具有隔热系统的摩擦搅拌焊接头的制作方法
1.本申请是关于一种具有隔热系统的摩擦搅拌焊接头及焊接刀把。
背景技术:
2.摩擦搅拌焊接技术是通过刺入两工件之间的刀头对工件转动摩擦,将刀头的机械动能转换成热能,使得两工件被摩擦部分因受热而塑性变形,使两工件因为材质搅拌而达成结合的目的。
3.由于在摩擦搅拌焊接过程中会产生大量的热,因此如何避免内部组件过热损坏,实是本领域技术人员所思量的。
技术实现要素:
4.本申请所要解决的技术问题在于提供一种具有隔热系统的摩擦搅拌焊接头及焊接刀把。
5.为了达成上述及其他目的,本申请提供一种具有隔热系统的摩擦搅拌焊接头,其是供装设于一工具机的一加工轴并用于对二工件进行摩擦搅拌焊接,该加工轴具有一旋转主轴及一容置该旋转主轴的主轴架,该摩擦搅拌焊接头包括:
6.一头座组,供固接于该主轴架,该头座组具有一头座容置腔;
7.一摩擦搅拌焊接刀把,容置于该头座容置腔并供连接于该旋转主轴,该摩擦搅拌焊接刀把具有一可受该旋转主轴驱动旋转的刀具;
8.一静轴肩总成,设于该头座组远离该主轴架的一侧,该静轴肩总成具有一刀孔及一环绕该刀孔的轴肩,该静轴肩总成允许该刀具的一部分自该刀孔露出,该静轴肩总成包括一退刀压环及一静轴肩环,该退刀压环设于该头座组远离该主轴架的一侧,该静轴肩环连接于该退刀压环但不与头座组直接接触,该刀孔及该轴肩是形成于该静轴肩环;以及
9.一第一隔热环,设于该退刀压环与该静轴肩环之间,该第一隔热环的导热系数低于该退刀压环及静轴肩环的导热系数。
10.为了达成上述及其他目的,本申请还提供一种具有隔热系统的摩擦搅拌焊接刀把,供连接于一工具机的一加工轴的一旋转主轴,该摩擦搅拌焊接刀把包括:
11.一刀把锥体,其一端供连接于该旋转主轴,该刀把锥体中形成有一锥体流道,该锥体流道具有一阀门;
12.一刀具,可相对该刀把锥体轴向移动;
13.一扭力传递系统,设于该刀把锥体及该刀具之间,用以将扭力从该刀把锥体传递至该刀具,该扭力传递系统中形成有一第一冷却流道;以及
14.至少一隔热环;
15.其中,该扭力传递系统包括:
16.一花键衬套,容置于该衬套容置段,该花键衬套具有一衬套外表面及一形成于该衬套外表面的衬套键接槽;
17.一第一平行键,键接于该刀把锥体及该花键衬套之间而容置于该第一键接槽及该衬套键接槽中,用以在刀把锥体及该花键衬套之间传递扭力;
18.一花键轴心,可轴向滑移地穿设并键接于该花键衬套,该花键轴心具有一可于该花键滑接段轴向滑移的花键头端及一花键尾端,该花键尾端并未容置于该花键衬套内且形成有一花键键接槽;
19.一弹簧座,具有一弹簧座容置腔及一形成于该弹簧座容置腔的第二键接槽,该弹簧座容置腔用以容置该花键轴心的一部份;
20.一第二平行键,键接于该花键轴心及该弹簧座之间而容置于该花键键接槽及该第二键接槽中,用以在该花键轴心及该弹簧座之间传递扭力;以及
21.一刀具锁固环,固接于该弹簧座并具有一刀具容置槽,该刀具设于该刀具容置槽且具有一自该刀具容置槽突出的加工端;
22.其中,该隔热环设于该弹簧座与该刀具锁固环之间,该隔热环的导热系数低于该弹簧座及该刀具锁固环的导热系数。
23.本申请中,第一隔热环可以构成一个良好的隔热系统,从而可避免内部组件过热损坏。
24.有关本申请的其它功效及实施例的详细内容,配合图式说明如下。
附图说明
25.为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
26.图1是本申请摩擦搅拌焊接头其中一实施例的立体图;
27.图2是本申请摩擦搅拌焊接头其中一实施例另一角度的立体图;
28.图3是本申请摩擦搅拌焊接头其中一实施例的分解图,主要表现扭力传递系统;
