一种铣刀的制作方法
1.本实用新型涉及机械切削加工技术领域,尤其涉及的是一种铣刀。
背景技术:
2.铣刀是机械生产加工领域中常用的工具,刀具的加工工件表面质量是衡量刀具好坏的重要因素。在铣削过程中,加工出来的产品一般会有横线刀纹产生,另外,因铣刀与加工工件的接触时间较长,铣刀在加工过程中会产生震动,使得加工出来的产品存在竖线刀纹,从而导致加工出来的产品的表面质量较差。
3.因此,现有技术还有待于改进和发展。
技术实现要素:
4.鉴于上述现有技术的不足,本实用新型的目的在于提供一种铣刀,以解决现有铣刀加工出来的产品存在横线刀纹和竖线刀纹而导致产品的表面质量较差的问题。
5.本实用新型的技术方案如下:
6.一种铣刀,所述铣刀包括:刀柄、钻芯、第一端刃切削刃、第二端刃切削刃、第三端刃切削刃、第一侧刃切削刃、第二侧刃切削刃、第三侧刃切削刃;其中,
7.所述钻芯设置在所述刀柄一端;所述第一端刃切削刃、所述第二端刃切削刃和所述第三端刃切削刃设置在所述钻芯远离所述刀柄的端面上;
8.所述第一侧刃切削刃自所述刀柄向所述第一端刃切削刃呈螺旋延伸;所述第二侧刃切削刃自所述刀柄向所述第二端刃切削刃呈螺旋延伸;所述第三侧刃切削刃自所述刀柄向所述第三端刃切削刃呈螺旋延伸;
9.所述第一侧刃切削刃与所述第二侧刃切削刃之间设置有螺旋延伸的第一排削槽;所述第二侧刃切削刃与所述第三侧刃切削刃之间设置有螺旋延伸的第二排削槽;所述第一侧刃切削刃与所述第三侧刃切削刃之间设置有螺旋延伸的第三排削槽;
10.所述第一侧刃切削刃具有第一螺旋角、所述第二侧刃切削刃具有第二螺旋角,所述第三侧刃切削刃具有第三螺旋角,且所述第一螺旋角、所述第二螺旋角与所述第三螺旋角的大小不相等;其中,所述第一螺旋角、所述第二螺旋角与所述第三螺旋角均为33
‑
45
°
;
11.所述第一排削槽、所述第二排削槽与所述第三排削槽在所述钻芯远离所述刀柄的端面上的角度分布大小不相等;
12.所述第一侧刃切削刃、所述第二侧刃切削刃以及所述第三侧刃切削刃上均设置有第一后角结构。
13.本实用新型的进一步设置,所述第一后角结构为圆弧后角;其中,所述第一后角结构的角度为4
‑6°
;所述第一后角结构的韧带宽度为0.04
‑
0.06mm。
14.本实用新型的进一步设置,所述第一侧刃切削刃、所述第二侧刃切削刃以及所述第三侧刃切削刃还分别设置有第二后角结构和第三后角结构,所述第二后角结构连接所述第一后角结构,所述第三后角结构连接所述第二后角结构;其中,所述第二后角结构和所述
第三后角结构均为直线后角,所述第二后角结构的角度为13
‑
15
°
,所述第二后角结构的韧带宽度为0.15
‑
0.50mm,所述第二后角结构的角度为20
‑
30
°
。
15.本实用新型的进一步设置,所述第一排削槽、所述第二排削槽与所述第三排削槽在所述钻芯远离所述刀柄的端面上的角度分布大小均为110
‑
130
°
。
16.本实用新型的进一步设置,所述第一端刃切削刃、所述第二端刃切削刃与所述第三端刃切削刃的刃口均设置有钝化圆弧。
17.本实用新型的进一步设置,所述钝化圆弧的半径为0.004
‑
0.006mm。
18.本实用新型的进一步设置,所述第一端刃切削刃与所述第二端刃切削刃之间、所述第二端刃切削刃与所述第三端刃切削刃之间以及所述第一端刃切削刃与所述第三端刃切削刃之间均设置有容削槽。
19.本实用新型的进一步设置,所述钻芯的直径为所述第一侧刃切削刃的外径的45
‑
55%;所述第一侧刃切削刃的外径为4
‑
20mm。
20.本实用新型的进一步设置,所述刀柄上设置有夹持部,所述夹持部相对设置在所述刀柄两侧。
21.本实用新型的进一步设置,所述夹持部上设置有若干防滑条纹,所述防滑条纹沿所述刀柄的径向方向延伸。
