一种磨粒流精密加工锥齿轮的设备
1.本实用新型涉及磨粒流加工技术领域,具体为一种磨粒流精密加工锥齿轮的设备。
背景技术:
2.锥齿轮是实现相交轴传递的基础元件,主要用于传递两轴相交的运动和动力。通常在锥齿刨等专门机床加工,也可在铣床上用锥齿轮铣刀加工,由于具有重合度大、传动平稳、噪音小、承载能力高等优点,广泛应用于机械制造、军工、航空航天、船舶、汽车等多种行业领域。锥齿轮的制造精度、质量直接影响传动系统的效率、噪声、运动精度以及噪声。提高锥齿轮表面质量可有效减少齿面摩擦、振动以及噪声,提高锥齿轮的啮合精度和使用寿命。对齿轮齿面进行抛光加工是改善齿轮齿面精度、延长使用寿命的有效途径。在机械制造中,一般采用磨齿的加工方法对齿轮的齿面抛光,可有效改善齿轮表面质量,但是磨齿机价格昂贵,磨齿后的齿面硬化层不均匀,齿面产生残余拉应力,还可能产生磨削裂纹和烧伤,影响轮齿疲劳强度和使用寿命。故在传统的机械精密加工中存在一定的困难,而磨粒流精密加工时所产生加工温度低于传统磨削加工温度,因此可在一定程度上降低磨削烧伤,使得抛光后的工件表面质量均匀。所以采用磨粒流精密加工技术对锥齿轮的齿面进行抛光加工。
3.磨粒流加工(abrasive flow machining简称afm)技术是一种新型的机械加工方法,它是在具有一定粘弹性的高分子材料中掺入硬质磨粒形成半流体状的研磨介质,在压力作用下研磨介质往复流经被加工工件表面,从而产生微量切削。当磨粒流均匀而渐进地对流道表面或边角进行加工时,产生去毛刺、抛光及倒角的作用。由于研磨介质在压力作用下流动,因此它所流经的任何部位都将被光整,对于那些一般工具难以接触的零件内腔及微小孔的精加工与交叉孔的去毛刺问题,磨粒流加工技术的优越性尤为突出。afm法也可应用于以滚筒、震动和其它大批量加工不够满意或加工时要受伤的工件。并且能有效得到去除放电加工或激光光束加工后再生的脱层和先前工序加工表面所残留的残余应力。
4.磨粒流抛光机理主要是把磨料中的磨粒看作是切削刀具,利用其不规则尖锐棱角反复切削磨料所流经的零件工作表面,从而实现工件表面的抛光和去毛刺。磨粒流加工时将粘弹性介质视为硬质磨粒的载体,磨粒与工件被加工表面进行研磨,此时的粘弹性介质可认作弹簧机构,能够缓冲磨粒与工件表面过度碰撞,并避免产生微裂痕。磨粒流加工几乎不受工件几何形状限制,可做平面、圆管内外表面、螺旋表面、复杂曲面或微小孔流道表面去毛刺和精修加工,能有效改善工件表面质量。
技术实现要素:
5.本实用新型的目的是为解决精密加工锥齿轮困难的问题,提供一种磨粒流精密加工锥齿轮的设备,该设备由缸体部分、锥齿轮工作部分及旋转部分组成,被加工件锥齿轮通过配合套固定在阶梯轴的第一段圆柱轴上,三叶片搅拌器以及角接触球轴承安装在阶梯轴
第二段圆柱轴,利用电机带动大小齿轮的啮合旋转驱动阶梯轴旋转,加工时磨粒流从磨粒流入口进入,通过分流板上的的圆周阵列分流条槽均匀的流过锥齿轮齿面,磨粒流再通过工作缸缸身的出口流出,电动机带动三叶片搅拌器旋转搅拌,既解决了磨粒流出口堵塞问题,又可以使锥齿轮下表面均匀抛光。
6.为解决上述技术问题,本实用新型提供如下技术方案:一种磨粒流精密加工锥齿轮的设备,其特征在于,所述缸体部分由缸盖、锁紧装置、工作缸、合页部分及与之配合的螺母组成。所述锁紧装置由锁紧扣、锁紧螺杆以及销轴组成,所述合页部分由合页轴和两个合页片组成。所述锥齿轮工作部分由分流板、锥齿轮固定部分、三叶片搅拌器、隔流板组成。所述旋转部分由电动机部分、底座部分、工作小齿轮、工作大齿轮、平键、阶梯轴及与之过盈配合的角接触球轴承组成,所述电动机部分由电动机、一对固定片及配合螺钉组成,所述底座部分由底座面、四条腿以及电机支架组成,所述工作缸体与底座之间通过特定形状凸台与凹槽配合固定。
