一种机电式钻杆检修作业线的制作方法
1.本实用新型涉及石油工业技术领域,具体为一种机电式钻杆检修作业线。
背景技术:
2.钻杆是石油钻井作业中使用的关键钻具设备,在石油钻井中具有十分重要的作用。由于钻井作业情况复杂多变,钻杆应能够承受巨大的内外压、扭曲、弯曲和振动,钻杆投用不当或存在缺陷,容易产生刺漏、脱扣、断扣,从而引发卡钻、埋钻等井下作业事故,甚至造成整口井报废。在油气开采过程中,钻杆必须通过检修合格后可以多次重复使用。目前国内油田对于钻杆检修多为不连续生产作业模式,配套设施简单,人工操作强度大,检修效率低下,且检修质量难以保证,长期投用存在潜在风险。
技术实现要素:
3.本实用新型的目的在于提供一种机电式钻杆检修作业线,具备快速疏通钻杆水眼,高效实现螺纹修复和接头喷焊耐磨带,且有效降低生产作业中的噪声,减轻劳动强度,提高检修质量和效率,解决了背景技术中提出的问题。
4.为了实现上述目的,本实用新型提供的技术方案是:
5.一种机电式钻杆检修作业线,包括本体;所述本体的一侧设置有上料管架;所述上料管架的一端横向设置有钻杆液压矫直机;钻杆液压矫直机的一端横向设置有钻杆水眼通径管架,所述钻杆水眼通径管架的侧向设置有钻杆通径机;所述钻杆水眼通径管架的一端横向设置有全自动钻杆漏磁探伤机;所述全自动钻杆漏磁探伤机的出料端连接有钻杆主传输线,钻杆主传输线的前段一侧设置有钻杆螺纹修复设备;所述钻杆螺纹修复设备包括第一钻杆螺纹修复上料管架;所述第一钻杆螺纹修复上料管架一端设置有第一钻杆螺纹加工定位装置;所述第一钻杆螺纹加工定位装置连接有第一数控管螺纹车床;所述钻杆主传输线的前段另一侧设置有第一钻杆接头喷焊上料管架,所述第一钻杆接头喷焊上料管架一端设置有第一钻杆接头喷焊传输线,所述第一钻杆接头喷焊传输线后端连接钻杆接头喷焊设备;所述钻杆接头喷焊设备包括第一钻杆接头喷焊定位装置,所述第一钻杆接头喷焊定位装置一端横向设置第二钻杆接头喷焊下料管架,且与第一钻杆接头等离子喷焊机连接;所述第二钻杆接头喷焊下料管架与所述钻杆主传输线中段衔接;所述钻杆主传输线的后段一侧设置有钻杆修复成品下料管架,另一侧设置有钻杆不合格品下料管架。
6.优选的,所述钻杆螺纹修复设备为双列设置,与所述第一钻杆螺纹修复上料管架、第一钻杆螺纹加工定位装置和第一数控管螺纹车床横向并排设置有第二钻杆螺纹修复上料管架、第二钻杆螺纹加工定位装置和第二数控管螺纹车床;所述第二钻杆螺纹加工定位装置、第二数控管螺纹车床与所述第一钻杆螺纹加工定位装置、第一数控管螺纹车床相对设置;所述第二钻杆螺纹加工定位装置与第二数控管螺纹车床连接。
7.优选的,所述钻杆接头喷焊设备为双列设置,所述第一钻杆接头喷焊定位装置、第一钻杆接头等离子喷焊机和第二钻杆接头喷焊下料管架横向并排设置有第二钻杆接头喷
焊定位装置、第二钻杆接头等离子喷焊机和第一钻杆接头喷焊下料管架;所述第二钻杆接头喷焊下料管架与所述钻杆主传输线的中段衔接。
8.优选的,所述钻杆水眼通径管架内部设置有钻杆对中夹紧机构,所述钻杆对中夹紧机构一端设置有颜色标记筒。
9.优选的,所述钻杆不合格品下料管架内部设置有第一防撞降噪传送机构,所述第一防撞降噪传送机构内部均匀设置有第一v型托槽。
10.优选的,所述钻杆修复成品下料管架内部设置有第二防撞降噪传送机构,所述第二防撞降噪传送机构内部均匀设置有第二v型托槽,所述第二防撞降噪传送机构一端横向设置有钻杆成品打包管架,所述钻杆成品打包管架一端设置有钻杆成品打包机。
11.与现有技术相比,本实用新型的有益效果为:
