金属结构件镀金导电铜片自动装配及激光焊接装置的制作方法
1.本实用新型涉及壳体铜片装配技术领域,具体涉及金属结构件镀金导电铜片自动装配及激光焊接装置。
背景技术:
2.智能手机、平板电脑等智能终端通常利用金属结构件作为其中框或后壳,通过模内注塑或纳米注塑成型产品壳体,并利用产品壳体外观面上的独立金属边条作为天线,这就要求天线馈电点和接地点具有良好的导电性。但阳极氧化处理使其表面导电性变差,另外铝合金压铸件表面本身导电性较差,虽然激光镭雕处理能够增强天线馈电点和接地点的导电性,但镭雕区域长期暴露会降低其导电性,因此需要在天线馈电点和接地点区域焊接镀金导电铜片。以往的生产方式是流水线式人工作业,需要人工将镀金导电铜片放置在指定区域,再通过激光焊接固定铜片。若一个产品壳体上有多处天线馈电点和接地点,流水线式人工作业方式需要多人操作,多台设备同时作业,自动化程度低,造成生产效率低,人工成本高。因此,对于工厂大规模生产,需要开发金属结构件镀金导电铜片自动装配及激光焊接装置,以提高生产效率,降低人工成本。
技术实现要素:
3.本实用新型的目的是设计金属结构件镀金导电铜片自动装配及激光焊接装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.金属结构件镀金导电铜片自动装配及激光焊接装置,包括机架,所述机架包括工作台和位于所述工作台上的支撑架,所述工作台上设有自动供料机构、产品定位及压紧机构、多轴整体运转机构和激光焊接机构,所述产品定位及压紧机构位于所述多轴整体运转机构上,所述激光焊接机构位于所述工作台的后方。
6.进一步,所述自动供料机构包括精密振动盘,所述精密振动盘的内壁上设有气孔,所述精密振动盘上还设有感应器,通过气孔的设置,使得导电铜片沿着精密振动盘的内壁移动,当导电铜片的高度高于感应器的感应高度时,气孔通过吹气将导电铜片吹落,使得导电铜片到达出料口时方向一致,便于后续加工。
7.进一步,所述产品定位及压紧机构包括治具、铜片压紧气缸、压板和压板定位气缸,所述铜片压紧气缸位于所述治具的四周,所述压板位于产品壳体的上方,所述压板定位气缸位于压板的下方,通过设置压板,可以将产品壳体初步固定在治具上,通过压板定位气缸可以将产品壳体进一步固定,通过设置铜片压紧气缸,可以将导电铜片压紧,防止铜片浮高。
8.进一步,所述多轴整体运转机构包括x轴伺服模组(左右移动)、y轴伺服模组(前后移动)、z轴伺服模组(上下移动)和r轴伺服模组(旋转运动),所述x轴伺服模组位于所述支撑架上,所述y轴伺服模组位于所述工作台上表面,所述z轴伺服模组和所述x轴伺服模组滑
动连接,所述r轴伺服模组位于所述z轴伺服模组内部,实现了产品壳体内部各个点的导电铜片安装,通过将r轴伺服模组集成到了z轴伺服模组上,既美化了外观又实现了铜片旋转放置的功能。
9.进一步,所述y轴伺服模组设有两组,分别位于所述自动供料机构的两侧,可以在导电铜片安装的同时进行激光焊接,提高了生产效率。
10.进一步,所述自动供料机构与所述工作台滑动连接,可以将自动供料机构滑动到机架边缘,便于检查和维修。
11.进一步,所述z轴伺服模组的末端设有吸头,所述吸头上涂有防静电涂层,防止静电的产生,提高产品的成品率。
12.进一步,所述激光焊接机构包括移动轴和位于所述移动轴上的镭雕机,通过将镭雕机设在移动轴上,可以方便地对导电铜片的各个点进行激光焊接。
13.进一步,所述机架上设有控制器,用于控制整个装置的运行,自动化程度高。
14.进一步,所述机架的下方设有脚轮和脚杯,方便移动和固定,增加装置的灵活性。
15.与现有技术相比,本实用新型的有益效果:通过控制器设置自动供料机构、产品定位及压紧机构、多轴整体运转机构和激光焊接机构,只需将产品壳体放置在产品定位及压紧机构的治具上,整个装置自动完成导电铜片的自动筛选、供料、定位放置和压紧及自动激光焊接动作,最终能将导电铜片牢固焊接在产品壳体的相应位置,提高了生产效率,降低了人工成本。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
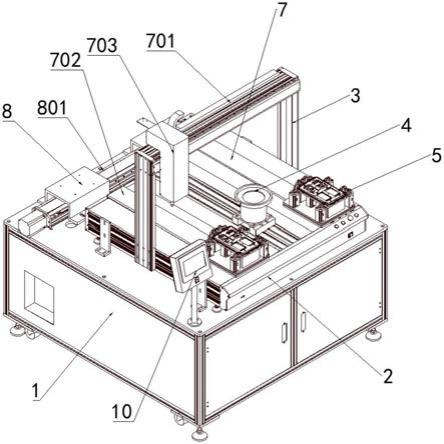
17.图1为本实用新型金属结构件镀金导电铜片自动装配及激光焊接装置的立体结构示意图;
18.图2为本实用产品定位及压紧机构结构示意图;
19.图3为本实用新型z轴伺服模组和r轴伺服模组的结构示意图;
20.图4为图2中a处的放大图。
21.图中所标各部件的名称如下:1、机架;2、工作台;3、支撑架;4、精密振动盘;5、产品定位及压紧机构;501、治具;502、铜片压紧气缸;503、压板;504、压板定位气缸;6、产品壳体;7、多轴整体运转机构;701、x 轴伺服模组;702、y轴伺服模组;703、z轴伺服模组;704、r轴伺服模组;8、激光焊接机构;801、移动轴;9、吸头;10、控制器;11、顶针。