7.进一步,作为优选,所述缸盖设有磨粒流进口和锁紧扣固定上凸台一以及合页片安装上凸台二,凸台一、凸台二各设有四个螺纹孔,所述锁紧扣采用“c”型结构,设有螺纹孔、通孔,所述锁紧螺杆设有螺纹和把手,所述锁紧扣和锁紧螺杆与销轴配合安装在缸盖锁紧扣固定凸台一上,所述工作缸为回转体结构,其上设有锁紧扣固定下凸台三、合页片安装下凸台四、圆周阵列的磨粒流出口、轴承安装台以及固定凹槽,所述合页安装下凸台四设有四个螺纹孔,所述固定凹槽与底座面形状凸台五配合固定工作缸,所述合页片设有一个配合孔和四个沉头孔,所述两个合页片配合孔与合页轴配合,所述四个沉头孔与螺钉配合安装在工作缸上的凸台三、凸台四上,使缸盖可通过合页部分开合。
8.进一步,作为优选,所述分流板设有圆周阵列分流条槽,目的在于工作时通入的磨粒流受阻而散开,通过分流条槽均匀地置于锥齿轮表面,所述锥齿轮固定部分由锥齿轮、配合套、平键组成,所述配合套设有键槽和凸台,用于固定旋转阶梯轴与锥齿轮,避免加工过程中锥齿轮的晃动,所述配合套通过平键与阶梯轴连接且配合套的结构形状可根据锥齿轮内孔形状制作,所述三叶片搅拌器由三个带牙叶片和中间配合部分组成,上设有内花键,通过外花键配合固定在阶梯轴上。
9.进一步,作为优选,所述电动机通过固定垫片和螺钉配合安装在电机支架上,所述底座部分由底座面、四条腿以及电机支架组成,所述工作缸体与底座之间通过形状凸台与凹槽配合固定,所述工作小齿轮通过平键安装在电机轴上,所述阶梯轴为三阶梯结构,顺序为第一段圆柱轴、第二段圆柱轴,第三段圆台轴,所述第一段圆柱轴设有键槽,通过平键连接用于安装配合套,所述第二段圆柱轴轴端设有外花键用于安装设有内花键的三叶片搅拌器,所述角接触球轴承通过过盈配合安装在第二段圆柱轴上,所述工作大齿轮通过胀紧连接安装在第三段圆台轴上。
附图说明
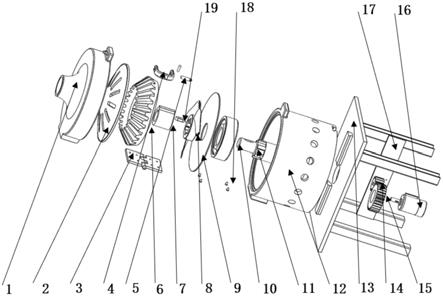
10.图1为磨粒流精密加工锥齿轮的设备总体爆炸示意图。
11.图2为磨粒流精密加工锥齿轮的设备剖视图。
12.图3为缸盖示意图。
13.图4为分流板示意图。
14.图5为合页片示意图。
15.图6为合页轴示意图。
16.图7为锁紧扣正等轴测示意图。
17.图8为锥齿轮示意图。
18.图9为配合套正等轴测示意图。
19.图10为三叶片搅拌器示意图。
20.图11为隔流板示意图。
21.图12为阶梯轴示意图。
22.图13为角接触球轴承正等轴侧示意图。
23.图14为工作缸正等轴测示意图。
24.图15为底座示意图。
25.图16为电机示意图。
26.图中:1、缸盖,1
‑
1、磨粒流进口、1
‑
2、四个螺纹孔、1
‑
3、锁紧凸台2、分流板, 2
‑
1、安装凸台,2
‑
2、圆周阵列分流条槽,3、合页,3
‑1‑
1、合页片安装通孔,3
‑1‑
2、连接配合孔3
‑
2、合页轴、3
‑2‑
1销孔,4、锁紧扣,4
‑
1、锁紧扣通孔,4
‑
2、锁紧扣螺纹孔,5、锁紧螺杆,6、锥齿轮、6
‑
1、键槽,6
‑
2、待加工齿面7、配合套,7
‑
1、键槽,7
‑
2、凸台, 8、三叶片搅拌器,8
‑
1、牙形齿、8
‑
2、内花键、8
‑
3叶片,9、隔离板,9
‑
1、阶梯轴配合孔, 9
‑
2、凸台,10、角接触球轴承,11、阶梯轴,11
‑
1、阶梯轴第一段圆柱体、11
‑
2、阶梯轴键槽、11
‑
3、阶梯轴第三段圆台轴12、工作缸体,12
‑
1、锁紧下凸台、12
‑
2、合页安装下凸台、 12
‑
