一种安全带立柱冲孔定位工装的制作方法
1.本实用新型涉及汽车配件加工设备的技术领域,特别涉及一种安全带立柱冲孔定位工装。
背景技术:
2.汽车安全带的作用就是在车辆发生碰撞或使用紧急制动,预紧装置就会瞬间收束,绷紧佩戴时松弛的安全带,将乘员牢牢地拴在座椅上,防止发生二次碰撞。现有的安全带在安装在汽车上时,需要在安全带立柱两侧钻孔,以便将安全带立柱安装于车体上,再将带体安装于安全带立柱内部。其中,安装带立柱的横截面呈u字型。
3.目前,安装带立柱在加工时一般需要预先将工件安装于工装上进行定位,再采用冲床对安全带立柱进行冲孔操作。然而现有的工装一般采用多个紧固件固定于冲床上,且一种工装只能对应特定尺寸的工件,当工件的尺寸变化时,需要在冲床上更换其他工装,较为不便。因此,上述工装通用性不佳,既不便于提高工件的冲孔效率,又会提高不同批次工件的冲孔成本,有待改进。
技术实现要素:
4.本实用新型的目的是提供一种安全带立柱冲孔定位工装,具有能对不同尺寸的工件进行定位的效果。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:
6.一种安全带立柱冲孔定位工装,包括倒u型的底座、布置于所述底座的u型开口内的两个张紧板、设置于所述底座上表面的两个限位杆和两组调节杆,所述底座上设置有用于驱使所述张紧板升降的丝杆组件、用于驱使所述调节杆水平移动的调节组件;其中,所述张紧板相对工件的内壁布置,所述限位杆相对工件的端部布置,每组调节杆相对工件的侧边布置,且所述调节杆的滑移方向相对工件的侧壁垂直。
7.通过采用上述技术方案,安装前,根据工件的冲孔位置和工件的尺寸,通过调节组件驱使调节杆移动至与工件侧边抵靠的位置,并通过丝杆组件移动张紧板至与工件抵接的位置;安装时,将工件的u型开口朝向底座带有开口的一侧,此时工件的上侧内壁搭接于底座上表面,且工件的下侧内壁与张紧板抵触,然后移动工件至端部与限位杆抵靠,且工件侧边与对应组的调节杆抵靠,接着按照上述方式完成另一个工件在底座另一侧的定位安装;通过采用上述结构,利用张紧板、限位杆和调节杆实现对工件内外侧的定位,并辅以丝杆组件和调节组件使得张紧板和调节板能适应工件尺寸的改变,在便于安装工件的同时,能对不同尺寸的工件进行定位,有利于提高对工件的冲孔效率。
8.本实用新型的进一步设置为:所述底座上开设有t型槽,所述t型槽内滑动连接有多个锁定螺母、螺纹连接于所述锁定螺母上的锁定螺杆,所述锁定螺杆的上端固定有与底座上表面抵触的垫圈。
9.通过采用上述技术方案,在冲孔前,先旋松锁定螺杆并移动垫圈至冲孔点,再旋紧
螺杆以使垫圈抵触于底座上表面;冲孔时,工件的上侧内壁与垫圈相抵触,垫圈的内部开孔能提供给工件上被冲压出的废块脱离工件的空间,减少了后期人工去除废块的时间,有利于提高对工件的冲孔效率。
10.本实用新型的进一步设置为:所述丝杆组件包括设置于所述底座上的一对竖槽、设置于所述张紧板上并滑动连接于所述竖槽上的传动螺母、转动连接于所述底座上并与所述传动螺母螺纹连接的丝杆轴。
11.通过采用上述技术方案,丝杆传动具有启动力矩小、可自锁的优点,通过旋转丝杆轴能带动张紧板定点升降,从而实现张紧板和底座上侧表面之间间距的调节。
12.本实用新型的进一步设置为:所述丝杆轴上设置有握持部。
13.通过采用上述技术方案,便于使用者抓取施力。
14.本实用新型的进一步设置为:所述调节组件包括开设于所述底座上的工型滑槽、滑动连接于所述工型滑槽上的调节螺栓和螺纹连接于所述调节螺栓上并与工型滑槽抵触的调节螺母,所述调节杆固定于所述调节螺栓的端部。
15.通过采用上述技术方案,采用调节螺栓和调节螺母组成与工型滑槽相配合的工字型结构,在旋松调节螺栓后能实现调节杆的移动,而在旋紧调节螺栓后则能实现调节杆的固定,操作简易快捷。
