一种焊接工装及焊接设备的制作方法
1.本实用新型涉及太阳能光伏技术领域,特别是涉及一种焊接工装及焊接设备。
背景技术:
2.随着太阳能光伏技术的不断发展,对太阳能电池的性能要求也随之增高。而由于背接触式太阳能电池消除了正面栅线电极的遮光损失,提高了电池效率,同时增加了电池的美观性,因此得到了广泛的应用。
3.目前,背接触太阳能电池在焊接时,通常在电池片的表面上先印刷一层银浆,再在银浆周围印刷铝浆,使周围的铝浆的表面高于银浆的表面,在焊带焊接时,在铺设好焊带和电池片后,将焊带与银浆对正紧密焊接。同时为了减少光线的损失,通常采用圆形焊带。
4.然而,在采用圆形焊带焊接电池片时,圆形焊带的位置不易固定,焊带的位置极易发生偏移,因此导致焊接形成的电池片发生短路,进而降低了焊接的良品率。
技术实现要素:
5.为了解决或部分的解决上述问题,本实用新型公开了一种焊接工装及焊接设备,以解决圆形焊带的位置不易固定,焊带的位置极易发生偏移的问题。
6.第一方面,本实用新型公开一种焊接工装,用于焊接焊带和电池片,所述焊接工装包括工作台和驱动结构;
7.所述工作台的第一表面上设置有多个定位槽,所述焊带容纳于所述定位槽内,所述电池片覆盖在所述第一表面;
8.所述工作台的第二表面开设有多个通孔,所述通孔和所述定位槽连通,所述驱动结构设置在所述通孔中,所述驱动结构驱动所述焊带在第一状态和第二状态之间切换,其中,所述第一表面和所述第二表面为所述工作台相对的两个表面;
9.在所述第一状态下,所述焊带和所述定位槽的底部接触,所述驱动结构和所述焊带分离;
10.在所述第二状态下,所述驱动结构驱动所述焊带沿远离所述第二表面的方向运动,直至与所述电池片的背光面接触。
11.可选的,所述驱动结构包括顶针结构和驱动组件;
12.所述顶针结构的一端位于所述通孔内,所述顶针结构的另一端伸出所述孔口,且与所述驱动组件连接,所述驱动组件驱动所述顶针结构伸缩。
13.可选的,所述电池片的背光面包括多个主栅线电极,每个所述主栅线电极包括多个焊盘,一个所述焊盘与一个所述顶针结构相对应。
14.可选的,所述第一表面上还包括多个第一吸附孔,所述电池片和所述第一吸附孔吸附连接。
15.可选的,所述焊接工装还包括下压结构;
16.在所述第二状态下,所述下压结构和所述电池片的受光面接触。
17.可选的,所述定位槽的槽底设置有第二吸附孔;
18.在所述第一状态下,所述焊带和所述第二吸附孔吸附连接。
19.可选的,所述定位槽的口部的尺寸大于所述定位槽底部的尺寸。
20.可选的,多个所述定位槽平行交错分布;
21.所述电池片的背光面包括多个主栅线电极,在所述第二状态下,所述主栅线电极和所述定位槽对应。
22.可选的,所述工作台的第一表面上包括光学定位点,所述光学定位点用于所述电池片的定位。
23.第二方面,本实用新型还公开了一种焊接设备,所述焊接设备包括第一方面任一项所述的焊接工装。
24.与现有技术相比,本实用新型实施例至少包括以下优点:
25.本实用新型实施例中,焊接工装包括工作台和驱动结构,工作台的第一表面上设置有多个定位槽,焊带容纳于定位槽内,这样,在第一状态下,即焊带和电池片焊接前,焊带位于定位槽的底部,驱动结构和焊带分离。在第二状态下,即当需要焊接焊带和电池片时,可以通过驱动结构驱动焊带沿靠近电池片的方向运动,直至电池片和焊带的背光面接触。由此可见,在整个焊接的过程中,焊带可以通过定位槽实现精确定位,可以避免焊带的位置发生偏移,降低了焊接形成的电池片发生短路的概率,进而提升了焊接的良品率。
附图说明
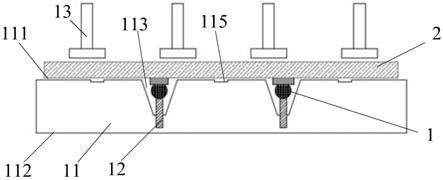
26.图1是本实用新型实施例中的焊接工装的装配示意图;
27.图2是本实用新型实施例中的焊接工装的结构示意图;
28.图3是本实用新型实施例中的焊接工装与电池片的装配示意图;
29.图4是本实用新型实施例中的电池片背光面的结构示意图。
30.附图标记说明:1
‑
焊带,2
‑
电池片,11
‑
工作台,12
‑
驱动结构,13
‑
下压结构,111
‑
第一表面,112
‑
第二表面,113
‑
定位槽,114
‑
通孔,115
‑
第一吸附孔,21
‑
主栅线电极。
具体实施方式
