汽车后尾灯安装总成焊接工装的制作方法
1.本实用新型属于夹具技术领域,具体地说,本实用新型涉及一种汽车后尾灯安装总成焊接工装。
背景技术:
2.汽车后尾灯安装总成用于安装汽车的后尾灯,汽车后尾灯安装总成是由安装板本体、第一支架和第二支架构成。作为汽车上的钣金件,组成汽车后尾灯安装总成的安装板本体与第一支架和第二支架需进行焊接加工,实现连接,在焊接时需通过焊接夹具对安装板本体、第一支架和第二支架构成进行装夹。现有的焊接夹具,结构复杂,操作不方便,不能实现安装板本体、第一支架和第二支架构成的精确定位,导致影响焊接后的产品质量,容易将板件造成报废,而且生产效率低。
技术实现要素:
3.本实用新型提供一种汽车后尾灯安装总成焊接工装,目的是提高焊接后的汽车后尾灯安装总成的产品质量。
4.为了实现上述目的,本实用新型采取的技术方案为:汽车后尾灯安装总成焊接工装,包括底座、三坐标测量仪、用于夹紧安装板本体的第一夹紧装置和第二夹紧装置、用于夹紧第一支架的第三夹紧装置、用于夹紧安装板本体和第二支架的第四夹紧装置以及设置于第二夹紧装置上且用于对安装板本体进行定位的定位装置,三坐标测量仪、第一夹紧装置、第二夹紧装置、第三夹紧装置和第四夹紧装置设置于底座上。
5.所述第一夹紧装置包括第一夹紧支架、第一夹紧臂、设置于第一夹紧支架上且用于控制第一夹紧臂进行旋转的第一驱动器、设置于第一夹紧臂上的第一上夹块和设置于第一夹紧支架上且与第一上夹块相配合以夹紧安装板本体的第一下夹块,第一夹紧臂的旋转中心线与第一方向相平行。
6.所述第一夹紧装置还包括设置于所述第一夹紧支架上的第一托座和竖直设置于第一托座上的第一定位销,第一定位销和所述第一下夹块处于与第一方向相平行的同一直线上。
7.所述第二夹紧装置包括第二夹紧支架、第二夹紧臂、设置于第二夹紧支架上且用于控制第二夹紧臂进行旋转的第二驱动器、设置于第二夹紧臂上的第二上夹块和设置于第二夹紧支架上且与第二上夹块相配合以夹紧安装板本体的第二下夹块,第二夹紧臂的旋转中心线与第二方向相平行,第二方向与第一方向相垂直。
8.所述第二夹紧装置还包括辅助支架,所述第二下夹块和所述第二上夹块均设置多个,辅助支架上设置一个第二下夹块。
9.所述定位装置包括设置于所述第二夹紧支架上的第一定位气缸、与第一定位气缸连接的第一定位座和设置于第一定位座上的第二定位销,安装板板本体具有让第二定位销插入的定位孔,第一定位座上设置与所述第二上夹块相配合以夹紧安装板本体的辅助下夹
块。
10.所述第三夹紧装置包括第三夹紧支架、设置于第三夹紧支架上的第二定位气缸、与第二定位气缸连接的第二定位座、设置于第二定位座上的第三定位销、与第三夹紧支架转动连接的第三夹紧臂、设置于第三夹紧支架上且用于控制第三夹紧臂进行旋转的第三驱动器、设置于第三夹紧臂上的外夹块和设置于第二定位座上且用于与外夹块相配合以夹紧第一支架的内夹块,第一支架具有让第三定位销插入的定位孔。
11.所述第四夹紧装置包括第四夹紧支架、第四夹紧臂、设置于第四夹紧支架上且用于控制第四夹紧臂进行旋转的第四驱动器、设置于第四夹紧臂上的第四上夹块、设置于第四夹紧支架上且与第四上夹块相配合以夹紧安装板本体和第二支架的第四下夹块、设置于第四夹紧支架上的第四定位气缸、与第四定位气缸连接的第四定位座以及设置于第四定位座上的第四定位销,安装板板本体和第二支架具有让第四定位销插入的定位孔。
12.本实用新型的汽车后尾灯安装总成焊接工装,通过设置夹紧装置和三坐标测量仪、定位装置的配合,共同夹紧汽车后尾灯安装总成的各个部件,确保各个部件定位精确,提高了装夹效率,提高了焊接后的汽车后尾灯安装总成的产品质量。
附图说明
13.本说明书包括以下附图,所示内容分别是:
14.图1是本实用新型汽车后尾灯安装总成焊接工装的结构示意图;
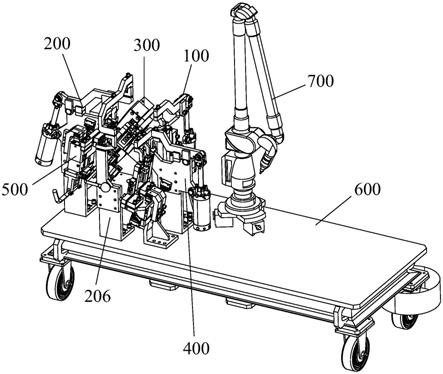
15.图2是本实用新型汽车后尾灯安装总成焊接工装的使用状态示意图;
16.图3是汽车后尾灯安装总成的结构示意图;
17.图4是第一夹紧装置的结构示意图;
18.图5是第二夹紧装置的结构示意图;
19.图6是第三夹紧装置的结构示意图;
20.图7是第四夹紧装置的结构示意图;
