一种卷帘门加工用成型装置的制作方法
1.本实用新型属于卷帘门加工设备技术领域,尤其涉及一种卷帘门加工用成型装置。
背景技术:
2.卷帘门是以多关节活动的门片串联在一起,在固定的滑道内,以门上方卷轴为中心转动上下的门,卷帘门通常被广泛运用于店铺,卷帘门加工时需要将卷帘门板进行间断折弯,现有卷帘门加工用成型装置缺少导向组件,成型过程中容易出现偏斜的现象,降低成型装置的加工精度,为此,我们提出一种卷帘门加工用成型装置,以解决上述问题,且便于市场推广与应用。
3.现有卷帘门加工用成型装置缺少导向组件,成型过程中容易出现偏斜的现象,降低成型装置的加工精度的问题。
4.因此,发明一种卷帘门加工用成型装置显得非常必要。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供一种卷帘门加工用成型装置,以解决现有卷帘门加工用成型装置缺少导向组件,成型过程中容易出现偏斜的现象,降低成型装置的加工精度的问题。一种卷帘门加工用成型装置,包括工作台,支架,成型组件,模具组件,电控柜,plc控制器和导向柱,所述支架安装在工作台上方的外侧;所述成型组件安装在支架上方的中间位置,且成型组件的下端贯穿至支架内侧的上方;所述模具组件安装在工作台上方的中间位置;所述电控柜安装在支架一侧的下方,且电控柜通过导线与市电相连;所述plc控制器安装在支架另一侧的下方,且plc控制器通过导线与电控柜相连;所述导向柱采用四个,且导向柱安装在工作台的上方,该导向柱的上端与支架的内侧上方相连,其中导向柱采用方柱形。
6.优选的,所述成型组件包括液压机,推板,成型板,导向板和导向槽,所述液压机安装在支架上方的中间位置,且液压机的下端贯穿至支架内侧的上方;所述推板安装在液压机的下方;所述成型板采用多个,且成型板安装在推板的下方;所述导向板安装在液压机外侧的下方,且导向板位于推板的上方;所述导向槽采用四个,且导向槽开设在导向板的四角。
7.优选的,所述液压机通过导线分别与电控柜和plc控制器相连;所述成型板的尺寸与推板的尺寸匹配,且成型板在推板的下端均匀分布,该成型板等间距设置,其中成型板的横截面为等腰梯形;所述导向槽与导向柱对齐,且导向槽的尺寸与导向柱的尺寸匹配。
8.优选的,所述模具组件包括底板,安装板,模板和挡板,所述底板安装在工作台上方的中间位置;所述安装板安装在底板上方的中间位置;所述模板采用多个,且模板安装在安装板的上方;所述挡板采用两个,且挡板安装在安装板上方的两侧。
9.优选的,所述安装板与推板平行设置;所述模板的横截面为等腰梯形,且模板与成
型板之间对齐,该模板的尺寸与成型板的尺寸匹配,其中模板的尺寸与安装板的尺寸匹配;所述挡板位于推板的外侧。
10.与现有技术相比,本实用新型具有如下有益效果:
11.1.本实用新型的成型组件和导向柱的设置,使用时,plc控制器控制液压机通电运行,液压机推动推板和成型板向下移动,通过成型板将卷帘门板间断折弯,推板上下移动时,导向柱在导向槽内移动,导向柱对推板起到导向作用,避免推板出现偏斜的现象,提高成型装置的加工精度。
12.2.本实用新型的模具组件的设置,使用时,将卷帘门板放置在模板的上方,挡板对卷帘门板起到限位和阻挡作用,避免成型时卷帘门板出现向两侧窜动的现象,保证成型装置的加工效率。
附图说明
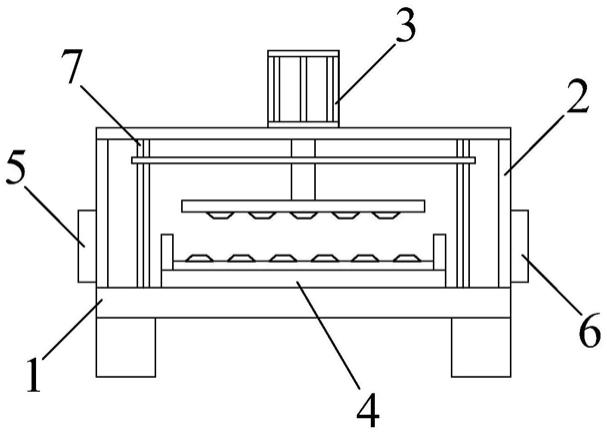
13.图1是本实用新型的结构示意图。
14.图2是本实用新型的成型组件的结构示意图。
15.图3是本实用新型的导向板和导向槽的结构示意图。
16.图4是本实用新型的模具组件的结构示意图。
17.图中:
[0018]1‑
工作台,2
‑
支架,3