31.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.应理解,说明书通篇中提到的“一个实施例”或“一实施例”意味着与实施例有关的特定特征、结构或特性包括在本实用新型的至少一个实施例中。因此,在整个说明书各处出现的“在一个实施例中”或“在一实施例中”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
33.参照图1,图1是本实用新型实施例中的焊接工装的装配示意图。如图1所示,该焊接工装用于焊接焊带1和电池片2,图2是本实用新型实施例中的焊接工装的结构示意图,如图2所示,焊接工装包括工作台11和驱动结构12;工作台11的第一表面111上设置有多个定位槽113,焊带1容纳于定位槽113内,电池片2覆盖在第一表面111;工作台11的第二表面112
开设有多个通孔114,通孔114和定位槽113连通,驱动结构12设置在通孔114中,驱动结构12驱动焊带1在第一状态和第二状态之间切换,其中,第一表面111和第二表面112为工作台11相对的两个表面;在第一状态下,焊带1和定位槽113的底部接触,驱动结构12和焊带1分离;在第二状态下,驱动结构12驱动焊带1沿远离第二表面112的方向运动,直至与电池片2的背光面接触。
34.其中,工作台11为焊接焊带1和电池片2的平台,工作台11的长度依据工作台11上铺设的电池片2的数量确定,工作台11的宽度依据工作台11上铺设的电池片2的宽度确定。工作台11的第一表面111和第二表面112为工作台11相对的两个表面,工作台11的第一表面111上设置有多个定位槽113,定位槽113沿垂直于第一表面111的方向上的截面可以为梯形、类半圆形等形状。定位槽113的槽底可以为弧形,进而更加方便圆形焊带1的固定。
35.需要说明的是,多个定位槽113平行分布,定位槽113的数量可以依据电池片2的主栅线的数量确定。如图3所示,电池片2的主栅线包括正极主栅线和负极主栅线,示例性的,当电池片2的正极主栅线和负极主栅线的数量之和为20时,则在工作台11上设置20个定位槽113。此外,电池片2上还包括有主栅线电极21,用于连接正极主栅线和负极主栅线,定位槽113的相对位置与电池片2的主栅线电极21的位置一一对应,即在电池片2覆盖在工作台11的第一表面111上后,每一个主栅线电极21对应一个定位槽113。位于工作台11的长度方向上相邻两个定位槽113之间的距离依据相应正极主栅线和负极主栅线之间的距离确定。定位槽113之间的相对精度不低于50um,即位于工作台11的长度方向上相邻定位槽113之间的相对位置设定的偏差不能大于50um,例如20um、30um。由于焊带1是预先铺设在定位槽113中,因此定位槽113精度越高越有利于后续焊带1的精确定位。定位槽113的宽度大于焊带1的直径,定位槽113深度大于焊带1的直径的30%,使焊带1完全位于定位槽113内。焊带1预先设置在定位槽113内,本实用新型实施例中的焊带1可以为圆形镀锡铜焊带或矩形镀锡铜焊带,接下来将以焊带1为圆形镀锡铜焊带为例介绍焊带1的定位方法。
36.还需要说明的是,工作台11可以由不锈钢材料加工而成,工作台11的第一表面111可以被设计成柔韧性表面,具体可以通过铺设柔性聚合物材料或涂层实现,以使工作台11的第一表面111具有一定的弹性,进而降低在工作台11的第一表面111上铺设电池片2时对电池片2的损坏。此外,工作台11的第一表面111可以光滑处理,以使工作台11的第一表面111具有平整光滑的表面,工作台11的第一表面111的表面粗糙度可以小于或者等于6.3μm,进而避免在工作台11的第一表面111上铺设电池片2后,对电池片2造成损坏。
37.工作台11的第二表面112开设有多个通孔114,通孔114和定位槽113的槽底连通,驱动结构12设置在通孔114中,驱动结构12驱动焊带1在第一状态和第二状态之间切换。在第一状态下,即焊带1和电池片2焊接前,焊带1位于定位槽113的底部,驱动结构12和焊带1分离。在第二状态下,即当需要焊接焊带1和电池片2时,可以通过驱动结构12驱动焊带1沿靠近电池片2的方向运动,直至电池片2和焊带1的背光面接触。需要说明的是,驱动结构12的行程由定位槽113的深度确定,驱动结构12的行程为驱动结构12将焊带1从槽底推动到与电池片2的背光面接触时驱动结构12所推动的距离。
