一种工件定位夹具的制作方法
1.本实用新型一种工件定位夹具涉及的是一种用于对圆形工件进行定位装夹的夹具。
背景技术:
2.在汽车发动机中,柱塞套是一种重要的部件,在加工柱塞套的过程中,需要对柱塞套进行精确定位,然后进行铰孔加工,现有的柱塞套加工,往往是利用卡盘夹取柱塞套毛胚件,然后利用铰刀进行加工,这一方面存在着定位困难,定位精度不高的问题,另一方面,其加工效率也不高,所以有必要设计出一种新的设备来满足实际的生产需求。
技术实现要素:
3.本实用新型有鉴于此,提供了一种工件定位夹具,能够快速准确地完成柱塞套的定位,方便铰刀进行后续铰孔加工,具有良好的使用效果。
4.一种工件定位夹具,具有台阶状的圆柱体的夹具体,夹具体上由前至后分别为台阶一、台阶二、台阶三、台阶四和台阶五;其中台阶一的直径小于台阶二,台阶二至台阶五的直径依次减小;其中台阶四全段和台阶五的后半段上具有外螺纹;在台阶四或台阶五上能够螺旋连接有定位螺帽。
5.所述的定位螺帽为中空的圆柱体,在定位螺帽内壁的后端具有与台阶四或台阶五外螺纹相配合的内螺纹,在定位螺帽的前半段开设有用于装卸柱塞套的贯穿通道,在定位螺帽顶端的中心点处设置有定位孔,在定位孔内能够穿插有相配套的定位轴芯。
6.所述的定位轴芯横截面为t形,其中定位轴芯的前端为定位杆,后部为把手。
7.所述的定位螺帽表面具有渗碳层或渗氮层,能够更好地经受大批量柱塞套的定位装夹。
8.在使用时,通过台阶一将夹具体安装在加工设备上,根据加工柱塞套的规格,选定好相应规格的定位螺帽,将待加工的柱塞套放入定位螺帽内,再将放有柱塞套的定位螺帽旋接在台阶四或台阶五上,将定位轴芯插入定位螺帽上的定位孔内,看定位轴芯的定位杆有无准确地插入柱塞套内,在完成定位后,再利用铰刀设备对柱塞套上的孔洞进行铰孔加工。
9.本实用新型构思巧妙、结构简单、使用方便,具有良好的使用和推广价值。
附图说明
10.以下将结合附图对本实用新型作进一步说明:
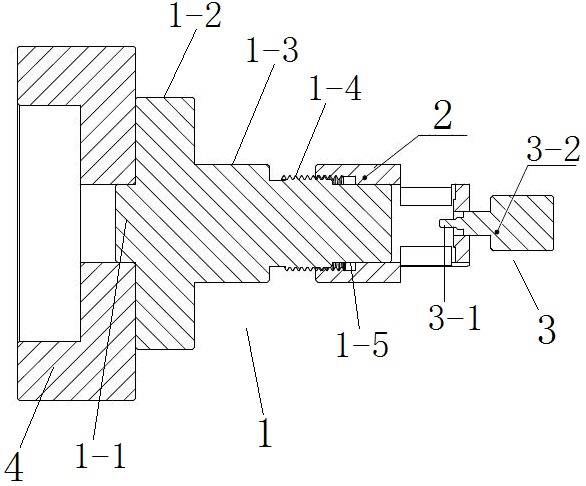
11.图1是本实用新型一种工件定位夹具的侧面剖视结构示意图。
12.图2是本实用新型一种工件定位夹具的主视结构示意图。
13.图3是本实用新型一种工件定位夹具的立体结构示意图(不含定位销)。
14.图4是本实用新型一种工件定位夹具进行定位加工的柱塞套的剖视结构示意图。
具体实施方式
15.参照附图1
‑
4,一种工件定位夹具,具有台阶状的圆柱体的夹具体1,夹具体1上由前至后分别为台阶一1
‑
1、台阶二1
‑
2、台阶三1
‑
3、台阶四1
‑
4和台阶五1
‑
5;其中台阶一1
‑
1的直径小于台阶二1
‑
2,台阶二1
‑
2至台阶五1
‑
5的直径依次减小;其中台阶四1
‑
4全段和台阶五1
‑
5的后半段上具有外螺纹;在台阶四1
‑
4或台阶五1
‑
5上能够螺旋连接有定位螺帽2。
16.所述的定位螺帽2为中空的圆柱体,在定位螺帽2内壁的后端具有与台阶四1
‑
4或台阶五1
‑
5外螺纹相配合的内螺纹,在定位螺帽2的前半段开设有用于装卸柱塞套的贯穿通道2
‑
1,在定位螺帽2顶端的中心点处设置有定位孔,在定位孔内能够穿插有相配套的定位轴芯3。
17.所述的定位轴芯3横截面为t形,其中定位轴芯3的前端为定位杆3
‑
1,后部为把手3
‑
2。
18.所述的定位螺帽2表面具有渗碳层或渗氮层,能够更好地经受大批量柱塞套的定位装夹。
19.在使用时,通过台阶一1
‑
1将夹具体1安装在加工设备4上,根据加工柱塞套的规格,选定好相应规格的定位螺帽2,将待加工的柱塞套放入定位螺帽2内,再将放有柱塞套的定位螺帽2旋接在台阶四1
‑
4或台阶五1
‑
5上,将定位轴芯3插入定位螺帽2上的定位孔内,看定位轴芯3的定位杆3
‑
1有无准确地插入柱塞套内,在完成定位后,再利用铰刀设备对柱塞套上的孔洞进行铰孔加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1