16.本实用新型的有益效果是:利用张紧板、限位杆和调节杆实现对工件内外侧的定位,并辅以丝杆组件和调节组件使得张紧板和调节板能适应工件尺寸的改变,在便于安装工件的同时,能对不同尺寸的工件进行定位,有利于提高对工件的冲孔效率。
附图说明
17.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
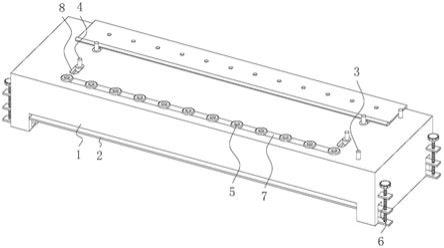
18.图1是本实用新型安全带立柱冲孔定位工装的结构示意图。
19.图2是本实用新型安全带立柱冲孔定位工装的剖视结构示意图。
20.图中,1、底座;2、张紧板;3、限位杆;4、调节杆;5、垫圈;6、丝杆组件;61、竖槽;62、传动螺母;63、丝杆轴;64、握持部;7、调节组件;71、工型滑槽;72、调节螺栓;73、调节螺母;8、锁定组件;81、t型槽;82、锁定螺母;83、锁定螺杆。
具体实施方式
21.下面将结合具体实施例对本实用新型的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.参照图1,为本实用新型公开的一种安全带立柱冲孔定位工装,包括倒u型的底座1、布置于底座1的u型开口内的两个张紧板2、以及设置于底座1上表面的两个限位杆3、两组调节杆4和垫圈5。底座1上设置有用于驱使张紧板2升降的丝杆组件6、用于驱使调节杆4前
后移动的调节组件7、以及用于驱使每组垫圈5左右移动的锁定组件8。其中,张紧板2相对工件的下侧内壁布置,限位杆3相对工件的端部布置,每组调节杆4设置有两个并相对工件的侧边布置,且调节杆4的滑移方向相对工件的侧壁垂直,每组垫圈5设置有十二个且相对工件上侧内壁布置。
23.参照图2,丝杆组件6包括设置于底座1上的一对竖槽61、两个分别设置于张紧板2两侧并滑动连接于竖槽61上的传动螺母62、转动连接于底座1上并与传动螺母62螺纹连接的丝杆轴63、设置于丝杆轴63上的握持部64。丝杆传动具有启动力矩小、可自锁的优点,通过旋转丝杆轴63能带动张紧板2定点升降,从而实现张紧板2和底座1上侧表面之间间距的调节。
24.调节组件7包括开设于底座1上的工型滑槽71、滑动连接于工型滑槽71上的调节螺栓72和螺纹连接于调节螺栓72上并与工型滑槽71抵触的调节螺母73,调节杆4固定于调节螺栓72的端部。采用调节螺栓72和调节螺母73组成与工型滑槽71相配合的工字型结构,在旋松调节螺栓72后能实现调节杆4的移动,而在旋紧调节螺栓72后则能实现调节杆4的固定,操作简易快捷。
25.锁定组件8包括开设于底座1上表面的t型槽81、滑动连接于t型槽81上的十二个锁定螺母82和螺纹连接于锁定螺母82上的锁定螺杆83,垫圈5固定于锁定螺杆83的上端。在冲孔前,先旋松锁定螺杆83并移动垫圈5至冲孔点,再旋紧螺杆以使垫圈5抵触于底座1上表面。冲孔时,工件的上侧内壁与垫圈5相抵触,垫圈5的内部开孔能提供给工件上被冲压出的废块脱离工件的空间,减少了后期人工去除废块的时间,有利于提高对工件的冲孔效率。
26.本实施例的实施原理为:安装前,根据工件的冲孔位置和工件的尺寸,通过调节组件7驱使调节杆4移动至与工件侧边抵靠的位置,并通过丝杆组件6移动张紧板2至与工件抵接的位置;安装时,将工件的u型开口朝向底座1带有开口的一侧,此时工件的上侧内壁搭接于底座1上表面,且工件的下侧内壁与张紧板2抵触,然后移动工件至端部与限位杆3抵靠,且工件侧边与对应组的调节杆4抵靠,接着按照上述方式完成另一个工件在底座1另一侧的定位安装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1