一种用于制造电表箱的冲压装置的制作方法
1.本实用新型涉及电表箱制造的技术领域,具体涉及一种用于制造电表箱的冲压装置。
背景技术:
2.电表箱是用于电量计量的专用箱,如电流表,电度表,功率表等。现在的电表箱在我们的日常生活中是随处可见,一般都安装在户外,并配备锁具以防止他人随意打开电表箱。
3.电表箱的箱体和箱盖在实际的生产制造过程中,一般都是工人将预先裁切及冲孔好的金属板材拿到冲压机的工位,利用冲压机在金属板材的两边各冲压出一列散热孔,在冲压过程中,工人需要全程手持金属板材进行单边且单个散热孔的冲压,即在完成单边且单个散热孔的冲压后,需要人工调节金属板材下次冲压的位置。这既制约了相关企业的生产制造的效率,又增加了设备伤人意外的风险。
技术实现要素:
4.本实用新型的目的在于提供一种用于制造电表箱的冲压装置,以解决现有技术中导致的上述缺陷。
5.一种用于制造电表箱的冲压装置,包括工作台、冲压机构及送料机构,所述工作台水平设置,所述送料机构与冲压机构分别设于工作台的前后两边,
6.所述冲压机构包括支撑管、支撑板、液压缸、上模固定板、上模、下模固定板及下模,所述支撑管设有两根并左右对称竖直安装于工作台的上端面,所述支撑板水平横跨安装于两根支撑管的顶端,所述液压缸设有两个并左右对称竖直安装于支撑板的上端面,所述下模固定板安装于左右两个液压缸的活塞杆的端部,所述上模设有两个并左右对称安装于上模固定板的下端面,所述下模固定板设有两个并左右对称安装于工作台的上端面,所述下模设有两个并分别安装于两个下模固定板的上端面,所述上模位于下模的正上方,
7.所述送料机构包括滑移杆、滑移块、丝杠、伺服电机、滑移板及真空吸盘,所述滑移杆设有两根且左右对称分布,所述滑移杆前后朝向设置并且其两端分别通过一个安装座安装于工作台的上端面,所述滑移块为“工”字型并滑动连接于两根滑移杆上,所述丝杠位于两根滑移杆之间并转动连接于两个安装座上,所述丝杠通过丝杠螺母与滑移块连接,所述伺服电机位于丝杠的前侧并通过l型的固定板安装于工作台的上端面,所述伺服电机的输出轴与丝杠之间通过联轴器连接,所述滑移板为“工”字型并安装于滑移块的顶部,所述真空吸盘设有若干个并竖直朝上均匀安装于滑移板上。
8.优选的,所述上模固定板在每个上模的下方对应设有一个预压紧件,所述预压紧件包括预压紧板,所述预压紧板为矩形框架结构并在其四个拐角处均垂直连接有导向杆,所述导向杆与上模固定板之间滑动配合,所述导向杆上套装有压缩弹簧,所述导向杆的顶部螺纹连接有限位螺母。
9.优选的,所述上模固定板的上端面垂直连接有若干个呈矩形阵列分布的导柱,所述导柱借助导套与上模固定板之间滑动配合。
10.优选的,所述真空吸盘为自带弹簧缓冲杆的带缓冲真空吸盘。
11.本实用新型的优点:本实用新型中的用于制造电表箱的冲压装置在实际应用时:通过液压缸可带动上模朝下模方向运动,通过上模与下模之间的挤压作用可实现在金属板材上的长条槽处形成散热孔,通过伺服电机经联轴器和丝杠传动,可带动金属板材朝下模的方向运动,实现对金属板材的自动送料及自动进给,避免了人工手持和人工送料。本实用新型具有结构合理、操作方便、冲压效率高及可自动完成送料及进给的特点,提高了电表箱在制造过程中的生产效率。
附图说明
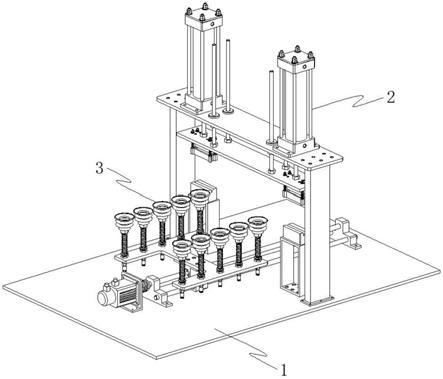
12.图1为本实用新型整体三维的结构示意图。
13.图2为本实用新型整体正视的结构示意图。
14.图3为本实用新型中的冲压机构的结构示意图。
15.图4为冲压机构中的上模与下模的结构示意图。
16.图5为冲压机构中的预压紧件的结构示意图。
17.图6为本实用新型中的送料机构的结构示意图。
18.图7为送料机构中的滑移块的结构示意图。
19.图8为送料机构中的滑移板的结构示意图。
20.图9为本实用新型中的金属板材的结构示意图。
21.其中:
[0022]1‑
工作台;
[0023]2‑
冲压机构;201
‑
支撑管;202
‑
支撑板;203
‑
液压缸;204
‑
上模固定板;205
‑
上模;206
‑
预压紧件;206a
‑
预压紧板;206b
‑
导向杆;206c
‑
压缩弹簧;206d
‑
限位螺母;207
‑
导柱;208
‑
导套;209
‑
下模固定板;210
‑
下模;
[0024]3‑
送料机构;301
‑
滑移杆;302
‑
安装座;303
‑
滑移块;304
‑
丝杠;305
‑
丝杠螺母;306
‑
伺服电机;307
‑
固定板;308
‑
联轴器;309
‑
滑移板;310
‑
真空吸盘;
[0025]4‑
金属板材;401
‑
长条槽。
具体实施方式
[0026]
为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
[0027]