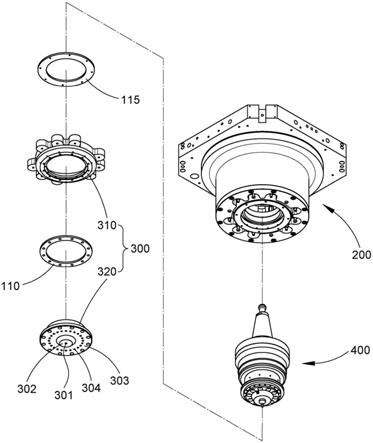
29.图4是本申请摩擦搅拌焊接头其中一实施例的另一分解图,主要表现静轴肩系统;
30.图5是本申请摩擦搅拌焊接头其中一实施例的另一分解图,主要表现活塞、第一导柱及第二导柱,摩擦搅拌焊接刀把及部分组件省略未绘示;
31.图6是本申请摩擦搅拌焊接头其中一实施例的剖面示意图;
32.图7是本申请摩擦搅拌焊接头其中一实施例另一角度的剖面示意图;
33.图8是本申请摩擦搅拌焊接头其中一实施例焊接工序的剖面示意图;
34.图9是本申请摩擦搅拌焊接头其中一实施例退刀工序的剖面示意图;
35.图10是本申请摩擦搅拌焊接刀把其中一实施例的立体图;
36.图11是本申请摩擦搅拌焊接刀把其中一实施例的分解图;
37.图12是本申请摩擦搅拌焊接刀把其中一实施例的剖面示意图;
38.图13是本申请摩擦搅拌焊接刀把其中一实施例焊接工序的剖面示意图。
39.符号说明
40.1:旋转主轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2:主轴架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10:滚珠轴承衬套
41.20:滚珠轴承
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30:活塞弹簧
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40:活塞
42.50:第一导柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60:第一线性轴承
ꢀꢀꢀꢀꢀꢀꢀ
70:第二导柱
43.80:第二线性轴承
ꢀꢀꢀꢀꢀ
90:线性轴承固定环
ꢀꢀꢀꢀꢀ
91:第一轴承孔
44.92:第二轴承孔
ꢀꢀꢀꢀꢀꢀꢀ
93:活塞穿孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
95:第二冷却流道
45.100:导柱固定环
ꢀꢀꢀꢀꢀꢀ
110:第一隔热环
ꢀꢀꢀꢀꢀꢀꢀꢀ
115:第二隔热环
46.120:流体参数传感器
ꢀꢀꢀ
200:头座组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
210:头座
47.211:头座上部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212:头座下部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
220:头座法兰
48.230:活塞固定盘
ꢀꢀꢀꢀꢀꢀꢀ
300:静轴肩总成
ꢀꢀꢀꢀꢀꢀꢀꢀ
301:刀孔
49.302:轴肩
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
303:气体喷嘴盘
ꢀꢀꢀꢀꢀꢀꢀꢀ
304:气体喷嘴
50.310:退刀压环
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
320:静轴肩环
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410:刀把锥体
51.400:摩擦搅拌焊接刀把
52.411:拉杆螺栓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
412:花键滑接段
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
