一种搅拌摩擦焊接用的可拆卸搅拌头的制作方法
1.本实用新型属于搅拌头技术领域,尤其涉及一种搅拌摩擦焊接用的可拆卸搅拌头。
背景技术:
2.搅拌摩擦焊技术是英国焊接研究所于1991年提出来的。搅拌摩擦焊技术最初主要用于解决铝合金等低熔点材料的连接,属于固相焊接技术。较传统熔化焊相比,具有高质量、热输入小、变形小等优势,它能有效避免熔化焊中常见的气孔、裂纹等常见缺陷,因而在近年来,在造船、航空航天、轨道交通、新能源汽车等领域得到广泛应用。搅拌摩擦焊技术原理是利用搅拌针旋转着插入焊接工件,然后沿着焊接工件的焊缝方向移动,通过搅拌针和轴肩对焊接工件的搅拌、摩擦,从而使焊接工件的材料温度升高软化达到塑性状态,在搅拌针高速旋转的带动下,处于塑性状态的焊接工件材料环绕搅拌头由前向后转移,同时旋转的轴肩对焊缝金属的锻压作用,在热
‑
机联合作用下材料扩散连接形成致密的金属间固相连接。
3.由于搅拌摩擦焊焊接所需热量来自于轴肩和搅拌针与材料的摩擦生热,这使得轴肩和搅拌针在生产中磨损较大,特别是焊接不锈钢、钛合金等高熔点高强度材料,轴肩和搅拌头的磨损量大,易出现大量焊接飞边、减薄严重、隧道型缺陷以及断针等焊接质量问题,对焊接工件的质量稳定性造成了极大的影响。同时,搅拌头的加工和更换也将影响焊接生产效率。由此,一种结构合理可靠的搅拌头是十分必要的,它不仅可以保证焊接质量,有效避免焊接缺陷,也能节约生产成本,降低工具装夹时间。
4.为解决上述问题,急需研制一种搅拌摩擦焊接用的可拆卸搅拌头。
技术实现要素:
5.为了克服现有技术的不足,本实用新型的目的在于提供一种搅拌摩擦焊接用的可拆卸搅拌头,本方案的搅拌头采用分体式设置,可对不同的材料进行针对性的部件更换,且更换方便快捷,节省焊接工具装夹时间,从而能有效提高产品焊接效率,同时针对不同的加工材料更换针对性的部件进行焊接还可避免因焊接过程中搅拌针和轴肩磨损严重或破坏等问题,保证了焊接工件的焊接质量,节约生产成本。
6.本实用新型的目的采用如下技术方案实现:
7.一种搅拌摩擦焊接用的可拆卸搅拌头,包括用于与主轴连接的夹持柄以及安装固定于所述夹持柄上的搅拌针,所述夹持柄沿着轴线方向开设有通孔,所述搅拌针一端嵌套设于所述通孔内,另一端为自由端,所述搅拌针以及通孔同轴设置。
8.进一步地,所述夹持柄的下端设有用于固定所述搅拌针的支撑肩台,所述支撑肩台从侧壁上贯穿设有若干贯穿孔,若干螺栓通过所述贯穿孔后将所述搅拌针固定于所述支撑肩台。
9.进一步地,若干所述贯穿孔垂直于所述支撑肩台的轴线方向设置。
