高压燃油泵阻尼器焊接设备的制作方法
1.本实用新型属于阻尼器焊接技术领域,具体涉及高压燃油泵阻尼器焊接设备。
背景技术:
2.高压燃油泵阻尼器,其为焊接件,当前的焊接过程中并没有对阻尼器内部填充气体,在受到强力脉冲时阻尼器永久变形无法复原,此时阻尼器达不到降低有害燃料脉冲和噪音的作用,并且焊接时需另外增加气体保护,步骤复杂,所以需要一种专门的焊接设备对阻尼器进行充气焊接。
技术实现要素:
3.为解决上述技术问题,本实用新型采用的技术方案是:高压燃油泵阻尼器焊接设备,所述阻尼器由两片阻尼器片圆周焊接成型,所述焊接设备包括有真空箱体、真空装置、焊接工装、焊接装置、数控系统,所述真空箱体内部密闭,所述真空装置用于抽离箱体内空气并充入保护气体,所述焊接工装用于将两片阻尼器片压装并旋转,所述焊接装置用于将两片阻尼器片焊接形成阻尼器,所述数控系统用于控制真空装置、焊接工装及焊接装置。
4.作为上述技术方案的优选,所述焊接工装包括有两根对向设置的转轴,转轴的一端安装有仿形块,另一端连接有用于驱动转轴转动的驱动机构以及带动转轴轴向移动的移动机构,仿形块的内侧设有夹槽。
5.作为上述技术方案的优选,所述夹槽底部设有磁铁。
6.作为上述技术方案的优选,所述驱动机构包括有电机,所述移动机构包括有气缸、滑轨和安装在滑轨上的安装台,所述电机安装在安装台上,气缸驱动安装台在滑轨上沿转轴轴线运动。
7.作为上述技术方案的优选,所述移动机构和驱动机构位于真空箱体外侧,真空箱体上设有用于安装转轴的油封。
8.作为上述技术方案的优选,所述真空装置包括有真空泵和保护气罐,保护气体装在保护气罐中。
9.作为上述技术方案的优选,所述保护气体为氮气。
10.作为上述技术方案的优选,所述焊接装置包括有激光发射器和激光头,激光头通过三轴机器人控制在真空箱体外移动,所述真空箱体安装有激光透镜,激光透镜通过密封圈安装在真空箱体上。
11.作为上述技术方案的优选,所述真空箱体安装有气压传感器。
12.本实用新型的有益效果是:实用新型结构简单、紧凑,合理;产品内部充气与保护气体保护焊接同时进行节约时间;解决了高压燃油泵阻尼器内部无法填充气体的难题;装配方便,提高工作效率。
附图说明
13.图1是阻尼器的焊接过程示意图;
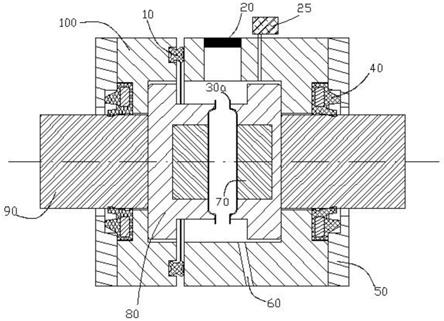
14.图2是高压燃油泵阻尼器焊接设备的结构示意图;
15.图3是阻尼器充气后对有害压力脉动变化对比图。
具体实施方式
16.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
18.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
19.实施例一
20.如图1
‑
2所示,高压燃油泵阻尼器焊接设备,所述阻尼器由两片阻尼器片30a圆周焊接成型,所述焊接设备包括有真空箱体100、真空装置、焊接工装、焊接装置、数控系统,所述真空箱体100内部密闭,所述真空装置用于抽离箱体100内空气并充入保护气体,所述焊接工装用于将两片阻尼器片30a压装并旋转,所述焊接装置用于将两片阻尼器片30a焊接形成阻尼器,所述数控系统用于控制真空装置、焊接工装及焊接装置。
21.进一步的,所述焊接工装包括有两根对向设置的转轴90,转轴 90的一端安装有仿形块80,另一端连接有用于驱动转轴90转动的驱动机构以及带动转轴90轴向移动的移动机构,仿形块80的内侧设有夹槽。夹槽与阻尼器片30a的形状相配匹,使得阻尼器片30a的中部卡在夹槽中,阻尼器片30a四周需要焊接的部分露出夹槽。两根转轴 90的同轴度要求在φ0.05以上。