413:衬套容置段
53.414:第一键接槽
ꢀꢀꢀꢀꢀꢀꢀ
415:锥体流道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
416:阀门
54.420:扭力传递系统
ꢀꢀꢀꢀꢀ
421:花键衬套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4211:衬套外表面
55.4212:衬套键接槽
ꢀꢀꢀꢀꢀꢀ
422:第一平行键
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
423:花键轴心
56.4231:花键头端
ꢀꢀꢀꢀꢀꢀꢀꢀ
4232:花键尾端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4233:花键键接槽
57.424:弹簧座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4241:第二键接槽
ꢀꢀꢀꢀꢀꢀꢀꢀ
425:第二平行键
58.426:刀具锁固环
ꢀꢀꢀꢀꢀꢀꢀ
4261:刀具容置槽
ꢀꢀꢀꢀꢀꢀꢀꢀ
427:第一冷却流道
59.430:刀把弹簧
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
440:刀具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
450:阀体
具体实施方式
60.在下文的实施方式中所述的位置关系,包括:上,下,左和右,若无特别指明,皆是以图式中组件绘示的方向为基准。
61.请参考图1至图9,所绘示者为本申请摩擦搅拌焊接头(以下简称焊接头) 的其中一实施例。焊接头可装设于工具机的加工轴,用以对二工件进行摩擦搅拌焊接,加工轴具有一旋转主轴1及一容置旋转主轴1的主轴架2,焊接头包括一头座组200、一静轴肩总成300、一摩擦搅拌焊接刀把400(以下简称焊接刀把)、一滚珠轴承衬套10、至少一滚珠轴承20、至少一活塞弹簧30、至少一活塞40、至少一第一导柱50、至少一第一线性轴承60、至少一第二导柱70、至少一第二线性轴承80、一线性轴承固定环90、一导柱固定环100、一第一隔热环 110、一第二隔热环115及一流体参数传感器120。
62.头座组200供固接于主轴架2,头座组200内部围构一头座容置腔,头座组 200包括一头座210、一头座法兰220及活塞固定盘230,头座210供固接于主轴架2,头座法兰220设于头座210远离主轴架2的一端。为了组装上的方便,头座 210又可分为头座上部211及头座下部212,头座上部211设有油压管路及冷却管路,头座下部212大致界定了头座容置腔的侧面轮廓。
63.静轴肩总成300可相对轴向位移地设于头座组200远离主轴架2的一侧,更明确地说,静轴肩总成300可相对轴向位移地嵌设于头座法兰220,静轴肩总成 300具有一刀孔301、一环绕刀孔301的轴肩302、一环绕轴肩302的气体喷嘴盘 303及至少一个形成于气体喷嘴盘303的气体喷嘴304,其中轴肩302较气体喷嘴盘303更为凸出而能够在摩擦搅拌焊接时压抵工件。更明确地说,静轴肩总成 300包括一退刀压环310及一静轴肩环320,退刀压环
310设于头座组200远离主轴架2的一侧,静轴肩环320连接于退刀压环310但不与头座组200直接接触,刀孔301、轴肩302、气体喷嘴盘303及气体喷嘴304是形成于静轴肩环320。