3、磨粒流出口,13、底座,14、工作小齿轮,15、工作大齿轮,16、电机,16
‑
1、键槽、16
‑
2、电机底座上四个通孔,17、电动机安装支架,17
‑
1、安装支架四个螺纹孔,18、螺钉, 19、平键。
具体实施方式
27.本实用新型提供了一种磨粒流精密加工锥齿轮的设备,下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清晰、完整的描述,显然所描述的实施例仅仅是本实用新型一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的其他实施例,都属于本实用新型的保护范围。
28.本实用新型主要由三部分组成,分别为由缸体部分、锥齿轮工作部分及旋转部分,因为该设备采用密闭结构,所以安装时应从内到外安装,先进行锥齿轮工作部分安装,所述锥齿轮首先将三叶片搅拌器(8)通过花键连接安装在阶梯轴第二段圆柱轴(11)的外花键 (11
‑2‑
1)上,搅拌磨粒流流体,避免磨粒流在缸体的出口孔位置堵塞。然后依次将配合套 (7)和平键(10)配合安装在阶梯轴第一段圆柱轴上(11
‑
1),避免加工过程中锥齿轮的晃动,最后将分流板(2)安装在工作缸内边缘凸台,所述锥齿轮工作部分安装完毕。
29.所述旋转部分由电动机部分(17)、底座部分(14)、工作小齿轮(15)、工作大齿轮(16)、平键(19)、阶梯轴(11)及与之过盈配合的角接触球轴承(10)和配合螺钉组成,所述电动机部分由电动机(16)、一对固定片(16
‑
2)及配合螺钉组成,首先将角接触球轴承(10)通过过盈配合安装在阶梯轴第二段圆柱轴上(11
‑
2),然后角接触球轴承的外圈面安装与工作缸内凹槽,所述底座部分由底座面(13
‑
1)、四条腿(13
‑
2)以及电机支架(17)组成,所述工作
缸体与底座之间通过特定形状凸台与凹槽配合固定,所述工作小齿轮(14)通过平键(19)安装在电机轴(16)上,所述工作大齿轮(15)通过胀紧连接安装在第三段圆台轴上(11
‑
3),所述电动机通过固定片及螺钉配合安装在电动机支架上,由此实现设备旋转部分的安装工作。
30.所述缸体部分由缸盖(1)、锁紧装置(4、5)、工作缸(12)、合页(3)及与之配合的螺母组成,所述缸盖设有磨粒流进口和锁紧扣固定上凸台以及合页片安装上凸台,其上设有四个螺纹孔,所述锁紧装置由锁紧扣(4)、锁紧螺杆(5)、销轴组成,所述锁紧扣采用“c”型结构,其上设有通孔(4
‑
1)、螺纹孔(4
‑
2),所述锁紧扣(4)和锁紧螺杆(5) 与销轴配合安装在缸盖锁紧扣固定凸台上(12
‑
1),所述工作缸设有锁紧扣固定下凸台(12
‑
1)、合页片安装下凸台(12
‑
2)、圆周阵列的磨粒流出口(12
‑
3)、轴承安装台以及固定凹槽,缸盖(1)通过合页(3)连接安装在工作缸缸口(12),所述合页部分由合页轴(3
‑
2)和两个合页片(3
‑
1)组成,所述合页片设有四个沉头孔(3
‑1‑
1)和一个配合孔(3
‑1‑
2),所述四个沉头孔(3
‑1‑
1)与螺钉配合安装在工作缸上的凸台(12
‑
2)上,使其缸盖可通过合页开合,上述为本设备缸体部分安装过程。
31.本设备在运行时,首先将设备竖直放置,确认锥齿轮(5)安装完毕并可以转动,然后将电动机通电,旋转部分工作带动锥齿轮(6)、三叶片搅拌器(8)开始转动,缸盖磨粒流进口处通入磨料流体,通过分流板使得磨料均匀流过待加工件表面,三叶片搅拌器旋转搅拌排除磨粒流,实现磨粒流精密加工锥齿轮过程。
32.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1