22.本实用新型的进一步设置,所述铣刀一体成型,且所述铣刀为钨钢材料制成。
23.本实用新型所提供的一种铣刀,通过将第一侧刃切削刃、第二侧刃切削刃与第三侧刃切削刃的螺旋角的角度大小,以及将第一侧刃切削刃、第二侧刃切削刃与第三侧刃切削刃相互之间的排削槽的分布在所述钻芯的端面上的角度大小设置为不相等的,能够减小加工过程中铣刀与工件接触而产生的震动,从而能够防止竖线刀纹的产生,另外,通过在第一侧刃切削刃、第二侧刃切削刃与第三侧刃切削刃上增加一个第一后角结构,以便于铣刀对加工产品进行抛光,以使加工出来的产品不会产生横线刀纹。因此,本实用新型能够防止横线刀纹和竖线刀纹的产生,从而能够提高加工产品的表面加工质量。
附图说明
24.为了更清楚的说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
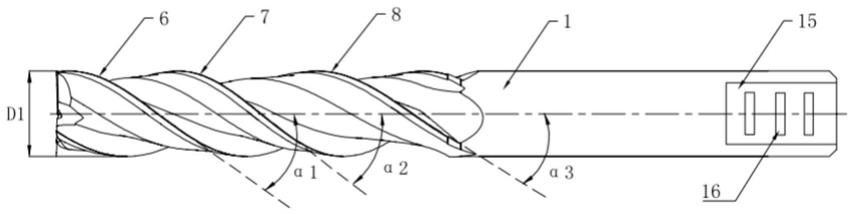
25.图1是本实用新型中铣刀的整体结构示意图。
26.图2是本实用新型中铣刀的局部结构示意图。
27.图3是本实用新型中钻芯与侧刃的结构示意图。
28.图4是本实用新型中第一侧刃切削刃的局部结构示意图。
29.附图中各标记:1、刀柄;2、钻芯;3、第一端刃切削刃;4、第二端刃切削刃;5、第三端刃切削刃;6、第一侧刃切削刃;7、第二侧刃切削刃;8、第三侧刃切削刃;9、第一排削槽;10、第二排削槽;11、第三排削槽;12、第一后角结构;13、第二后角结构;14、第三后角结构;15、夹持部;16、防滑条纹、17、容削槽。
具体实施方式
30.本实用新型提供一种铣刀,特别提供了一种三刃铣刀,适用于加工铝合金产品,为使本实用新型的目的、技术方案及效果更加清楚、明确,以下参照附图并举实例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
31.在实施方式和申请专利范围中,除非文中对于冠词有特别限定,否则“一”与“所述”可泛指单一个或复数个。
32.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
33.请同时参阅图1至图4,本实用新型提供了一种铣刀的较佳实施例。
34.如图1至图3所示,本实用新型所提供的一种铣刀,所述铣刀包括:刀柄1、钻芯2、第一端刃切削刃3、第二端刃切削刃4、第三端刃切削刃5、第一侧刃切削刃6、第二侧刃切削刃7、第三侧刃切削刃8。其中,所述钻芯2设置在所述刀柄1一端,所述第一端刃切削刃3、所述第二端刃切削刃4和所述第三端刃切削刃5设置在所述钻芯2远离所述刀柄1的端面上。所述第一侧刃切削刃6自所述刀柄1向所述第一端刃切削刃3呈螺旋延伸,所述第二侧刃切削刃7自所述刀柄1向所述第二端刃切削刃4呈螺旋延伸,所述第三侧刃切削刃8自所述刀柄1向所述第三端刃切削刃5呈螺旋延伸。
35.具体地,所述第一侧刃切削刃6与所述第二侧刃切削刃7之间设置有螺旋延伸的第一排削槽9,所述第二侧刃切削刃7与所述第三侧刃切削刃8之间设置有螺旋延伸的第二排削槽10,所述第一侧刃切削刃6与所述第三侧刃切削刃8之间设置有螺旋延伸的第三排削槽11。其中,所述第一排削槽9、所述第二排削槽10与所述第三排削槽11在所述钻芯2远离所述刀柄1的端面上的角度分布大小不相等。另外,所述第一侧刃切削刃6具有第一螺旋角α1,所述第二侧刃切削刃7具有第二螺旋角α2,所述第三侧刃切削刃8具有第三螺旋角α3,且所述第一螺旋角α1、所述第二螺旋角α2与所述第三螺旋角α3的大小不相等。进一步地,所述第一侧刃切削刃6、所述第二侧刃切削刃7以及所述第三侧刃切削刃8上均设置有第一后角结构12。