64.焊接刀把400容置于头座容置腔并供连接于旋转主轴1,其具有一刀把锥体 410、一扭力传递系统420、至少一刀把弹簧430、一刀具440及一阀体450。刀把锥体410一端供连接于旋转主轴1并设有一拉杆螺栓411,该刀把锥体410具有一锥体容置腔,锥体容置腔具有一花键滑接段412、一邻接花键滑接段412的衬套容置段413及一形成于衬套容置段413的第一键接槽414;为了冷却及刀把控制等目的,刀把锥体410中还形成有一锥体流道415,锥体流道415具有一阀门 416,锥体流道415在摩擦搅拌焊接时可被导入气体流。扭力传递系统420包括一花键衬套421、一第一平行键422、一花键轴心423、一弹簧座424、一第二平行键425及一刀具锁固环426。花键衬套421容置于衬套容置段413,花键衬套421 具有一衬套外表面4211及一形成于衬套外表面4211的衬套键接槽4212。第一平行键422键接于刀把锥体410及花键衬套421之间而容置于第一键接槽414及衬套键接槽4212中,用以在刀把锥体410及花键衬套421之间传递扭力。花键轴心 423可轴向滑移地穿设并键接于花键衬套421,花键轴心423具有一可于花键滑接段412轴向滑移的花键头端4231及一花键尾端4232,花键尾端4232并未容置于花键衬套421内且形成有一花键键接槽4233。弹簧座424具有一弹簧座容置腔及一形成于弹簧座容置腔的第二键接槽4241,弹簧座容置腔用以容置花键轴心 423的一部份。第二平行键425键接于花键轴心423及弹簧座424之间而容置于花键键接槽4233及第二键接槽4241中,用以在花键轴心423及弹簧座424之间传递扭力。刀具锁固环426固接于弹簧座424并具有一刀具容置槽4261。扭力传递系统420中还形成有一第一冷却流道427,第一冷却流道427延伸经过花键轴心423、弹簧座424及刀具锁固环426,且静轴肩总成300的气体喷嘴304连通于第一冷却流道427。刀把弹簧430设于刀把锥体410及弹簧座424之间,主要用以提供摩擦搅拌焊接所需的顶锻力(forge force)。刀具440设于刀具容置槽4261 且具有一自刀具容置槽4261突出的加工端,并且,刀具440的一部份可自静轴肩总成300的刀孔301突出。通过扭力传递系统420,扭力可以从刀把锥体410 传递至刀具440,同时又允许花键轴心423、弹簧座424、刀具锁固环426及刀具 440可相对刀把锥体410轴向位移。
65.阀体450设于花键轴心423而与刀具440连动,并选择性地密封阀门416;当阀体450封闭阀门416时,锥体流道415与第一冷却流道427无法连通;当阀体450 未封闭阀门416时,锥体流道415与第一冷却流道427相连通,从而使得气体流能依序流经锥体流道415、第一冷却流道427并从气体喷嘴304喷出,流体参数传感器120用以感测气体流在流道内的流体参数变化,从而实现冷却及刀把控制的目的,详细原理将于后文说明。流体参数传感器120可设于能感测气体流流体参数的任何位置,例如可设于锥体流道、第一冷却流道或甚至设于锥体流道上游的加工轴内部气体流道中,只要能感测到气体流的流体参数变化即可,所述流体参数可为气压及/或流量。
66.滚珠轴承衬套10设于头座容置腔,滚珠轴承20设于滚珠轴承衬套10与焊接刀把400之间,用以在两者之间传递力量。更明确地说,滚珠轴承衬套10与弹簧座424之间形成一滚珠轴承容置腔,滚珠轴承20设于滚珠轴承容置腔而用以在滚珠轴承衬套10及弹簧座424之间传递力量,例如传递刀把弹簧430被压缩而产生的轴向顶锻力。
67.活塞40设于头座组200与静轴肩总成300之间,活塞40在焊接刀把400的轴向上的长度可变,从而允许静轴肩总成400可以相对焊接刀把400轴向位移,而且允许轴肩302压抵
工件。更明确地说,活塞40的一端设于活塞固定盘230并与头座上部211的油压管路连接,通过油压驱动而改变轴向长度,活塞40另端则设于退刀压环310。