38.可选的,驱动结构12包括顶针结构和驱动组件;顶针结构的一端位于通孔114内,顶针结构的另一端伸出孔口,且与驱动组件连接,驱动组件驱动顶针结构伸缩。
39.需要说明的是,顶针结构可以为弹簧顶针的一种,具体可以为平底式弹簧顶针、插
板式弹簧顶针、折弯式弹簧顶针、双头式弹簧顶针、焊接式弹簧顶针、螺纹式弹簧顶针中的任一种,本实用新型实施例对此不做限定。进一步的,弹簧顶针可以包括针头、针管和弹簧,弹簧设置在针管中,针头的一端和弹簧的端部连接,进而可以通过弹簧的伸缩来控制针头的伸缩。驱动组件可以为气缸、凸轮机构或者其它动力机构中的任一种,通过驱动组件控制顶针结构中的弹簧的伸缩来控制顶针的伸缩,以使焊带1在第一状态和第二状态之间切换。还需要说明的是,每个顶针结构与焊带1接触的压力范围为0.02n~1n,每个电池片2上的所有弹簧顶针与焊带1的接触的压力总和不超过200n,以避免因受力过高而导致电池片2碎片或隐裂。此外,顶针结构的材质可以为不含表面耐温涂层的铝合金、不锈钢或陶瓷,也可以使用表面设有耐高温涂层的铝合金铜合金、不锈钢材质,耐高温涂层可以是氟碳涂层、低熔玻璃涂层或陶瓷涂层材料,以避免顶针结构与焊带1表面涂层发生反应,影响焊带1的质量。
40.可选的,电池片2的背光面包括多个主栅线电极21,每个主栅线电极21包括多个焊盘,一个焊盘与一个顶针结构相对应。
41.需要说明的是,电池片2的主栅线包括正极主栅线和负极主栅线,主栅线电极21包括焊盘和连接细栅线,连接细栅线连接正极主栅线和负极主栅线。在第二状态下,顶针结构推动焊带1与焊盘接触,而当一个焊盘与一个顶针结构相对应时,可以保证每一个焊盘均可以与焊带1接触,进而增加焊接的可靠性。此外,在电池片2的背面主栅线电极21为连续实体栅线时,本技术实施例对顶针结构的位置设置也可以不做限定。
42.可选的,第一表面111上还包括多个第一吸附孔115,电池片2和第一吸附孔115吸附连接。
43.需要说明的是,第一吸附孔115可以为真空吸附孔,第一吸附孔115的孔径依据电池片2所需的吸附力确定。第一吸附孔115可以均匀分布,也可以非均匀分布,本实用新型实施例对此不做限定,优选第一吸附孔115均匀分布,以使电池片2所收到的吸附分布较为均匀。这样,通过电池片2和第一吸附孔115吸附连接,使得电池片2和工作台11之间的固定更为紧密。
44.可选的,焊接工装还包括下压结构13;在第二状态下,下压结构13和电池片2的受光面接触。
45.需要说明的是,电池片2的受光面和背光面为电池片2相对的两个表面。下压结构13可以包括压块、推杆以及驱动件,推杆的一端和驱动件连接,推杆的另一端和压块连接,通过驱动件驱动推杆推动压块抵压在电池片2的受光面上。进一步的,压块可以包括多个压板,也可以包括一个面积较大的压板,在压块包括一个面积较大的压板的情况下,压板的底面的面积可以大于或者等于电池面受光面的面积,且当压块包括一个面积较大的压板时,电池片2不会由于局部受力集中而导致隐裂或者碎片。此外,下压结构13与电池片2之间的接触可采用硬性接触或软性接触,需保证下压结构13与电池片2之间的接触压力应介于0.01mpa~0.1mpa之间。
46.可选的,定位槽113的槽底设置有第二吸附孔;在第一状态下,焊带1和第二吸附孔吸附连接。
47.需要说明的是,当定位槽113的槽底设置有第二吸附孔的情况下,使得焊带1和第二吸附孔吸附连接,进而使得焊带1与定位槽113之间的固定更为牢固,进一步提高焊带1的定位精度。
48.可选的,定位槽113的口部的尺寸大于定位槽113底部的尺寸。
49.具体的,定位槽113的口部为定位槽113靠近工作台11第一表面111的一端,定位槽113的底部为定位槽113靠近工作台11第二表面112的第一端。在定位槽113的口部的尺寸大于定位槽113底部的尺寸的情况下,定位槽113沿垂直于第一表面111的方向上的截面为梯形,这样使得焊带1可以卡接在定位槽113的底部,且随着顶针结构向靠近电池片2的方向托举焊带1,且随着焊带1向定位槽113的口部运动,焊带1和定位槽113之间的摩擦越来越小,进而使得顶针结构受到的阻力也越来越小,有利于焊带1的焊接。