21.图中标记为:100、第一夹紧装置;101、第一夹紧支架;102、第一夹紧臂102;103、第一驱动器;104、第一上夹块;105、第一下夹块;106、第一定位销;107、第一托座;200、第二夹紧装置;201、第二夹紧支架;202、第二夹紧臂;203、第二驱动器;204、第二上夹块;205、第二下夹块;206、辅助支架;300、第三夹紧装置;301、第三夹紧支架;302、第二定位气缸;303、第二定位座;304、第三定位销;305、第三驱动器;306、外夹块;307、内夹块;308、第三夹紧臂;400、第四夹紧装置;401、第四夹紧支架;402、第四夹紧臂;403、第四驱动器;404、第四上夹块;405、第四下夹块;406、第四定位气缸;407、第四定位座;408、第四定位销;500、定位装置;501、第一定位气缸;502、第一定位座;503、第二定位销;504、辅助下夹块;600、底座;700、三坐标测量仪;800、安装板本体;900、第一支架;1000、第二支架。
具体实施方式
22.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本实用新型的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
23.如图1至图7所示,本实用新型提供了一种汽车后尾灯安装总成焊接工装,包括底
座600、三坐标测量仪700、用于夹紧安装板本体800的第一夹紧装置100和第二夹紧装置200、用于夹紧第一支架900的第三夹紧装置300、用于夹紧安装板本体800和第二支架1000的第四夹紧装置400以及设置于第二夹紧装置200上且用于对安装板本体800进行定位的定位装置500,三坐标测量仪700、第一夹紧装置100、第二夹紧装置200、第三夹紧装置300和第四夹紧装置400设置于底座600上。
24.具体地说,如图1至图3所示,汽车后尾灯安装总成是由安装板本体800、第一支架900和第二支架1000构成,第一支架900和第二支架1000与安装板本体800为焊接连接。在焊接时需通过焊接工装对第一支架900、第二支架1000和安装板本体800进行装夹和定位,并将第一支架900和第二支架1000与安装板本体800进行焊接。三坐标测量仪700可以确保第一支架900、第二支架1000和安装板本体800的定位更为精确,三坐标测量仪700是用于检测第一支架900、第二支架1000和安装板本体800的位置,三坐标测量仪700并将检测结果发送至控制系统。底座600为水平设置,底座600具有一定的宽度和长度,底座600的长度方向与第一方向相平行,底座600的宽度方向与第二方向相平行,第一方向和第二方向均为水平方向且第一方向和第二方向相垂直。
25.如图1至图4所示,第一夹紧装置100包括第一夹紧支架101、第一夹紧臂102、设置于第一夹紧支架101上且用于控制第一夹紧臂102进行旋转的第一驱动器103、设置于第一夹紧臂102上的第一上夹块104和设置于第一夹紧支架101上且与第一上夹块104相配合以夹紧安装板本体800的第一下夹块105,第一夹紧臂102的旋转中心线与第一方向相平行。第一夹紧支架101竖直设置于底座600上,第一夹紧支架101的下端与底座600固定连接。第一驱动器103设置在第一夹紧支架101上,第一驱动器103用于控制第一夹紧臂102上下旋转,第一驱动器103为气缸,第一上夹块104固定设置在第一夹紧臂102上,第一上夹块104用于与安装板本体800的一个侧壁接触,第一下夹块105和固定设置在第一夹紧支架101上,第一下夹块105用于与安装板本体800的一个侧壁接触。在夹紧状态时,第一上夹块104与第一下夹块105配合夹紧安装板本体800,第一上夹块104位于安装板本体800的上方,第一下夹块105位于安装板本体800的下方。第一夹紧臂102与第一夹紧支架101转动连接,第一夹紧臂102的一端与第一驱动器103的上端转动连接,第一上夹块104固定设置在第一夹紧臂102的另一端,第一驱动器103用于驱动第一夹紧臂102进行上下旋转。
26.如图1至图4所示,第一夹紧装置100还包括设置于第一夹紧支架101上的第一托座107和竖直设置于第一托座107上的第一定位销106,第一定位销106和第一下夹块105处于与第一方向相平行的同一直线上。第一托座107与第一夹紧支架101固定连接,第一定位销106与第一托座107固定连接,第一定位销106为圆柱销,第一下夹块105与第一夹紧支架101固定连接,第一定位销106用于对安装板本体800进行定位。