68.第一导柱50与第一线性轴承60的数量相同,第一导柱50在轴向上延伸并穿设于第一线性轴承60,第一导柱50连接于头座210与头座法兰220之间,用以在摩擦搅拌焊接时将焊接头所承受的力量经由头座210传递至主轴架2。
69.第二导柱70与第二线性轴承80的数量相同,第二导柱70在轴向上延伸并穿设于第二线性轴承80,第二导柱70连接于导柱定位环100与静轴肩总成300之间,第二导柱70与第二线性轴承80的设置可让静轴肩总成300在轴向上平顺位移,导柱定位环100一来可用以定位第二导柱,二来可用以限制静轴肩总成300 轴向位移的行程,具有行程极限保护作用。
70.线性轴承固定环90具有至少一第一轴承孔91、至少一第二轴承孔92及一活塞穿孔93,线性轴承固定环90固定于滚珠轴承衬套10周缘,用以定位第一、第二线性轴承60、80并传递受力。第一线性轴承60设于第一轴承孔91,第二线性轴承80设于第二轴承孔92,活塞40则穿设于活塞穿孔93。活塞弹簧30设于活塞 40与线性轴承固定环90之间,用以在活塞40未工作时将静轴肩总成300推向加工轴的方向。其中,焊接时刀具所承受的侧向力及横向力可通过滚珠轴承20、滚珠轴承衬套10而传递至第一、第二线性轴承60、80、第一、第二导柱50、70,再经由头座法兰220及头座210传递至主轴架2,从而可以保护扭力传递系统,避免损坏。
71.第一隔热环110设于退刀压环310与静轴肩环320之间,第二隔热环115设于退刀压环310与滚珠轴承衬套10之间,第一、第二隔热环110、115的导热系数低于退刀压环310、静轴肩环320及滚珠轴承衬套10的导热系数,用以减少热能传递到焊接头内部。第一、第二隔热环110、115可以构成一个良好的隔热系统,避免轴承相关组件过热损坏。除此之外,线性轴承固定环90与滚珠轴承衬套10 之间还存在一第二冷却流道95,亦即第二冷却流道95环绕滚珠轴承衬套10的外周缘;也就是说,第一、第二冷却流道构成了一个冷却系统,其同样可用以避免轴承相关组件过热损坏。
72.在上述焊接头中存在一个静轴肩系统。由于静轴肩总成300在摩擦搅拌焊接时不会被旋转主轴1驱动旋转,因此在摩擦搅拌焊接时,刀具440单独转动,轴肩302与工件表面仅产生相对滑动,因此可以减少轴肩与与工件表面摩擦,减少摩擦搅拌焊接时的热输入。
73.在上述焊接头中存在一个退刀系统。一般而言,摩擦搅拌焊接包括进刀工序、焊接工序及退刀工序;刀具440在进刀工序及焊接工序中可自静轴肩环320 的刀孔301露出并开始对工件进行焊接,此时活塞弹簧30会将退刀压环310往上拉并利用第二导柱70及第二线性轴承80而允许静轴肩环320不旋转但可以上下轴向滑动;退刀工序中,加工轴开始远离工件,带动刀具440开始退出工件,此时如果轴肩不压抵工件的话,那么退刀后会在刀具440退出工件的位置形成一个退出孔(exit hole),后续还需对退出孔进行修补,或者需将产生退出孔的部位切除。而本申请因为设有活塞40,因此在退刀工序时,活塞40可被油压驱动开始工作,使得静轴肩环320的轴肩302在刀具440退刀时保持压抵工件,而这个动作可以确保退刀后不在工件表面产生退出孔,从而提高了焊接的质量。
74.在上述焊接头中存在一个顶锻力传递系统。焊接时,刀具440尖端会刺入工件,并且使得刀把弹簧430被压缩而提供焊接所需的顶锻力,顶锻力的大小可由刀把弹簧430的压缩量控制。而由于本申请的扭力传递系统允许刀具440 轴向上下滑移,所以即便工件表面不平坦,刀具440及轴肩302都可以很好地跟随工件表面,且由于顶锻力是由刀把弹簧430所
