一种双刃球头合金铣刀的制作方法
1.本实用新型涉及一种球头铣刀,具体为一种双刃球头合金铣刀,属于铣刀技术领域。
背景技术:
2.铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量,铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等,而不同形状的铣刀用于不同的用途,球头铣刀主要用于曲面半精铣和精铣,小型球头铣刀可以精铣陡峭面/直壁的小倒角还有不规则轮廓面。
3.虽然球头铣刀使用较为广泛,但是其在实际使用过程中仍然存在一些问题,其一、现有的球头铣刀在使用过程中会产生较多的高温废屑,极易粘附在刀具的表面上形成冷疙瘩,其二、现有的球头铣刀虽然大多用于曲面精铣,但其表面和内部均容易磨损,其三、现有的球头铣刀整体的硬度不够强,部分球头刀没有在硬度方面进行加强。
技术实现要素:
4.本实用新型的目的就在于为了解决上述问题而提供一种双刃球头合金铣刀。
5.本实用新型通过以下技术方案来实现上述目的:一种双刃球头合金铣刀,包括连接杆、合金刀身、退屑槽、双刃球刀头、氮化钛涂层、镍铬合金层、氮化铬涂层、合金基体层和化学粘合层;所述连接杆呈圆柱状结构固定在合金刀身上,所述合金刀身连接在连接杆上,所述退屑槽一体化设立在合金刀身上,所述双刃球刀头一体化设立在合金刀身的末端,所述氮化钛涂层呈黄色设立在该合金刀身的最外侧,所述镍铬合金层安置于氮化钛涂层和氮化铬涂层之间,所述氮化铬涂层安置于镍铬合金层和合金基体层之间,所述合金基体层固定在氮化铬涂层和化学粘合层之间,所述化学粘合层喷涂在该合金刀身的最内侧。
6.优选的,为了使得该铣刀的连接杆表面具有防附着性,有效保证连接杆表面的光滑,且提高其表面的耐磨损性,所述连接杆表面通过700℃的高温喷涂有氮化铬涂层,氮化铬涂层为银灰色,其厚度为6μm。
7.优选的,为了利用性价比较高的氮化钛涂层,降低材料的化学亲和性,防止加工中的粘着损伤,提升材料抗磨损性能,且具有颜色指示,方便工程人员及时发现损坏,所述氮化钛涂层为金黄色,其在600℃的环境下均匀喷涂在该铣刀的合金刀身的最外侧,其涂层厚度为3μm。
8.优选的,为了加强该铣刀的防粘效果,依赖其自身的合金金属层结构,保护内部结构,且加强该铣刀的硬度,所述铬合金层通过热喷涂技术固定在氮化钛涂层和氮化铬涂层之间,其厚度为4μm。
9.优选的,为了保证该铣刀整体结构的稳定性,且保证该化学粘合层结构可以禁受其他涂层的喷涂高温,并防止高温废屑渗透破坏,所述化学粘合层为耐高温无机粘合剂,利用无机纳米材料经缩聚反应制成的耐高温无机纳米复合粘结剂,其最高耐温1800℃。
10.本实用新型的有益效果是:该双刃球头合金铣刀设计合理,连接杆表面通过700℃的高温喷涂有氮化铬涂层,氮化铬涂层为银灰色,其厚度为6μm,使得该铣刀的连接杆表面具有防附着性,有效保证连接杆表面的光滑,且提高其表面的耐磨损性,氮化钛涂层为金黄色,其在600℃的环境下均匀喷涂在该铣刀的合金刀身的最外侧,其涂层厚度为3μm,利用性价比较高的氮化钛涂层,降低材料的化学亲和性,防止加工中的粘着损伤,提升材料抗磨损性能,且具有颜色指示,方便工程人员及时发现损坏,铬合金层通过热喷涂技术固定在氮化钛涂层和氮化铬涂层之间,其厚度为4μm,加强该铣刀的防粘效果,依赖其自身的合金金属层结构,保护内部结构,且加强该铣刀的硬度,化学粘合层为耐高温无机粘合剂,利用无机纳米材料经缩聚反应制成的耐高温无机纳米复合粘结剂,其最高耐温1800℃,保证该铣刀整体结构的稳定性,且保证该化学粘合层结构可以禁受其他涂层的喷涂高温,并防止高温废屑渗透破坏。