36.在本施例中,铣刀的三个侧刃(第一侧刃切削刃6、第二侧刃切削刃7、第三侧刃切削刃8)的螺旋角均不相等,且三个侧刃之间的排削槽(第一排削槽9、第二排削槽10、第三排削槽11)的在所述钻芯2远离所述刀柄1的端面上的角度分布也不相等。使用时,通过所述刀柄1安装于输出轴上,输出轴带动铣刀高速旋转进行切割,切割时,第一端刃切削刃3、第二端刃切削刃4、第三端刃切削刃5三个端刃为副切削刃,第一侧刃切削刃6、第二侧刃切削刃7、第三侧刃切削刃8三个侧刃则为主切削刃,在切割的过程中,因三个侧刃的螺旋角不相等,且三个侧刃之间的排削槽在所述钻芯2远离所述刀柄1的端面上的角度分布也不相等,从而使得切割过程中铣刀不间断地与加工工件接触,因而能够防止加工出来的产品产生竖线刀纹,另外,因三个侧刃上均增加有第一后角结构12,通过该第一后角结构12可对加工工
件进行抛光,从而能够保证加工出来的产品没有横线刀纹。因此,本实用新型能够防止横线刀纹和竖线刀纹的产生,从而能够提高加工产品的表面加工质量。
37.请参阅图1,在一些实施例中,所述第一螺旋角α1、所述第二螺旋角α2与所述第三螺旋角α3均为33
‑
45
°
。在一种实现方式中,所述第一螺旋角α1、所述第二螺旋角α2与所述第三螺旋角α3的大小均为奇数,例如,可以将所述第一螺旋角α1设置为35
°
,将所述第二螺旋角α2设置为37
°
,将所述第三螺旋角α3设置为39
°
。
38.请参阅图1与图2,在一些实施例中,所述第一排削槽9、所述第二排削槽10与所述第三排削槽11在所述钻芯2远离所述刀柄1的端面上的角度分布大小均为110
‑
130
°
。例如,所述第一排削槽9在所述钻芯2端面分布的角度β1可以设置为120
°
,所述第二排削槽10在所述钻芯2端面分布的角度β2可以设置为113
°
,所述第三排削槽11在所述钻芯2端面分布的角度β3可以设置为127
°
。
39.请参阅图1、图3与图4,在一个实施例的进一步地实施方式中,所述第一后角结构12为圆弧后角,其中,所述第一后角结构12的角度θ1为4
‑6°
;所述第一后角结构12的韧带宽度l1为0.04
‑
0.06mm。在一些实施例中,所述第一后角结构12的角度θ1可以设置为5
°
,所述第一后角结构12的韧带宽度l1为0.05mm,其中,所述第一后角结构12的韧带宽度l1越小,加工产品的光洁度越好,同时也便于进行钝化处理。
40.请参阅图1至图4,在一个实施例的进一步地实施方式中,所述第一侧刃切削刃6、所述第二侧刃切削刃7以及所述第三侧刃切削刃8还分别设置有第二后角结构13和第三后角结构14,所述第二后角结构13连接所述第一后角结构12,所述第三后角结构14连接所述第二后角结构13;其中,所述第二后角结构13和所述第三后角结构14均为直线后角,所述第二后角结构13的角度θ2为13
‑
15
°
,所述第二后角结构13的韧带宽度l2为0.15
‑
0.50mm,所述第三后角结构14的角度为20
‑
30
°
。
41.具体地,所述第二后角结构13和所述第三后角结构14均为直线后角,因所述第一后角结构12的韧带宽度较小,通过在所述第一后角结构12一侧设置第二后角结构13,能够加强第一后角结构12的强度,从而能够在切削过程中,防止第一后角结构12产生蹦刃的情况,以延长刀具使用寿命,在一种实现方式中,所述第二后角结构13的角度θ2可以设置为13
°
,所述第二后角结构13的韧带的宽度l2可以设置为0.20mm。另外,通过所述第三后角结构14,能够使得三个侧刃与三个排削槽更加顺滑的连接,以防止在切削加工的过程中铁削被卡住,同时,通过在三个侧刃上设置第三后角结构14,也能够在一定程度上减少刀具与加工工件的接触,从而能够进一步减小加工过程中铣刀与工件接触而产生的震动,从而能够防止竖线刀纹的产生,在一种实现方式中,所述第三后角结构14的角度θ3可以设置为25