提供,因此在刀具跟随工件表面的过程中仅会使刀把弹簧430的弹力产生些微变化,而不会造成顶锻力的巨大变化或消失,进而克服因工件表面不平坦而影响焊接质量的问题。
75.在上述焊接头中存在一个气阀开关系统。本申请具有一个与刀具440连动的阀体450,因此当刀具440尖端刺入工件而轴向退缩时,阀体450离开原位置而不再封闭阀门416,且由于阀体450与阀门416的相对位置改变时,气体流通过阀门416的压力及流量便会相应改变,使得第一冷却流道、锥体流道、甚至锥体流道上游的流道的至少一者会产生流体参数变化,此时流体参数传感器 120可以根据所感测的流体参数变化判断刀具440尖端刺入工件的位置,并用以调整加工轴的轴向位移量,从而使得刀把弹簧430的压缩量可被控制,进而控制焊接所需的顶锻力。除此之外,由于气体流会从气体喷嘴304朝工件喷出,因此当气体喷嘴盘303在焊接过程中与工件之间的轴向距离改变时,气体流通过气体喷嘴304的压力及流量也会改变,从而在第一冷却流道中产生流体参数变化而可被流体参数传感器120感测,此法也可让控制系统得以判断进刀深度。
76.此外,由于整合了以上多个功能,本申请的焊接头可被模块化地被夹持设置于加工轴。例如,当数值控制加工中心进行铣销时,焊接头模块不被安装于加工轴上;后续进行摩擦搅拌焊接时,本申请的焊接头就可以被模块化地进行自动夹持交换,实现全自动换模进行摩擦搅拌焊接的功能。
77.请参考图10至图13,所绘示者为本申请焊接刀把的其中一实施例。焊接刀把400可装设于工具机的加工轴,用以对二工件进行摩擦搅拌焊接,加工轴具有一旋转主轴1及一容置旋转主轴1的主轴架2。
78.焊接刀把400供连接于旋转主轴1,其具有一刀把锥体410、一扭力传递系统420、至少一刀把弹簧430、一刀具440、一阀体450、至少一隔热环118及一流体参数传感器120。刀把锥体410一端供连接于旋转主轴1并设有一拉杆螺栓 411,该刀把锥体410具有一锥体容置腔,锥体容置腔具有一花键滑接段412、一邻接花键滑接段412的衬套容置段413及一形成于衬套容置段413的第一键接槽414;为了冷却及刀把控制等目的,刀把锥体410中还形成有一锥体流道415,锥体流道415具有一阀门416,锥体流道415在摩擦搅拌焊接时可被导入气体流。扭力传递系统420包括一花键衬套421、一第一平行键422、一花键轴心423、一弹簧座424、一第二平行键425及一刀具锁固环426。花键衬套421容置于衬套容置段413,花键衬套421具有一衬套外表面4211及一形成于衬套外表面4211的衬套键接槽4212。第一平行键422键接于刀把锥体410及花键衬套421之间而容置于第一键接槽414及衬套键接槽4212中,用以在刀把锥体410及花键衬套421之间传递扭力。花键轴心423可轴向滑移地穿设并键接于花键衬套421,花键轴心 423具有一可于花键滑接段412轴向滑移的花键头端4231及一花键尾端4232,花键尾端4232并未容置于花键衬套421内且形成有一花键键接槽4233。弹簧座424 具有一弹簧座容置腔及一形成于弹簧座容置腔的第二键接槽4241,弹簧座容置腔用以容置花键轴心423的一部份。第二平行键425键接于花键轴心423及弹簧座424之间而容置于花键键接槽4233及第二键接槽4241中,用以在花键轴心423 及弹簧座424之间传递扭力。刀具锁固环426固接于弹簧座424并具有一刀孔 301、一刀具容置槽4261、一环绕刀孔301的轴肩302、一环绕轴肩302的气体喷嘴盘303及至少一个形成于气体喷嘴盘303的气体喷嘴304。扭力传递系统420 中还形成有一第一冷却流道427,第一冷却流道427延伸经过花键轴心423、弹簧座424及刀具锁固环426,且气体喷嘴304连通于第一冷却流道427。刀把弹簧 430