12.1.本实用新型通过钻杆水眼通径管架内部设置的钻杆对中夹紧机构作用,可使钻杆与钻杆通径机对齐并夹紧固定,同时发送控制信号至钻杆通径机控制系统,自动完成水眼通径操作;对于通径检测不合格的钻杆,通过颜色标记筒打上水眼不合格色标,有水眼不合格色标的钻杆可通过钻杆主传输线直接传送到钻杆不合格品下料管架,从而简化了钻杆的前端作业工序,提高了检修效率。
13.2.本实用新型通过设置双列的钻杆螺纹修复设备和钻杆接头喷焊设备,钻杆螺纹加工定位装置、钻杆接头喷焊定位装置分别配合数控管螺纹车床和钻杆接头等离子喷焊机,可以实现钻杆自动上料、进料、定位、螺纹加工、接头喷焊耐磨带、出料、下料全过程,不仅提高了钻杆螺纹修复和接头喷焊耐磨带的机械化、自动化程度,而且双列设备可以同时操作,有效提高了检修质量和工作效率。
14.3.通过配合管架设置的防撞降噪传送机构,有效降低生产作业中的噪声,同时可实现钻杆检修成品在线打包,改善作业环境,钻杆堆放规范有序,提高精细化管理水平。
附图说明
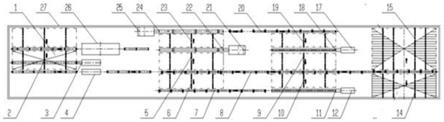
15.图1为本实用新型的俯视剖面结构示意图;
16.图2为本实用新型的钻杆水眼通径管架俯视剖面结构示意图;
17.图3为本实用新型的钻杆不合格品下料管架俯视剖面结构示意图;
18.图4为本实用新型的钻杆修复成品下料管架俯视剖面结构示意图。
19.图中:1上料管架;2钻杆水眼通径管架,201钻杆对中夹紧机构,202颜色标记筒;3钻杆通径机;4全自动钻杆漏磁探伤机;5第一钻杆螺纹修复上料管架;6第一钻杆接头喷焊上料管架;7第一钻杆接头喷焊传输线;8 钻杆主传输线;9第一钻杆接头喷焊下料管架;10第二钻杆接头喷焊下料管架;11第一钻杆接头喷焊定位装置;12第一钻杆接头等离子喷焊机;14 钻杆不合格品下料管架,141第一防撞降噪传送机构,142第一v型托槽; 15钻杆修复成品下料管架,151第二防撞降噪传送机构,152第二v型托槽,153钻杆成品打包管架,154钻杆成品打包机;17第二钻杆接头等离子喷焊机;18第二钻杆接头喷焊定位装置;19第二钻杆接头喷焊上料管架; 20第二钻杆接头喷焊传输线;21第一数控管螺纹车床;22第一钻杆螺纹加工定位装置;23第二钻杆螺纹修复上料管架;24第二钻杆螺纹加工定位装置;25第二数控管螺纹车床;26钻杆液压矫直机;27本体。
具体实施方式
20.如图1所示,一种机电式钻杆检修作业线,包括本体27;所述本体27 的一侧设置有上料管架1;所述上料管架1的一端横向设置有钻杆液压矫直机26;钻杆液压矫直机26的一端横向设置有钻杆水眼通径管架2,所述钻杆水眼通径管架2的侧向设置有钻杆通径机3;所述钻杆水眼通径管架2的一端横向设置有全自动钻杆漏磁探伤机4,完成通径检测的钻杆通过全自动钻杆漏磁探伤机4控制系统,实现自动上线、检测、出料;所述全自动钻杆漏磁探伤机4的出料端连接有钻杆主传输线8,钻杆主传输线8的前段一侧设置有钻杆螺纹修复设备;所述钻杆螺纹修复设备包括第一钻杆螺纹修复上料管架5;所述第一钻杆螺纹修复上料管架5一端设置有第一钻杆螺纹加工定位装置22;所述第一钻杆螺纹加工定位装置22连接有第一数控管螺纹车床21;所述钻杆主传输线8的前段另一侧设置有第一钻杆接头喷焊上料管架6,所述第一钻杆接头喷焊上料管架6一端设置有第一钻杆接头喷焊传输线7,所述第一钻杆接头喷焊传输线7后端连接钻杆接头喷焊设备;所述钻杆接头喷焊设备包括第一钻杆接头喷焊定位装置11,所述第一钻杆接头喷焊定位装置11一端横向设置第二钻杆接头喷焊下料管架10,且与第一钻杆接头等离子喷焊机12连接;所述第二钻杆接头喷焊下料管架10与所述钻杆主传输线8中段衔接;所述钻杆主传输线8的后段一侧设置有钻杆修复成品下料管架15,另一侧设置有钻杆不合格品下料管架14。