27.如图1至图3和图5所示,第二夹紧装置200包括第二夹紧支架201、第二夹紧臂202、设置于第二夹紧支架201上且用于控制第二夹紧臂202进行旋转的第二驱动器203、设置于第二夹紧臂202上的第二上夹块204和设置于第二夹紧支架201上且与第二上夹块204相配合以夹紧安装板本体800的第二下夹块205,第二夹紧臂202的旋转中心线与第二方向相平行,第二方向与第一方向相垂直。第二夹紧支架201竖直设置于底座600上,第二夹紧支架201的下端与底座600固定连接。第二驱动器203设置在第二夹紧支架201上,第二驱动器203用于控制第二夹紧臂202上下旋转,第二驱动器203为气缸,第二上夹块204固定设置在第二
夹紧臂202上,第二上夹块204用于与安装板本体800的一个侧壁接触,第二下夹块205固定设置在第二夹紧支架201上,第二下夹块205用于与安装板本体800的一个侧壁接触。在夹紧状态时,第一上夹块104与第一下夹块105配合夹紧安装板本体800的第一端,第二上夹块204与第二下夹块205配合夹紧安装板本体800的第二端,第二上夹块204位于安装板本体800的上方,第二下夹块205位于安装板本体800的下方。第二夹紧臂202与第二夹紧支架201转动连接,第二夹紧臂202的一端与第二驱动器203的上端转动连接,第二上夹块204固定设置在第二夹紧臂202的另一端,第二驱动器203用于驱动第二夹紧臂202进行上下旋转。
28.如图1至图3和图5所示,第二夹紧装置200还包括辅助支架206,辅助支架206竖直设置于底座600上,辅助支架206与第三夹紧装置300处于与第二方向相平行的同一直线上,第二下夹块205和第二上夹块204均设置多个,辅助支架206上设置一个第二下夹块205,各个第二上夹块204分别与一个第二下夹块205相配合,在安装板本体800的一个部位处夹紧安装板本体800,相邻两个第二上夹块204之间具有一定的距离,确保安装板本体800夹紧牢固,避免安装板本体800产生变形。
29.如图1至图3和图5所示,定位装置500包括设置于第二夹紧支架201上的第一定位气缸501、与第一定位气缸501连接的第一定位座502和设置于第一定位座502上的第二定位销503,安装板板本体具有让第二定位销503插入的定位孔,第一定位座502上设置与第二上夹块204相配合以夹紧安装板本体800的辅助下夹块504。第二定位销503为倾斜设置,第二定位销503为圆柱销,第二定位销503的轴线与第一方向之间具有夹角且该夹角为锐角,第二定位销503的轴线并与第二方向相垂直。第一定位气缸501为可伸缩的气缸,第一定位气缸501为倾斜设置,第一定位气缸501的伸缩方向与第二定位销503相平行。第一定位气缸501位于第二夹紧臂202的下方,第一定位气缸501与第二夹紧支架201固定连接,第一定位座502与第一定位气缸501的活塞杆固定连接,第二定位销503与第一定位座502固定连接。第一定位气缸501伸长,使第二定位销503插入安装板本体800上的定位孔中,实现安装板本体800的准确定位和固定。辅助下夹块504固定设置在第一定位座502的上端,辅助下夹块504具有让第二定位销503穿过的通孔,辅助下夹块504与一个第二上夹块204相配合,夹紧安装板本体800,辅助下夹块504位于安装板本体800的下方。
30.如图1至图3和图6所示,第三夹紧装置300包括第三夹紧支架301、设置于第三夹紧支架301上的第二定位气缸302、与第二定位气缸302连接的第二定位座303、设置于第二定位座303上的第三定位销304、与第三夹紧支架301转动连接的第三夹紧臂308、设置于第三夹紧支架301上且用于控制第三夹紧臂308进行旋转的第三驱动器305、设置于第三夹紧臂308上的外夹块306和设置于第二定位座303上且用于与外夹块306相配合以夹紧第一支架900的内夹块307,第一支架900具有让第三定位销304插入的定位孔。第三夹紧支架301竖直设置于底座600上,第三夹紧支架301的下端与底座600固定连接。第三驱动器305设置在第三夹紧支架301上,第三驱动器305用于控制第三夹紧臂308进行旋转,第三驱动器305为气缸,外夹块306固定设置在第三夹紧臂308上,外夹块306用于与第一支架900接触,内夹块307固定设置在第二定位座303上,内夹块307用于与第一支架900接触。在夹紧状态时,外夹块306与内夹块307配合夹紧第一支架900,外夹块306和内夹块307分别位于第一支架900的相对两侧,实现第一支架900的固定,第一支架900位于安装板本体800的下方,第一支架900的上端与安装板本体800相接触,加工时需对第一支架900的上端与安装板本体800进行焊
