除屑型六角件冲压装置的制作方法
1.本实用新型涉及冲压装置领域,尤其是除屑型六角件冲压装置。
背景技术:
2.冲压装置是通过驱动机构金属板进行冲压,从而加工出特定形状的工件的装置。但是现有的冲压设备在冲压时会产生碎屑,掉落在模具上,容易对下一个要加工的工件造成影响。并且加工是没有很好的固定,容易造成工件偏移。
技术实现要素:
3.为了克服现有的冲压设备的模具会沾染碎屑的不足,本实用新型提供了除屑型六角件冲压装置。
4.本实用新型解决其技术问题所采用的技术方案是:一种除屑型六角件冲压装置,包括机架、驱动装置、机台、模具,机台上固定有机架和模具,机架上固定有驱动装置,驱动装置位于模具上方,所述驱动装置的活塞杆端为六角形,模具的模压槽是与驱动装置的活塞杆端相配合的六角形槽,模具内固定有磁力座,机台上固定有直线驱动机构,直线驱动机构的滑动部上固定有吸屑装置。
5.根据本实用新型的另一个实施例,进一步包括所述吸屑装置为套设有金属定型软管的吸气管,吸屑装置的进气口与吸风机相连通。
6.根据本实用新型的另一个实施例,进一步包括所述驱动装置为气缸或油缸。
7.根据本实用新型的另一个实施例,进一步包括所述直线驱动机构为直线模组。
8.根据本实用新型的另一个实施例,进一步包括所述直线驱动机构的滑座上螺栓固定有固定座,吸屑装置的金属定型软管焊连在固定座的穿孔内。
9.本实用新型的有益效果是,该实用新型能够通过可以前后移动的吸屑装置,来自动吸取模具上的碎屑,避免工件加工时影响加工质量。并通过磁力座来进行工件的定位。
附图说明
10.下面结合附图和实施例对本实用新型进一步说明。
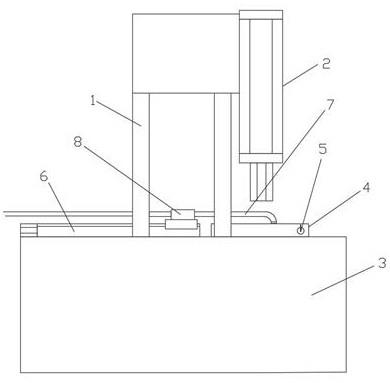
11.图1是本实用新型的结构示意图;
12.图中1. 机架,2. 驱动装置,3. 机台,4. 模具,5. 磁力座,6. 直线驱动机构,7. 吸屑装置,8. 固定座。
具体实施方式
13.如图1是本实用新型的结构示意图,一种除屑型六角件冲压装置,包括机架1、驱动装置2、机台3、模具4,机台3上固定有机架1和模具4,机架1上固定有驱动装置2,驱动装置2位于模具4上方,所述驱动装置2的活塞杆端为六角形,模具4的模压槽是与驱动装置2的活塞杆端相配合的六角形槽,模具4内固定有磁力座5,机台3上固定有直线驱动机构6,直线驱
动机构6的滑动部上固定有吸屑装置7。所述吸屑装置7为套设有金属定型软管的吸气管,吸屑装置7的进气口与吸风机相连通。所述驱动装置2为气缸或油缸。所述直线驱动机构6为直线模组。所述直线驱动机构6的滑座上螺栓固定有固定座8,吸屑装置7的金属定型软管焊连在固定座8的穿孔内。
14.磁力座5里面是一个圆柱体,在其中间放置一条条形的永久磁铁或恒磁磁铁,外面底座位置是一块软磁材料(软磁材料是指在较弱的磁场下,易磁化也易退磁的一种铁氧体材料),通过转动手柄,来转动里面的磁铁。当磁铁的两极(n或s)呈上下方向时,也就是磁铁的n或s极正对软磁材料底座时,就被磁化了,这个方向上具有强磁,所以能够用于吸住钢铁表面。而当磁铁的两极处于水平方向时,及ns的正中间正对软磁材料底座时(长条形磁铁的正中间只有极小的磁性,可以不记)不会被磁化,所以此时底座上几乎没有磁力。
15.如附图1所示,当需要对金属板进行工件冲压时,首先启动直线驱动机构6,直线驱动机构6的滑座带动吸屑装置7往后移动,从而脱离驱动装置2与模具4之间。然后将金属板放置到模具4上,此时转动磁力座5的开关,通过磁力座5将金属板吸附在模具4上。模具4两侧空腔内分别固定有磁力座5,磁力座5的开关位于模具4之外。此时启动驱动装置2,驱动装置2的六角形端头的活塞杆往下伸出并冲压到金属板上,最后将工件从金属板上压出并压入到模具4的六角形槽内。
16.当冲压完成之后,驱动装置2的活塞杆回缩。此时直线驱动机构6的滑座带动吸屑装置7往模具4的方向移动,直到吸屑装置7的进风口位于模具4的六角形槽上方。此时启动吸风机,利用负压将槽内的碎屑从吸屑装置7的管体进入到吸风机内。当吸屑完毕之后,再启动直线驱动机构6,将吸屑装置7移离模具4上方,就可以继续进行模压作业了。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1