复合式螺纹铣削刀具的制作方法
1.本实用新型涉及螺纹铣刀领域,尤其涉及一种可倒角的复合式螺纹铣削刀具。
背景技术:
2.螺纹孔的孔口均具有倒角,该倒角利于螺钉、螺栓或其他具有外螺纹的零件进入螺纹孔。
3.螺纹铣刀为常见机加工刀具,常用于加工直径较大或精度要求较高的内螺纹孔。螺纹铣刀加工螺纹时如图4所示,工件上预先加工出螺纹底孔,然后螺纹铣刀进入螺纹底孔并在螺纹底孔上加工出螺纹。加工完螺纹后,还需采用倒角刀具加工出倒角,较为繁琐。在加工螺纹前就在螺纹底孔孔口加工出倒角也具有同样的问题。为了简化螺纹孔口倒角加工,申请人设计了一种可倒角的复合式螺纹铣削刀具。
4.现有螺纹铣削刀具专利较多,例如zl201120481385.x和zl201120319029.8均公开了螺纹铣削刀具,但并未检索到可倒角的螺纹铣削刀具。
技术实现要素:
5.本实用新型要解决的技术问题是:提供一种可倒角的复合式螺纹铣削刀具。
6.为解决上述问题采用的技术方案是:复合式螺纹铣削刀具包括刀柄和螺纹铣刀片,螺纹铣刀片安装在刀柄的前端;还包括倒角刀片、刀片安装套和第一定位套,刀片安装套和第一定位套均位于螺纹铣刀片后方且均与刀柄螺纹连接,刀片安装套与第一定位套紧贴,倒角刀片安装在刀片安装套上;倒角刀片切削时受力使刀片安装套具有旋转后移的趋势。
7.进一步的是:复合式螺纹铣削刀具包括第二定位套,第二定位套位于螺纹铣刀片后方且位于刀片安装套前方,第二定位套与刀柄螺纹连接且与刀片安装套紧贴。
8.进一步的是:连接刀柄与刀片安装套、第一定位套和第二定位套的螺纹为细牙螺纹。
9.进一步的是:倒角刀片为具有四个切削刃的正方形刀片。
10.进一步的是:刀片安装套上具有刀片安装底面和两个刀片定位侧面,倒角刀片的底面与刀片安装底面贴合,倒角刀片相邻的两个侧面与刀片定位侧面贴合,紧固件穿过倒角刀片中心并与刀柄连接,紧固件压紧倒角刀片。
11.本实用新型的有益效果是:1、如图3所示,螺纹加工完成后,向前进刀,并调整刀具径向位置,使倒角刀片与工件接触即可加工螺纹孔孔口倒角。因此本实用新型实现了一刀两用,不需要换刀即可既加工螺纹,也加工螺纹孔孔口倒角,简化了螺纹孔加工工艺,提高了加工效率。
12.2、旋转刀片安装套和第一定位套可调节倒角刀片的轴向位置,从而可扩大本实用新型的适用范围,尤其是适应螺纹深度不同的螺纹孔。
附图说明
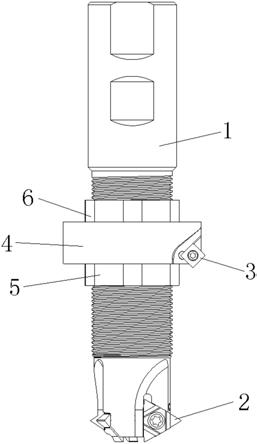
13.图1是复合式螺纹铣削刀具结构图;
14.图2是复合式螺纹铣削刀具的局部放大;
15.图3是复合式螺纹铣削刀具倒角状态图;
16.图4是复合式螺纹铣削刀具加工螺纹状态图;
17.图中标记为:刀柄1、螺纹铣刀片2、倒角刀片3、刀片安装套4、刀片安装底面41、刀片定位侧面42、第二定位套5、第一定位套6、工件7、螺纹底孔71。
具体实施方式
18.下面结合附图和具体实施方式对本实用新型进一步说明。
19.如图1和图2所示:复合式螺纹铣削刀具包括刀柄1和螺纹铣刀片2,螺纹铣刀片2安装在刀柄1的前端;还包括倒角刀片3、刀片安装套4和第一定位套6,刀片安装套4和第一定位套6均位于螺纹铣刀片2后方且均与刀柄1螺纹连接,刀片安装套4与第一定位套6紧贴,倒角刀片3安装在刀片安装套4上;倒角刀片3切削时受力使刀片安装套4具有旋转后移的趋势。
20.如图4所示,复合式螺纹铣削刀具加工螺纹时,与现有螺纹铣削刀具相同。如图3所示,螺纹加工完成后,向前进刀,并调整刀具径向位置,使倒角刀片3与工件7接触即可加工螺纹孔孔口倒角。
21.本实用新型依靠刀片安装套4与第一定位套6的紧贴实现刀片安装套4的定位,与常见的双螺母并紧的方式原理相同,由于倒角时刀具受力并不大,刀片安装套4的该定位方式是可靠的。
22.倒角刀片3切削时受力会使刀片安装套4旋转,通过控制螺纹旋向可实现“倒角刀片3切削时受力使刀片安装套4具有旋转后移的趋势”。如此则由于第一定位套6的定位作用,刀片安装套4仅仅是具有旋转后移的趋势,不会旋转后移,增加了刀片安装套4与第一定位套6的接触应力,二者并紧效果更好。
23.若倒角刀片3位置固定,不可调节,则只适用于加工螺纹深度在较小范围内的螺纹孔。其原因是,若加工的螺纹深度过深,则倒角刀片3碰到工件7,无法实现较深的螺纹加工;若加工的螺纹深度过浅,则倒角加工时,刀柄1向下进刀量大,可能碰到螺纹底孔71的底面(加工螺纹盲孔情况),或伸出工件7外碰到机床夹具等(加工螺纹通孔情况)。
24.本实用新型通过旋转刀片安装套4和第一定位套6,可调节倒角刀片3的轴向位置,从而可扩大本实用新型的适用范围,尤其是适应螺纹深度不同的螺纹孔。螺纹较深时,调节倒角刀片3位置,增加倒角刀片3与螺纹铣刀片2的距离,可避免倒角刀片3碰到工件7时螺纹加工深度仍不足。螺纹较浅时,调节倒角刀片3位置,减小倒角刀片3与螺纹铣刀片2的距离,可减少倒角时刀具向前进刀量,避免可能出现的干涉。
25.本实用新型还可设置第二定位套5,第二定位套5位于螺纹铣刀片2后方且位于刀片安装套4前方,第二定位套与刀柄1螺纹连接且与刀片安装套4紧贴。第二定位套5与第一定位套6夹持刀片安装套4,利于进一步提高刀片安装套4的定位效果。
26.为了进一步提高定位可靠性,连接刀柄1与刀片安装套4、第一定位套6和第二定位套5的螺纹可以是自锁效果更好的细牙螺纹。
27.倒角刀片3优选为具有四个切削刃的正方形刀片。如此倒角刀片3可旋转而使用不同的切削刃,可提高倒角刀片3的使用时间。
28.倒角刀片3的具体安装方式为:刀片安装套4上具有刀片安装底面41和两个刀片定位侧面42,倒角刀片3的底面与刀片安装底面41贴合,倒角刀片3相邻的两个侧面与刀片定位侧面42贴合,紧固件穿过倒角刀片3中心并与刀柄1连接,紧固件压紧倒角刀片3。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1