个超声振子均布在加工机体上且围绕加工机体容置腔四周设置,四个超声振子安装在加工机体容置腔的底部。
[0007]
所述加工机体的底部安装有四个马脚,以便快速装卸机台。
[0008]
本实用新型还包括固定机构;所述固定机构由t形螺钉、上压板、下压板和固定螺母构成;所述加工机体容置腔的底部开设有t型槽,t形螺钉的盘头卡置在t型槽内,t形螺钉的螺杆部依次穿过下压板上的长槽、上压板上的通孔后与固定螺母螺接,上压板的一端压在待加工产品上,将待加工产品固定。
[0009]
采用上述方案后,由于本实用新型将待加工产品浸在冷却液介质中,超声振子发出声波使冷却液介质振动,声波通过切削冷却液做为介质传播,产生共振,能把粘附在工件上的粉末抖落,在小孔加工中,小孔里无法排出的粉末也通过共振排出,从而粉末不会堵塞磨头,小孔加工也能实现,加工效率高;本实用新型作为一个辅助装置,无须安装在主轴上,刀具不会随波振动,精度相比超音波主轴高,能达到0.01mm;且在任何一台现有cnc机床上均可使用,国内现使用cnc机床几百万台,只要配上此辅助设备,便可加工硬脆材料,有效节约成本,便于推广。
[0010]
下面结合附图和具体实施例对本实用新型作进一步的说明。
附图说明
[0011]
图1是本实用新型的轴测图;
[0012]
图2是本实用新型的正视图;
[0013]
图3是本实用新型的俯视图;
[0014]
图4是本实用新型的透视图;
[0015]
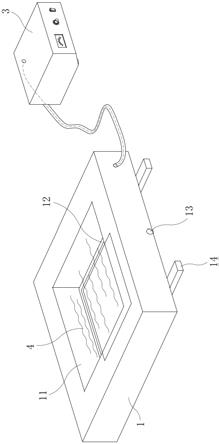
图5是本实用新型的加工示意图;
[0016]
图6是本实用新型固定机构的结构示意图。
具体实施方式
[0017]
如图1-图4所示,本实用新型是一种超声波辅助加工装置10,包括加工机体1、多个超声振子2、控制器3、冷却液介质4、固定机构5。
[0018]
所述加工机体1的中部具有一个端口向上敞开的容置腔11,在容置腔11的底部设有一圈的放水槽12,在加工机体1的侧壁上开设有出水孔13,该出水孔13与容置腔11连通,冷却液介质4置于加工机体1的容置腔11内,加工机体1的底部安装有四个马脚14,以便快速装卸机台。所述多个超声振子2安装在加工机体1内且围绕加工机体1容置腔11设置,多个超声振子2通过导线与控制器电3连接,控制器3置于加工机体1的外部。
[0019]
在本实施例中,所述加工机体1呈正方形,所述超声振子2有二十四个,两两为一组,共有十二组,其中,八组超声振子2均布在加工机体1上且围绕加工机体1容置腔11四周设置,四组超声振子2安装在加工机体1容置腔11的底部。
[0020]
如图6所示,所述固定机构5由t形螺钉51、上压板52、下压板53和固定螺母54构成;所述加工机体1容置腔11的底部开设有t型槽15,t形螺钉51的盘头卡置在t型槽15内,t形螺钉51的螺杆部依次穿过下压板53上的长槽531、上压板52上的通孔后与固定螺母54螺接,上压板52的一端压在待加工产品100上,将待加工产品100固定。
[0021]
本实用新型的工作原理:
[0022]
本实用新型通过控制器,视加工材料、工件大小及形状选择频率,使用sus316材料,30mm厚度的板作为加工机体1的底板,2.0mm厚度sus316作为加工机体1的侧板,通过激光焊接将振子包起来,加工机体1具备防水,耐用特点。由于加工机体1的底板采用sus316材料、30mm材料制成,具有足够钢性与机台相连,超声振动时,不会对装置和工件产生其振,只是冷却液介质产生振动,有较高的稳定性,从而保证加工精度。
[0023]
如图5所示,本实用新型是一种超声波辅助加工方法,包括以下步骤:
[0024]
1、超声波辅助加工装置10固定在加工设备的机台20上且位于加工设备上的切削刀具30的下方。
[0025]
2、冷却液介质放置在超声波辅助加工装置10中。
[0026]
3、将待加工产品通过工装固定在超声波辅助加工装置10内且浸在冷却液介质中。
[0027]
4、超声波辅助加工装置10中的超声振子发出声波使冷却液介质振动,根据加工材料、工件大小及形状选择声波频率,超声振子的声波频率在20khz-400khz范围内。
[0028]
5、加工设备上的切削刀具30对待加工产品进行切削加工。
[0029]
以上所述,仅为本实用新型较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1