附图说明
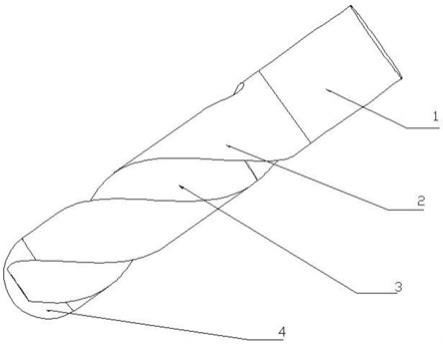
11.图1为本实用新型结构示意图;
12.图2为本实用新型底视结构示意图;
13.图3为本实用新型部分剖面结构示意图。
14.图中:1、连接杆,2、合金刀身,3、退屑槽,4、双刃球刀头,5、氮化钛涂层,6、镍铬合金层,7、氮化铬涂层,8、合金基体层和9、化学粘合层。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.请参阅图1~3,一种双刃球头合金铣刀,包括连接杆1、合金刀身2、退屑槽3、双刃球刀头4、氮化钛涂层5、镍铬合金层6、氮化铬涂层7、合金基体层8和化学粘合层9;所述连接杆1呈圆柱状结构固定在合金刀身2上,所述合金刀身2连接在连接杆1上,所述退屑槽3一体化设立在合金刀身2上,所述双刃球刀头4一体化设立在合金刀身2的末端,所述氮化钛涂层5呈黄色设立在该合金刀身2的最外侧,所述镍铬合金层6安置于氮化钛涂层5和氮化铬涂层7之间,所述氮化铬涂层7安置于镍铬合金层6和合金基体层8之间,所述合金基体层8固定在氮化铬涂层7和化学粘合层9之间,所述化学粘合层9喷涂在该合金刀身2的最内侧。
17.所述连接杆1表面通过700℃的高温喷涂有氮化铬涂层7,氮化铬涂层7为银灰色,其厚度为6μm,使得该铣刀的连接杆1表面具有防附着性,有效保证连接杆1表面的光滑,且提高其表面的耐磨损性,所述氮化钛涂层5为金黄色,其在600℃的环境下均匀喷涂在该铣刀的合金刀身2的最外侧,其涂层厚度为3μm,利用性价比较高的氮化钛涂层5,降低材料的化学亲和性,防止加工中的粘着损伤,提升材料抗磨损性能,且具有颜色指示,方便工程人员及时发现损坏,所述铬合金层6通过热喷涂技术固定在氮化钛涂层5和氮化铬涂层7之间,其厚度为4μm,加强该铣刀的防粘效果,依赖其自身的合金金属层结构,保护内部结构,且加强该铣刀的硬度,所述化学粘合层9为耐高温无机粘合剂,利用无机纳米材料经缩聚反应制
成的耐高温无机纳米复合粘结剂,其最高耐温1800℃,保证该铣刀整体结构的稳定性,且保证该化学粘合层9结构可以禁受其他涂层的喷涂高温,并防止高温废屑渗透破坏。
18.工作原理:在使用该双刃球头合金铣刀时,将各个涂层按照顺序依次喷涂均匀,然后将该球头铣刀安装在机床上使用即可,其中氮化铬涂层7保证连接杆1表面的光滑,且提高其表面的耐磨损性,氮化钛涂层5降低材料的化学亲和性,防止加工中的粘着损伤,提升材料抗磨损性能,且具有颜色指示,方便工程人员及时发现损坏,铬合金层6保护内部结构,且加强该铣刀的硬度。
19.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
20.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1