一种船用轴承座与箱体配作安装孔的定位工装的制作方法
1.本实用新型涉及机械加工制造技术领域,特别是涉及一种船用轴承座与箱体配作安装孔的定位工装。
背景技术:
[0002]“减摇鳍”是帮助船舶在狂风巨浪中保持平衡的人造“鱼翅”,是目前效果最好的减摇装置,装于船中两舷舭部,剖面为机翼形,又称侧舵,通过操纵机构转动减摇鳍,使水流在上产生作用力,从而形成减摇力矩,减小摇摆,以便减少船体横摇。
[0003]
减摇鳍按其结构分为收放式减摇鳍和非收放式减摇鳍,两者均由执行机构、液压系统及控制系统三部分组成;其中收放式减摇鳍执行机构中传动部件的十字轴组件与鳍箱的连接依靠鳍箱上安装上、下轴承座,利用轴承进行传动连接。为使十字轴组件与鳍箱的连接可靠,保证执行机构的运转平稳,对鳍箱的上、下轴承座安装的同轴度要求很高,须十字轴组件与鳍箱装配后进行轴承座安装孔的配作加工。
[0004]
对于收放式减摇鳍通常应用于大吨位船体中,其结构复杂,体积庞大,若采用原有设计产品组装配合后进行配作加工,涉及零部件组装繁多,吊装重量大,加工前后需进行多次装拆,装拆费时长,效率低,过程繁琐,耗费人力物力,同时增加了吊装风险及损伤已成型产品的风险。
技术实现要素:
[0005]
针对上述现有技术的不足,本专利申请所要解决的技术问题是如何提供一种结构简单,体积小,重量轻,定位准确,安装使用方便,效率高,更好的满足生产需求的船用轴承座与箱体配作安装孔的定位工装,用于代替原十字轴组件产品链接鳍箱的上、下轴承座的孔位,进行轴承座安装孔位的配作加工。
[0006]
为了解决上述技术问题,本实用新型采用了如下的技术方案:
[0007]
一种船用轴承座与箱体配作安装孔的定位工装,包括上板、下板、圆环立柱、压板、吊环支撑和吊环;所述上板、下板和压板均为带孔圆盘,所述上板和下板分别同轴固定在所述圆环立柱的上端和下端,所述上板与鳍箱的上孔匹配,所述下板与下轴承座的内孔匹配,所述压板固定安装在所述上板上端,所述压板通过螺栓与鳍箱的上端固定连接,所述吊环支撑固定安装在所述压板上,所述吊环固定安装在所述吊环支撑上。
[0008]
这样,在使用时,首先将下板、上板、环形立柱、压板、吊环支撑和吊环固定连接,之后将轴承座放置在鳍箱内,再通过鳍箱的上孔将定位工装放置在鳍箱内,上板与鳍箱的上孔匹配,上板和压板形成法兰面,通过压板上的孔与鳍箱通过螺栓连接,下板间隙配合在下轴承座的内孔中,完成定位工装的安装,之后利用打孔工具对下轴承座和鳍箱进行配作安装孔的配作加工。
[0009]
其中,所述上板和下板与所述圆环立柱焊接连接。方便生产加工制造。
[0010]
其中,还包括若干第一筋板和若干第二筋板,所述上板与圆环立柱之间通过第一
筋板固定连接;所述下板与圆环立柱之间通过第二筋板固定连接。提高连接强度。
[0011]
其中,所述第一筋板和第二筋板沿所述圆环立柱间隔均布设置。
[0012]
其中,还包括第三筋板、第四筋板和第五筋板,所述第三筋板、第四筋板和第五筋板相互间隔120
°
固定安装在压板上。
[0013]
其中,所述第三筋板、第四筋板和第五筋板与所述压板焊接连接。方便生产加工制造。提高连接强度。
[0014]
其中,所述第三筋板、第四筋板和第五筋板的端部分别与吊环支撑固定连接。提高连接强度,可以更好的进行起吊。
[0015]
其中,所述第三筋板、第四筋板和第五筋板的端部分别与吊环支撑焊接连接。方便生产加工制造。
[0016]
本实用新型具有以下有益效果:
[0017]
1、结构简单,重量小,无繁杂的装拆过程,可大大提升加工前后的装拆及吊装效率;
[0018]
2、对产品对称设计不受左右之分限制,只需一套即可加工左右对称孔位;
[0019]
3、可降低使用原设计产品进行配作加工时对已成型产品的损坏率,减少经济损失;
[0020]
4、吊装重量大大减少,可有效降低一定的安全风险。
附图说明
[0021]
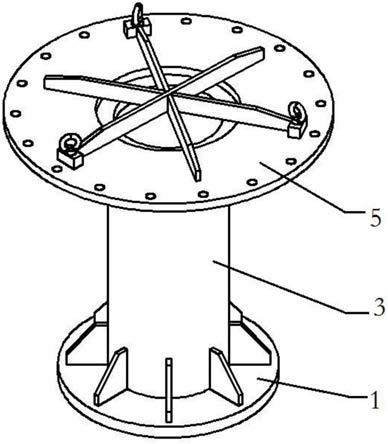