具体实施方式
22.下面将结合本实用新型中的附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.参照图1至图4,示出了一个实施例中的金属结构件镀金导电铜片自动装配及激光焊接装置,包括机架1,机架1包括工作台2和位于工作台2 上的支撑架3,工作台2上设有自动供料机构、产品定位及压紧机构5、多轴整体运转机构7和激光焊接机构8,产品定位及压紧机构5位于多轴整体运转机构7上,激光焊接机构8位于工作台2的后方。
24.进一步作为优选的实施方式,自动供料机构包括精密振动盘4,精密振动盘4的内壁上设有气孔,精密振动盘4上还设有感应器,通过气孔的设置,使得导电铜片沿着精密振动盘4的内壁移动,当导电铜片的高度高于感应器的感应高度时,气孔通过吹气将导电铜片吹落,使得导电铜片到达出料口时方向一致,便于后续加工。
25.进一步作为优选的实施方式,产品定位及压紧机构5包括治具501、铜片压紧气缸502、压板503和压板定位气缸504,铜片压紧气缸502位于治具501的四周,压板503位于产品壳体6的上方,压板定位气缸504位于压板503的下方,通过设置压板503,可以将产品壳体6初步固定在治具501上,通过压板定位气缸504可以将产品壳体6进一步固定,通过设置铜片压紧气缸502,可以将导电铜片压紧,防止铜片浮高。
26.进一步作为优选的实施方式,多轴整体运转机构7包括x轴伺服模组 701(左右移动)、y轴伺服模组702(前后移动)、z轴伺服模组703(上下移动)和r轴伺服模组704(旋转运动),x轴伺服模组701位于支撑架上,y轴伺服模组702位于工作台2上表面,z轴伺服模组703和x轴伺服模组701滑动连接,r轴伺服模组704位于z轴伺服模组703内部,实现了产品壳体6内部各个点的导电铜片安装,通过将r轴伺服模组704集成到了z轴伺服模组703上,既美化了外观又实现了铜片旋转放置的功能。
27.进一步作为优选的实施方式,y轴伺服模组702设有两组,分别位于自动供料机构的两侧,可以在导电铜片安装的同时进行激光焊接,提高了生产效率。
28.进一步作为优选的实施方式,自动供料机构与工作台2滑动连接,可以将自动供料机构滑动到机架1边缘,便于检查和维修。
29.进一步作为优选的实施方式,z轴伺服模组703的末端设有吸头9,吸头9上涂有防静电涂层,防止静电的产生,提高产品的成品率。
30.进一步作为优选的实施方式,激光焊接机构8包括移动轴801和位于移动轴801上的镭雕机(图中未示出),通过将镭雕机设在移动轴801上,可以方便地对导电铜片的各个点进行激光焊接。
31.进一步作为优选的实施方式,机架1上设有控制器10,用于控制整个装置的运行,自动化程度高。
32.进一步作为优选的实施方式,机架1的下方设有脚轮和脚杯,方便移动和固定,增加装置的灵活性。
33.本实施例的工作原理:首先,将精密振动盘4和两组带有治具501的 y轴伺服模组702移动到支撑架3的下方,导电铜片通过精密振动盘4输送到出料口,接着装有吸头9的z轴伺服模组703在x轴伺服模组701中移动到精密振动盘4的出料口上,z轴伺服模组703中的伺服电机驱动吸头9下降,对导电铜片进行吸取,然后沿着x轴移动z轴伺服模组703,逐个将导电铜片装入产品壳体6内,产品壳体6通过放在治具501内进行定位,然后放入压板503,接着用压板定位气缸504对压板503进行固定,防止产品壳体6偏位,当产品壳体6放入导电铜片后,铜片压紧气缸502 上的顶针11对铜片进行压紧,防止铜片浮高,最后通过y轴伺服模组
702 将治具501移动到工作台2后方的激光焊接机构8上,铜片压紧气缸502 控制顶针11移开,通过镭雕机对导电铜片进行激光焊接,需要说明的是,压板定位气缸504和铜片压紧气缸502为旋转夹持气缸。
34.本实用新型的有益效果:通过控制器设置自动供料机构、产品定位及压紧机构、多轴整体运转机构和激光焊接机构,只需将产品壳体放置在产品定位及压紧机构的治具上,整个装置自动完成导电铜片的自动筛选、供料、定位放置和压紧及自动激光焊接动作,最终能将导电铜片牢固焊接在产品壳体的相应位置,提高了生产效率,降低了人工成本。
35.以上是对本实用新型的较佳实施进行了具体说明,但本实用新型并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做作出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1