‑
成型组件,31
‑
液压机,32
‑
推板,33
‑
成型板,34
‑ꢀ
导向板,35
‑
导向槽,4
‑
模具组件,41
‑
底板,42
‑
安装板,43
‑
模板,44
‑
挡板, 5
‑
电控柜,6
‑
plc控制器,7
‑
导向柱。
具体实施方式
[0019]
以下结合附图对本实用新型做进一步描述:
[0020]
实施例:
[0021]
如附图1至附图4所示
[0022]
本实用新型提供一种卷帘门加工用成型装置,包括工作台1,支架2,成型组件3,模具组件4,电控柜5,plc控制器6和导向柱7,支架2安装在工作台1上方的外侧;成型组件3安装在支架2上方的中间位置,且成型组件3 的下端贯穿至支架2内侧的上方;模具组件4安装在工作台1上方的中间位置;电控柜5安装在支架2一侧的下方,且电控柜5通过导线与市电相连; plc控制器6安装在支架2另一侧的下方,且plc控制器6通过导线与电控柜 5相连;导向柱7采用四个,且导向柱7安装在工作台1的上方,该导向柱7 的上端与支架2的内侧上方相连,其中导向柱7采用方柱形。
[0023]
本实施例中,具体的,成型组件3包括液压机31,推板32,成型板33,导向板34和导向槽35,液压机31安装在支架2上方的中间位置,且液压机 31的下端贯穿至支架2内侧的上方;推板32安装在液压机31的下方;成型板33采用多个,且成型板33安装在推板32的下方;导向板34安装在液压机31外侧的下方,且导向板34位于推板32的上方;导向槽35采用四个,且导向槽35开设在导向板34的四角;液压机31通过导线分别与电控柜5和 plc控制器6相连;成型板33的尺寸与推板32的尺寸匹配,且成型板33在推板32的下端均匀分布,该成型板33等间距设置,其中成型板33的横截面为等腰梯形;导向槽35与导向柱71对齐,且导向槽35
的尺寸与导向柱71 的尺寸匹配,使用时,plc控制器6控制液压机31通电运行,液压机31推动推板32和成型板33向下移动,通过成型板33将卷帘门板间断折弯,推板32 上下移动时,导向柱7在导向槽35内移动,导向柱7对推板32起到导向作用,避免推板32出现偏斜的现象,提高成型装置的加工精度。
[0024]
本实施例中,具体的,模具组件4包括底板41,安装板42,模板43和挡板44,底板41安装在工作台1上方的中间位置;安装板42安装在底板41 上方的中间位置;模板43采用多个,且模板43安装在安装板42的上方;挡板44采用两个,且挡板44安装在安装板42上方的两侧;安装板42与推板 32平行设置;模板43的横截面为等腰梯形,且模板43与成型板33之间对齐,该模板43的尺寸与成型板33的尺寸匹配,其中模板43的尺寸与安装板42 的尺寸匹配;挡板44位于推板32的外侧,使用时,将卷帘门板放置在模板 43的上方,挡板44对卷帘门板起到限位和阻挡作用,避免成型时卷帘门板出现向两侧窜动的现象,保证成型装置的加工效率。
[0025]
工作原理
[0026]
本实用新型中,使用时,电控柜5接通市电为系统供电,plc控制器6通电运行进行系统控制,将卷帘门板放置在模板43的上方,挡板44对卷帘门板起到限位和阻挡作用,避免成型时卷帘门板出现向两侧窜动的现象,保证成型装置的加工效率,plc控制器6控制液压机31通电运行,液压机31推动推板32和成型板33向下移动,通过成型板33将卷帘门板间断折弯,推板32 上下移动时,导向柱7在导向槽35内移动,导向柱7对推板32起到导向作用,避免推板32出现偏斜的现象,提高成型装置的加工精度。
[0027]
利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1