设于刀把锥体410及弹簧座424之间,主要用以提供摩擦搅拌焊接所需的顶锻力(forge force)。刀具440设于刀具容置槽4261且具有一自刀具容置槽4261 突出的加工端,并且,刀具440的一部份可自刀孔301突出。通过扭力传递系统 420,扭力可以从刀把锥体410传递至刀具440,同时又允许花键轴心423、弹簧座424、刀具锁固环426及刀具440相对刀把锥体410轴向位移。
79.隔热环118设于弹簧座424与刀具锁固环426之间,且隔热环118的导热系数低于弹簧座424与刀具锁固环426的导热系数,用以减少热能传递到焊接刀把内部,从而构成一个良好的隔热系统。
80.阀体450设于花键轴心423而与刀具440连动,并选择性地密封阀门416;当阀体450封闭阀门416时,锥体流道415与第一冷却流道427无法连通;当阀体450 未封闭阀门416时,锥体流道415与第一冷却流道427相连通,从而使得气体流能依序流经锥体流道415、第一冷却流道427并从气体喷嘴304喷出,流体参数传感器120用以感测气体流在流道内的流体参数变化,从而实现冷却及刀把控制的目的,详细原理将于后文说明。流体参数传感器120可设于能感测气体流流体参数的任何位置,例如可设于锥体流道、第一冷却流道或甚至设于锥体流道上游的加工轴内部气体流道中,只要能感测到气体流的流体参数变化即可。
81.在上述焊接刀把中存在一个顶锻力传递系统。焊接时,刀具440尖端会刺入工件,并且使得刀把弹簧430被压缩而提供焊接所需的顶锻力,顶锻力的大小可由刀把弹簧430的压缩量控制。而由于本申请的扭力传递系统允许刀具440 轴向上下滑移,所以即便工件表面不平坦,刀具440及轴肩302都可以很好地跟随工件表面,且由于顶锻力是由刀把弹簧430所提供,因此在刀具跟随工件表面的过程中仅会使刀把弹簧430的弹力产生些微变化,而不会造成顶锻力的巨大变化或消失,进而克服因工件表面不平坦而影响焊接质量的问题。
82.在上述焊接刀把中存在一个气阀开关系统。本申请具有一个与刀具440连动的阀体450,因此当刀具440尖端刺入工件而轴向退缩时,阀体450离开原位置而不再封闭阀门416,且由于阀体450与阀门416的相对位置改变时,气体流通过阀门416的压力及流量便会相应改变,使得第一冷却流道、锥体流道、甚至锥体流道上游的流道的至少一者会产生流体参数变化,此时流体参数传感器 120可以根据所感测的流体参数变化判断刀具440尖端刺入工件的位置,并用以调整加工轴的轴向位移量,从而使得刀把弹簧430的压缩量可被控制,进而控制焊接所需的顶锻力。除此之外,由于气体流会从气体喷嘴304朝工件喷出,因此当气体喷嘴盘303在焊接过程中与工件之间的轴向距离改变时,气体流通过气体喷嘴304的压力及流量也会改变,从而在第一冷却流道中产生流体参数变化而可被流体参数传感器120感测,此法也可让控制系统得以判断进刀深度。
83.此外,由于整合了以上多个功能,本申请的焊接刀把可被模块化地被夹持设置于加工轴。例如,当数值控制加工中心进行铣销时,焊接刀把模块不被安装于加工轴上;后续进行摩擦搅拌焊接时,本申请的焊接刀把就可以被模块化地进行自动夹持交换,实现全自动换模进行摩擦搅拌焊接的功能。
84.以上所述的实施例及/或实施方式,仅是用以说明实现本申请技术的较佳实施例及/或实施方式,并非对本申请技术的实施方式作任何形式上的限制,任何本领域技术人员,在不脱离本申请内容所公开的技术手段的范围,当可作些许的更动或修饰为其它等效的实施例,但仍应视为与本申请实质相同的技术或实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1