°
。
42.需要说明的是,所述第三后角结构14的韧带的宽度根据实际加工情况设置,本实用新型对此不做设定。
43.在一个实施例的进一步地实施方式中,所述第一端刃切削刃3、所述第二端刃切削刃4与所述第三端刃切削刃5的刃口均设置有钝化圆弧。
44.具体地,在铣刀精密加工后进行钝化处理,以使所述第一端刃切削刃3、所述第二端刃切削刃4与所述第三端刃切削刃5的刃口具有钝化圆弧,通过对刃口进行钝化处理,能够提高产品加工的稳定性,并能够提高铣刀的使用寿命。其中,所述钝化圆弧的半径为0.004
‑
0.006mm。在一种实现方式中,所述钝化圆弧的半径可以设置为0.005mm。
45.请参阅图3,在一个实施例的进一步地实施方式中,所述第一端刃切削刃3与所述第二端刃切削刃4之间、所述第二端刃切削刃4与所述第三端刃切削刃5之间以及所述第一端刃切削刃3与所述第三端刃切削刃5之间均设置有容削槽17。
46.具体地,所述容削槽17位于所述第一端刃切削刃3、所述第二端刃切削刃4与所述第三端刃切削刃5之间,所述第一端刃切削刃3、所述第二端刃切削刃4与所述第三端刃切削刃5作为主切削刃,在切割的过程中,产生的切削首先暂存在所述容削槽17中,其后通过所述第一排削槽9、所述第二排削槽10与所述第三排削槽11排出,这样,能够及时地进行排削,以避免切削粘刀的情况发生,从而能够增加加工工件加工面的光洁度。
47.请参阅图3,在一个实施例的进一步地实施方式中,所述钻芯2的直径d2为所述第一侧刃切削刃6的外径d1的45
‑
55%;所述第一侧刃切削刃6的外径d1为4
‑
20mm。
48.具体地,所述钻芯2的直径d2越小,以使切削刀更加锋利且排屑更加顺畅,从而使得加工面更加光滑。在一种实现方式中,所述钻芯2的直径d2可以设置为第一切削刃外径d1的50%,例如,所述第一侧刃切削刃6的直径d1为10mm,那么所述钻芯2的外径d2则为5mm。需要说明的是,所述第一侧刃切削刃6、所述第二侧刃切削刃7与所述第三侧刃切削刃8的外径相等。
49.请参阅图1,在一个实施例的进一步地实施方式中,所述刀柄1上设置有夹持部15,所述夹持部15相对设置在所述刀柄1两侧。具体地,所述夹持部15对称设置在所述刀柄1的外沿上,其中所述夹持部15上设置有若干防滑条纹16,所述防滑条纹16沿所述刀柄1的径向方向延伸,在安装铣刀时,所述夹持部15上的防滑条纹16能够使得铣刀更加稳固地安装在驱动轴上,使得铣刀不易脱落。在一种实现方式中,所述防滑条纹16的数量可以设置为三条。
50.在一个实施例的进一步地实施方式中,所述铣刀一体成型,且所述铣刀为钨钢材料制成。具体地,所述铣刀一体成型,且所述铣刀为钨钢材料制成,使得铣刀的硬度较高,使得铣刀更加锋利,从而能够提高切削效率。
51.综上所述,本实用新型所提供的一种铣刀,通过将第一侧刃切削刃、第二侧刃切削刃与第三侧刃切削刃的螺旋角的角度大小,以及将第一侧刃切削刃、第二侧刃切削刃与第三侧刃切削刃相互之间的排削槽在钻芯远离刀柄的端面上的角度分布也是不相等的,因而能够减小加工过程中铣刀与工件接触而产生的震动,从而能够防止竖线刀纹的产生,另外,通过在第一侧刃切削刃、第二侧刃切削刃与第三侧刃切削刃上增加一个第一后角结构,以便于铣刀对加工产品进行抛光,以使加工出来的产品不会产生横线刀纹。因此,本实用新型能够较少横线刀纹和竖线刀纹的产生,从而能够提高加工产品的表面加工质量。
52.应当理解的是,本实用新型的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1