一种带式输送机滚筒外圆加工用找正工装的制作方法
1.本实用新型涉及带式输送机滚筒外圆车削加工工装技术领域,特别涉及一种带式输送机滚筒外圆加工用找正工装。
背景技术:
2.带式输送机滚筒在卧式车床上进行外圆车削加工时,此滚筒的加工工艺需先加工滚筒外圆,再以外圆为基准加工轴承内孔。传统在利用卧式车床对带式输送机滚筒外圆车削加工时,带式输送机滚筒的一个端部与卧式车床操作平台上方一侧的三爪定心夹盘夹接,另一个端部与三爪定心夹盘相对的另一侧设有的可移动尾座顶针插接。如此,即实现对带式输送机滚筒的紧固。
3.但是,上述作业方式无法对滚筒外圆在加工前进行准确装夹找正,实践发现如果装夹找正的外圆跳动达不到要求,会导致滚筒加工后筒皮壁厚不均,影响使用寿命,造成材料浪费。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种带式输送机滚筒外圆加工用找正工装,此工装便于对滚筒外圆在加工前进行装夹找正时,对滚筒外圆跳动进行调整,保证后续切削加工质量。
5.为了解决上述技术问题,本实用新型的技术方案为:
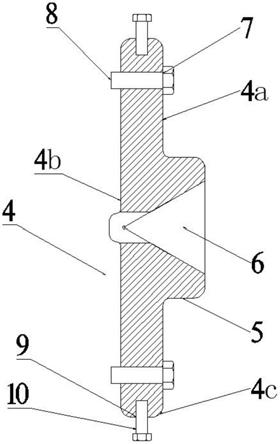
6.一种带式输送机滚筒外圆加工用找正工装,包括圆盘;所述圆盘包括上表面、下表面以及围面;所述上表面中心位置处设置有凸部;贯穿所述凸部开设有锥形孔,锥形孔与圆盘同轴线,锥形孔的阔口端朝向凸部的外侧,锥形孔的孔底端延伸至圆盘内部;贯穿所述圆盘的上表面和下表面均布有多个带有内螺纹的第一螺栓孔,在第一螺栓孔中螺纹连接有第一螺栓;所述围面上均布有若干带有内螺纹的第二螺栓孔,在第二螺栓孔中螺纹连接有第二螺栓。
7.进一步的,所述第一螺栓孔设置有3个或者是4个;对应的,设有相应数量的第一螺栓。
8.进一步的,所述第二螺栓孔设置有3个或者是4个;对应的,设有相应数量的第二螺栓。
9.本实用新型的有益效果是:
10.使用时,在卧式车床尾座上设有的可移动尾座顶针的尖端安装本实用新型中的工装;通过围面上设置的第二螺栓进行滚筒外圆跳动调整,找正外圆跳动达到要求后通过第一螺栓锁紧滚筒,如此即可进行滚筒外圆车削加工。本实用新型通过对滚筒在卧式车床上进行外圆车削加工前,对滚筒外圆跳动进行调整,使其符合要求后,再进行切削加工,从而保证滚筒加工质量。
附图说明
11.图1为本实用新型的结构示意图;
12.图2为本实用新型应用在卧式车床上的结构示意图;
13.图3为本实用新型中找正工装与可移动尾座顶针的装配放大结构示意图。
14.图中,1
‑
卧式车床,2
‑
三爪定心夹盘,3
‑
可移动尾座顶针,4
‑
圆盘,5
‑
凸部,6
‑
锥形孔,7
‑
第一螺栓孔,8
‑
第一螺栓,9
‑
第二螺栓孔,4a
‑
上表面,4b
‑
下表面,4c
‑
围面,10
‑
第二螺栓,11
‑
带式输送机滚筒。
具体实施方式
15.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
16.如图1所示一种带式输送机滚筒外圆加工用找正工装,包括圆盘4;所述圆盘4包括上表面4a、下表面4b以及围面4c;所述上表面4a中心位置处设置有凸部5;贯穿所述凸部5开设有锥形孔6,锥形孔6与圆盘4同轴线,锥形孔6的阔口端朝向凸部5的外侧,锥形孔6的孔底端延伸至圆盘4内部;所述可移动尾座顶针3的尖端插接固定锥形孔6中;贯穿所述圆盘4的上表面4a和下表面4b均布有多个带有内螺纹的第一螺栓孔7,在第一螺栓孔7中螺纹连接有第一螺栓8;所述围面4c上均布有若干带有内螺纹的第二螺栓孔9,在第二螺栓孔9中螺纹连接有第二螺栓10。
17.进一步的,为了便于安装和调节,所述第一螺栓孔7设置有3个或者是4个。对应的,设有相应数量的第一螺栓8。
18.进一步的,为了便于安装和调节,所述第二螺栓孔9设置有3个或者是4个。对应的,设有相应数量的第二螺栓10。
19.具体的,如图2所示,本实用新型中的找正工装安装在括卧式车床1上使用时,配合卧式车床1的操作台上方设有的三爪定心夹盘2,以及与三爪定心夹盘2相对的另一侧卧式车床1尾座上设有可移动尾座顶针3;带式输送机滚筒11安装时,带式输送机滚筒11的一个端部与卧式车床1操作平台上方一侧的三爪定心夹盘2夹接,另一端将所述可移动尾座顶针3的尖端插接固定锥形孔6中,并且调节第二螺栓10与内侧壁抵接。
20.需要说明的是,本实用新型中的卧式车床1、三爪定心夹盘2以及可移动尾座顶针3均为现有技术,本领域技术人员完全可以理解,在此不作进一步的赘述。
21.本实用新型的工作过程:
22.作业时,先将待加工的带式输送机滚筒11安装在三爪定心夹盘2与可移动尾座顶针3之间;对带式输送机滚筒的外圆进行找正时,通过此工装围面上的第二螺栓10进行滚筒外圆跳动调整,并用百分表检测滚筒外圆找正效果;待找正外圆跳动达到要求后通过第一螺栓9锁紧带式输送机滚筒11,如此即可进行滚筒外圆车削加工。
23.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1