21.优选的,所述钻杆螺纹修复设备为双列设置,与所述第一钻杆螺纹修复上料管架5、第一钻杆螺纹加工定位装置22和第一数控管螺纹车床21横向并排设置有第二钻杆螺纹修复上料管架23、第二钻杆螺纹加工定位装置 24和第二数控管螺纹车床25;所述第二钻杆螺纹加工定位装置24、第二数控管螺纹车床25与所述第一钻杆螺纹加工定位装置22、第一数控管螺纹车床21相对设置;所述第二钻杆螺纹加工定位装置24与第二数控管螺纹车床25连接。有螺纹损伤色标的钻杆通过钻杆主传输线8传送到第一钻杆螺纹修复上料管架5或第二钻杆螺纹修复上料管架23,由第一数控管螺纹车床21或第二数控管螺纹车床25控制系统实现自动上料。第一钻杆螺纹加工定位装置22、第二钻杆螺纹加工定位装置24分别配合第一数控管螺纹车床21、第二数控管螺纹车床25,进而实现钻杆自动上料、进料、定位、螺纹加工、出料、下料全过程,提高了钻杆螺纹修复的机械化、自动化程度,而且双列设备可以同时操作,有效提高了检修质量和工作效率。
22.优选的,所述钻杆接头喷焊设备为双列设置,所述第一钻杆接头喷焊定位装置11、第一钻杆接头等离子喷焊机12和第二钻杆接头喷焊下料管架 10横向并排设置有第二钻杆接头喷焊定位装置18、第二钻杆接头等离子喷焊机17和第一钻杆接头喷焊下料管架9;所述第二钻杆接头喷焊下料管架 10与所述钻杆主传输线8的中段衔接。第一钻杆接头喷焊定位装置11、第二钻杆接头喷焊定位装置18分别配合第一钻杆接头等离子喷焊机12、第二钻杆接头等离子喷焊机17,可以实现钻杆自动上料、进料、定位、接头喷焊耐磨带、出料、下料全过程,提高了钻杆接头喷焊耐磨带的机械化、自动化程度,而且双列设备可以同时操作,有效提高了检修质量和工作效率。
23.优选的,所述钻杆水眼通径管架2内部设置有钻杆对中夹紧机构201,所述钻杆对中夹紧机构201一端设置有颜色标记筒202。通过钻杆水眼通径管架2内部设置的钻杆对中夹紧机构201作用,可使钻杆与钻杆通径机3 对齐并夹紧固定,同时发送控制信号至钻杆通径机3控制系统,自动完成水眼通径操作;对于通径检测不合格的钻杆,通过颜色标记筒202
打上水眼不合格色标,有水眼不合格色标的钻杆可通过钻杆主传输线8直接传送到钻杆不合格品下料管架14;对于目测分拣发现钻杆螺纹损伤的,通过颜色标记筒202打上螺纹损伤色标,有螺纹损伤色标的钻杆可通过钻杆主传输线8传送到钻杆螺纹修复上料管架5,从而简化了钻杆的前端作业工序,提高了检修效率。
24.优选的,所述钻杆不合格品下料管架14内部设置有第一防撞降噪传送机构141,所述第一防撞降噪传送机构141内部均匀设置有第一v型托槽 142。
25.优选的,所述钻杆修复成品下料管架15内部设置有第二防撞降噪传送机构151,所述第二防撞降噪传送机构151内部均匀设置有第二v型托槽 152,所述第二防撞降噪传送机构151一端横向设置有钻杆成品打包管架153,所述钻杆成品打包管架153一端设置有钻杆成品打包机154。通过配合管架设置的防撞降噪传送机构,有效降低生产作业中的噪声,同时可实现钻杆检修成品在线打包,改善作业环境,钻杆堆放规范有序,提高精细化管理水平。
26.本实用新型中使用的装置设备均设有独立的操作控制室或操作台,用于工艺装置及相关辅助设备系统的仪表和电气控制,各装置设备之间的衔接操作按照就近原则归属于相关控制室或操作台进行控制。探伤操作间配置计算机系统通过人机界面进行工艺过程控制,操作系统为自动/手动双模式。各装置设备的操作系统相互独立,并通过钻杆传输线等辅助输送装置相互关联,使得钻杆检修能够实现集中、连续生产作业。
27.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1