50.可选的,如图3所示,多个定位槽113平行交错分布;电池片2的背光面包括多个主栅线电极21,在第二状态下,主栅线电极21和定位槽113对应。
51.需要说明的是,多个定位槽113平行交错分布,定位槽113的数量可以依据电池片2的主栅线的数量确定。电池片2的主栅线包括正极主栅线和负极主栅线,示例性的,当电池片2的正极主栅线和负极主栅线的数量之和为20时,则在工作台11上设置20个定位槽113。此外,电池片2上还包括有主栅线电极21,用于连接正极主栅线和负极主栅线,定位槽113的相对位置与电池片2的主栅线电极21的位置一一对应,即在电池片2覆盖在工作台11的第一表面111上后,每一个主栅线电极21对应一个定位槽113。位于工作台11的长度方向上相邻两个定位槽113之间的距离依据相应正极主栅线和负极主栅线之间的距离确定。这样,由于多个定位槽113平行交错分布,且在第二状态下,主栅线电极21和定位槽113对应,这样使得每一个主栅线电极21均可以和一个定位槽113对应,进而可以减小焊带1和电池片2之间的焊接误差,减低焊接完成的电池片2发生短路的概率。
52.可选的,工作台11的第一表面111上包括光学定位点,光学定位点用于电池片2的定位。
53.需要说明的是,电池片2的表面也设置有光学定位点,第一表面111上设置光学定位点和电池片2表面设置的光学定位点一一对应,因此在将电池片2放置在工作台11上时,只要保证第一表面111上设置的光学定位点和电池片2表面设置的光学定位点相对,在已经焊带1预设在工作台11的第一表面111上开设的定位槽113的前提下,可以保证电池片2和焊带1之间准确定位,进一步减少焊带1和电池片2之间的焊接误差。
54.接下来将介绍本技术实施例的焊接工装的焊接过程,具体如下:将焊带1放入工作台11第一表面111开设的定位槽113内,之后将电池片2准确放置并真空吸附在工作台11的第一表面111表面,使主栅线电极21和定位槽113相对应。下压结构13向下运动与电池片2的背光面接触,定位槽113内的顶针结构向上托起焊带1与主栅电极线接触,最后通过加热焊接,使焊带1与主栅电极线焊接,最后撤去顶针结构和下压结构13。需要说明的是,本实用实施例的焊接过程可以采用红外加热焊接、电磁焊接、热风焊接中的任意一种,本实用新型实施例对此不做限定。
55.综上,本实用新型实施例所述的焊接工装具有以下优点:
56.在本实用新型实施例中,焊接工装包括工作台11和驱动结构12,工作台11的第一表面111上设置有多个定位槽113,焊带1容纳于定位槽113内,这样,在第一状态下,即焊带1和电池片2焊接前,焊带1位于定位槽113的底部,驱动结构12和焊带1分离。在第二状态下,即当需要焊接焊带1和电池片2时,可以通过驱动结构12驱动焊带1沿靠近电池片2的方向运动,直至电池片2和焊带1的背光面接触。由此可见,在整个焊接的过程中,焊带1可以通过定
位槽113实现精确定位,可以避免焊带1的位置发生偏移,降低了焊接形成的电池片2发生短路的概率,进而提升了焊接的良品率。
57.除此之外,在焊接的过程中,可以使得下压结构13与电池片2的受光面接触,且在电池片2放置在工作台11的第一表面111上时,可以通过光学定位点进行定位,进一步减小焊带1和电池片2之间的焊接误差,减低焊接完成的电池片2发生短路的概率。
58.本实用新型实施例还提供了一种焊接设备,该机械装置包括上述任一实施例所述的焊接工装,且该焊接设备所具有的有益效果和上述焊接工装所具有的有益效果一致,本实用新型实施例对此不再赘述。
59.说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
60.尽管已描述了本实用新型实施例的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型实施例范围的所有变更和修改。
61.最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者终端设备中还存在另外的相同要素。
62.以上对本实用新型所提供的一种焊接工装及焊接设备,进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1