接。第三夹紧臂308与第三夹紧支架301转动连接,第三夹紧臂308的一端与第三驱动器305的上端转动连接,外夹块306固定设置在第三夹紧臂308的另一端。第三夹紧臂308的旋转中心线与第一方向之间具有夹角且该夹角为锐角,第三夹紧臂308的旋转中心线并与第二方向相垂直。第三定位销304为水平设置,第三定位销304为圆柱销,第三定位销304的轴线与第二方向相平行。第一定位气缸501为可伸缩的气缸,第二定位气缸302为水平设置,第二定位气缸302的伸缩方向与第三定位销304相平行。第二定位气缸302与辅助支架206处于与第二方向相平行的同一直线上,第三夹紧支架301与第一夹紧支架101处于与第一方向相平行的同一直线上,第二定位气缸302与第三夹紧支架301固定连接,第二定位座303与第二定位气缸302的活塞杆固定连接,第三定位销304与第二定位座303固定连接。第二定位气缸302伸长,使第三定位销304插入第一支架900上的定位孔中,实现第一支架900的准确定位和固定。内夹块307固定设置在第二定位座303上,内夹块307具有让第三定位销304穿过的通孔,内夹块307与外夹块306相配合,夹紧第一支架900,内夹块307并具有让第一支架900嵌入的定位槽,定位槽的形状与第一支架900的形状相匹配,确保第一支架900位置摆放准确。
31.如图1至图3和图7所示,第四夹紧装置400包括第四夹紧支架401、第四夹紧臂402、设置于第四夹紧支架401上且用于控制第四夹紧臂402进行旋转的第四驱动器403、设置于第四夹紧臂402上的第四上夹块404、设置于第四夹紧支架401上且与第四上夹块404相配合以夹紧安装板本体800和第二支架1000的第四下夹块405、设置于第四夹紧支架401上的第四定位气缸406、与第四定位气缸406连接的第四定位座407以及设置于第四定位座407上的第四定位销408,安装板板本体和第二支架1000具有让第四定位销408插入的定位孔。第四夹紧支架401竖直设置于底座600上,第四夹紧支架401与第二夹紧支架201处于与第一方向相平行的同一直线上,第四夹紧支架401的下端与底座600固定连接。第四驱动器403设置在第四夹紧支架401上,第四驱动器403用于控制第四夹紧臂402上下旋转,第四驱动器403为气缸,第四上夹块404固定设置在第四夹紧臂402上。在夹紧状态时,第四上夹块404位于安装板本体800的上方,第四下夹块405位于安装板本体800的下方。第四夹紧臂402与第四夹紧支架401转动连接,第四夹紧臂402的一端与第四驱动器403的上端转动连接,第四上夹块404固定设置在第四夹紧臂402的另一端,第四驱动器403用于驱动第四夹紧臂402进行上下旋转。第四定位销408为竖直设置,第四定位销408为圆柱销,第四定位销408的轴线与第一方向和第二方向相垂直。第四定位气缸406为可伸缩的气缸,第四定位气缸406为竖直设置。第四定位气缸406位于第四夹紧臂402的下方,第四定位气缸406与第四夹紧支架401固定连接,第四定位座407与第四定位气缸406的活塞杆固定连接,第四定位销408与第四定位座407固定连接。第四定位气缸406伸长,使第四定位销408插入安装板本体800和第二支架1000上的定位孔中,实现第二支架1000在安装板本体800上的准确定位。第四上夹块404和第四下夹块405均设置多个,其中一个第四上夹块404与一个第四下夹块405相配合,夹紧安装板本体800,该第四下夹块405固定设置在第四夹紧支架401上;其余的第四下夹块405固定设置在第四定位座407上,该第四下夹块405分别与一个第四上夹块404相配合,夹紧第二支架1000和安装板本体800,第二支架1000位于安装板本体800的上方,第四下夹块405位于安装板本体800的下方,第四上夹块404位于第二支架1000的上方。
32.如图1至图3和图7所示,在本实施例中,第四定位销408设置两个,两个第四定位销408处于与第二方向相平行的同一直线上。
33.以上结合附图对本实用新型进行了示例性描述。显然,本实用新型具体实现并不受上述方式的限制。只要是采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本实用新型的上述构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1