图1为本实用新型公开的一种船用轴承座与箱体配作安装孔的定位工装的立体示意图。
[0022]
图2为本实用新型公开的一种船用轴承座与箱体配作安装孔的定位工装与鳍箱配合安装的正面剖视图。
[0023]
图3为图2的a向视图。
具体实施方式
[0024]
下面结合附图对本实用新型作进一步的详细说明。在本实用新型的描述中,需要理解的是,方位词如“上、下”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
[0025]
如图1
‑
3所示,一种船用轴承座与箱体配作安装孔的定位工装,包括上板、下板、圆环立柱、压板、吊环支撑和吊环;所述上板、下板和压板均为带孔圆盘,所述上板和下板分别同轴固定在所述圆环立柱的上端和下端,所述上板与鳍箱的上孔匹配,所述下板与下轴承座的内孔匹配,所述压板固定安装在所述上板上端,所述压板通过螺栓与鳍箱的上端固定连接,所述吊环支撑固定安装在所述压板上,所述吊环固定安装在所述吊环支撑上。
[0026]
这样,在使用时,首先将下板、上板、环形立柱、压板、吊环支撑和吊环固定连接,之后将轴承座放置在鳍箱内,再通过鳍箱的上孔将定位工装放置在鳍箱内,上板与鳍箱的上
孔匹配,上板和压板形成法兰面,通过压板上的孔与鳍箱通过螺栓连接,下板间隙配合在下轴承座的内孔中,完成定位工装的安装,之后利用打孔工具对下轴承座和鳍箱进行配作安装孔的配作加工。
[0027]
其中,所述上板和下板与所述圆环立柱焊接连接。方便生产加工制造。
[0028]
其中,还包括若干第一筋板和若干第二筋板,所述上板与圆环立柱之间通过第一筋板固定连接;所述下板与圆环立柱之间通过第二筋板固定连接。提高连接强度。
[0029]
其中,所述第一筋板和第二筋板沿所述圆环立柱间隔均布设置。
[0030]
其中,还包括第三筋板、第四筋板和第五筋板,所述第三筋板、第四筋板和第五筋板相互间隔120
°
固定安装在压板上。
[0031]
其中,所述第三筋板、第四筋板和第五筋板与所述压板焊接连接。方便生产加工制造。提高连接强度。
[0032]
其中,所述第三筋板、第四筋板和第五筋板的端部分别与吊环支撑固定连接。提高连接强度,可以更好的进行起吊。
[0033]
其中,所述第三筋板、第四筋板和第五筋板的端部分别与吊环支撑焊接连接。方便生产加工制造。
[0034]
原理:
[0035]
这样,在使用时,首先将下板、上板、环形立柱、压板、吊环支撑和吊环固定连接,之后将轴承座放置在鳍箱内,再通过鳍箱的上孔将定位工装放置在鳍箱内,上板与鳍箱的上孔匹配,上板和压板形成法兰面,通过压板上的孔与鳍箱通过螺栓连接,下板间隙配合在下轴承座的内孔中,完成定位工装的安装,之后利用打孔工具对下轴承座和鳍箱进行配作安装孔的配作加工。
[0036]
利用本定位工装,替代原设计产品(十字轴组件)连接鳍箱的上、下轴承座的孔位,进行轴承座安装孔位的配作加工,产品不分左右对称设计均能使用。既能保证上、下孔位的同轴度要求,同时可减少十字轴组件繁琐的零部件装拆,提升配作加工效率,避免已成型产品损坏的风险,减少不必要的经济损失并降低一定的安全风险。
[0037]
具体的,所述定位工装在各零部件组焊完成后,对下板、上板进行整体加工,以保证上、下板的同轴度,以及上、下板的端面与圆环立柱轴线的垂直度。
[0038]
本定位工装,结构简单,体积小,重量轻,无繁杂装配过程。相比于采用原装产品进行配作加工,可降低使用成型产品的损坏率,减少吊装重量,去除冗余的装配流程,节省了加工时间,大大提升加工效率,对于左右对称设计的产品不受限制,更适用于批量生产。
[0039]
最后应说明的是:本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等统计数的范围之内,则本实用新型也意图包含这些改动和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1