22.进一步的,所述夹槽底部设有磁铁70。磁铁70使得仿形块80 磁化并吸住阻尼器片30a。
23.进一步的,所述驱动机构包括有电机,所述移动机构包括有气缸、滑轨和安装在滑轨上的安装台,所述电机安装在安装台上,气缸驱动安装台在滑轨上沿转轴90轴线运动。移动机构和驱动机构为本领域的常用位移和旋转机构,未在附图中示出。
24.进一步的,所述移动机构和驱动机构位于真空箱体100外侧,真空箱体100上设有用于安装转轴90的油封40。油封40确保真空箱体100在转轴90往复活动和旋转活动的状态下内部气压环境保持不泄漏。
25.进一步的,所述真空装置包括有真空泵和保护气罐,保护气体装在保护气罐中。真空泵将真空箱体100抽真空后,保护气罐将保护气体充入真空箱体100中。真空泵和保护气罐分别通过电磁阀控制连接真空箱体100。电磁阀由数控系统控制。
26.进一步的,所述保护气体为氮气。
27.进一步的,所述焊接装置包括有激光发射器和激光头,激光头通过三轴机器人控制在真空箱体100外移动,所述真空箱体安装有激光透镜20,激光透镜20通过密封圈安装在真空箱体100上。
28.进一步的,所述真空箱体100安装有气压传感器25。
29.将两片阻尼片30a分别放入夹槽中并通过磁铁70吸住阻尼片 30a,两片阻尼片30a之间具有一定间距。真空箱体100密闭后真空泵给真空箱体100内部抽真空,在箱体达到负压0.8bar后充入氮气 30c3.0bar,保证箱体100内部氮气30c纯度达到98%以上。两片阻尼片30a通过主轴90连带仿形块80压紧后旋转,两片阻尼片30a形成的焊接前的阻尼器内部填充了氮气30c;并由激光将阻尼片周圈焊接成型,使其成为一个阻尼器30b;激光头发射的激光通过激光透镜 20。选用焊接功率550w,主轴90的旋转速度120
°
/s,焊接时间4s 的参数下对压紧后的两片阻尼片30a圆周进行焊接。要求焊缝完整无气孔,并且使阻尼器内部填充氮气30c无泄漏。焊接成型后保证阻尼器密封,并有轻微鼓起,具有一定弹性,受压时能够发生弹性变形并恢复。经测试焊接后阻尼器的膨胀率为9%。
30.采用氮气30c充气量为0bar、2.0bar时焊接的阻尼器作为对比例进行有害气体脉动实验,实验数据如图3所示,可知,采用氮气30c充入量为3.0bar时有害压力脉动明显偏低。但是氮气30c充入量也不是越大越好,经试验测试,当氮气30c充入量大于3.5bar时,阻尼器膨胀率过大,受到脉冲后无法发生弹性形变,对于吸收脉冲效果甚微。当当氮气30c充入量小于2.5bar时,阻尼器膨胀率太低,受到脉冲后永久形变无法复原,失去吸收脉冲功能。
31.值得一提的是,本实用新型专利申请涉及的气缸、电机、激光发射器、激光头、真空泵、数控系统为等技术特征应被视为现有技术,这些技术特征的具体结构、工作原理以及可能涉及到的控制方式、空间布置方式采用本领域的常规选择即可,不应被视为本实用新型专利的发明点所在,本实用新型专利不做进一步具体展开详述。
32.以上详细描述了本实用新型的较佳具体实施例,应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思做出诸多修改和变化,因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1