如图1至图9所示,一种用于制造电表箱的冲压装置,包括工作台1、冲压机构2及送料机构3,所述工作台1水平设置,所述送料机构3与冲压机构2分别设于工作台1的前后两边,
[0028]
所述冲压机构2包括支撑管201、支撑板202、液压缸203、上模固定板204、上模205、下模固定板209及下模210,所述支撑管201设有两根并左右对称竖直安装于工作台1的上端面,所述支撑板202水平横跨安装于两根支撑管201的顶端,所述液压缸203设有两个并左右对称竖直安装于支撑板202的上端面,所述下模固定板204安装于左右两个液压缸203的活
塞杆的端部,所述上模205设有两个并左右对称安装于上模固定板204的下端面,所述下模固定板209设有两个并左右对称安装于工作台1的上端面,所述下模210设有两个并分别安装于两个下模固定板209的上端面,所述上模205位于下模210的正上方,通过液压缸203可带动上模205朝下模210方向运动,通过上模205与下模210之间的挤压作用可实现在金属板材4上的长条槽401处形成散热孔,
[0029]
所述送料机构3包括滑移杆301、滑移块303、丝杠304、伺服电机306、滑移板309及真空吸盘310,所述滑移杆301设有两根且左右对称分布,所述滑移杆301前后朝向设置并且其两端分别通过一个安装座302安装于工作台1的上端面,所述滑移块303为“工”字型并滑动连接于两根滑移杆301上,所述丝杠304位于两根滑移杆301之间并转动连接于两个安装座302上,所述丝杠304通过丝杠螺母305与滑移块303连接,所述伺服电机306位于丝杠304的前侧并通过l型的固定板307安装于工作台1的上端面,所述伺服电机306的输出轴与丝杠304之间通过联轴器308连接,所述滑移板309为“工”字型并安装于滑移块303的顶部,所述真空吸盘310设有若干个并竖直朝上均匀安装于滑移板309上,通过伺服电机306经联轴器308和丝杠304传动,可带动金属板材4朝下模210的方向运动,实现对金属板材4的自动送料及自动进给,避免了人工手持和人工送料。
[0030]
在本实施例中,所述上模固定板204在每个上模205的下方对应设有一个预压紧件206,所述预压紧件206包括预压紧板206a,所述预压紧板206a为矩形框架结构并在其四个拐角处均垂直连接有导向杆206b,所述导向杆206b与上模固定板204之间滑动配合,所述导向杆206b上套装有压缩弹簧206c,所述导向杆206b的顶部螺纹连接有限位螺母206d。当液压缸203带动上模205下降时,预压紧板206a会先于金属板材4先接触,直至预压紧板206a在压缩弹簧206c的弹力作用下,将金属板材4抵紧在下模210的顶部,起到了预压紧的作用。
[0031]
在本实施例中,所述上模固定板204的上端面垂直连接有若干个呈矩形阵列分布的导柱207,所述导柱207借助导套208与上模固定板204之间滑动配合。通过增设导柱207和导套208,进一步限制了液压缸203的活塞杆的偏转自由度,提升了上模205下行时与下模210接触时的精准度,提升冲压效果。
[0032]
在本实施例中,所述真空吸盘310为自带弹簧缓冲杆的带缓冲真空吸盘。真空吸盘310的弹簧缓冲杆可在金属板材4被下压至上模210的顶部时,进行适应性的收缩。
[0033]
在本实施例中,这种用于制造电表箱的冲压装置在实际应用时:先将金属板材4居中对齐后放于真空吸盘310的上方的指定位置,再利用外设的真空发生器使真空吸盘310处形成负压并牢牢吸附住金属板材4,再通过伺服电机306经联轴器308和丝杠304传动,可带动金属板材4朝下模210的方向运动,再通过液压缸203带动上模205朝下模210方向运动,实现对金属板材4的自动送料,通过上模205与下模210之间的挤压作用可实现在金属板材4上的最靠后一排的长条槽401处形成散热孔,再通过伺服电机306经联轴器308和丝杠304传动,可带动金属板材4继续朝下模210的方向运动,实现对金属板材4的自动进给,直至金属板材4上的每一排的长条槽401处均形成散热孔,最后,通过伺服电机306经联轴器308和丝杠304传动,将冲压好的金属板材4朝前输出,真空吸盘310停止吸附并释放掉冲压好的金属板材4。
[0034]
综上所述,本实用新型中的用于制造电表箱的冲压装置在实际应用时:通过液压缸203可带动上模205朝下模210方向运动,通过上模205与下模210之间的挤压作用可实现
在金属板材4上的长条槽401处形成散热孔,通过伺服电机306经联轴器308和丝杠304传动,可带动金属板材4朝下模210的方向运动,实现对金属板材4的自动送料及自动进给,避免了人工手持和人工送料。本实用新型具有结构合理、操作方便、冲压效率高及可自动完成送料及进给的特点,提高了电表箱在制造过程中的生产效率。
[0035]
因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1