10.进一步地,所述搅拌头还包括轴肩,所述轴肩套装于所述支撑肩台的外部,所述轴肩、搅拌针、以及通孔三者同轴设置。
11.进一步地,所述轴肩设有内螺纹,所述支撑肩台对应内螺纹设有外螺纹,所述轴肩通过所述内螺纹和外螺纹的配合套装于所述支撑肩台固定连接。
12.进一步地,所述轴肩的底部端面为斜面。
13.进一步地,所述搅拌针和轴肩为分体式或一体式加工成型。
14.进一步地,所述搅拌针自由端的形状可为圆柱型、圆锥型以及偏心圆结构。
15.进一步地,所述搅拌针表面设有用于促进材料迁移的螺纹。
16.相比现有技术,本实用新型的有益效果在于:
17.本实用新型的一种搅拌摩擦焊接用的可拆卸搅拌头,包括用于与主轴连接的夹持柄以及安装固定于夹持柄上的搅拌针,夹持柄沿着轴线方向开设有通孔,搅拌针一端嵌套设于通孔内,另一端为自由端,搅拌针以及通孔同轴设置。本方案的搅拌头采用分体式设置,在对不同的材料进行焊接前可针对加工材料的特性进行搅拌头部件的更换,且更换方便快捷,节省焊接工具装夹时间,从而能有效提高产品焊接效率,同时针对不同的加工材料更换针对性的部件进行焊接还可避免因焊接过程中搅拌针和轴肩磨损严重或破坏等问题,保证了焊接工件的焊接质量,节约生产成本。
附图说明
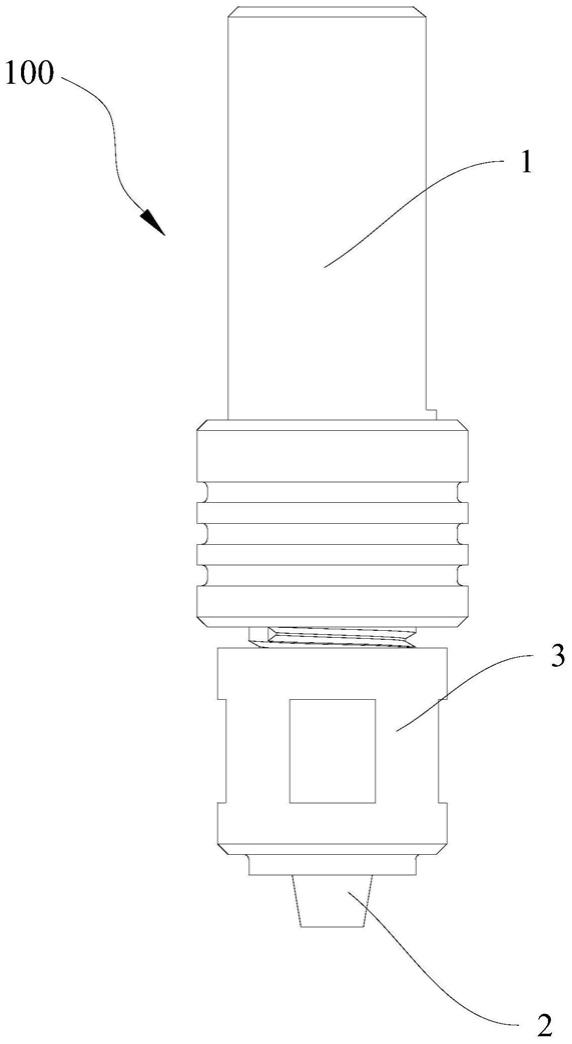
18.图1是本实用新型一种搅拌摩擦焊接用的可拆卸搅拌头优选实施方式的正视图;
19.图2是本实用新型一种搅拌摩擦焊接用的可拆卸搅拌头优选实施方式的剖面视图;
20.图3是本实用新型夹持柄优选实施方式的正视图。
21.图中:100、一种搅拌摩擦焊接用的可拆卸搅拌头;1、夹持柄;11、支撑肩台;12、通孔;13、贯穿孔;2、搅拌针;4、轴肩。
具体实施方式
22.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
23.本实用新型一种搅拌摩擦焊接用的可拆卸搅拌头100如图1
‑
图3所示,包括用于与主轴连接的夹持柄1以及安装固定于夹持柄1上的搅拌针2,夹持柄1沿着轴线方向开设有通孔12,搅拌针2一端嵌套设于通孔12内,另一端为自由端,搅拌针2以及通孔12同轴设置。本方案的搅拌头采用分体式设置,其中夹持柄1通过螺栓连接在主轴刀柄上,其作用是连接主轴与搅拌针2,用于传递动力;在对不同的材料进行焊接前,可针对加工材料的特性进行搅拌头部件的更换,更换方便快捷,节省焊接工具装夹时间,从而能有效提高产品焊接效率,同时针对性的部件进行焊接还可避免因焊接过程中搅拌针2和轴肩4磨损严重或破坏等问题,保证了焊接工件的焊接质量,节约生产成本。
24.本实施例中所述夹持柄1的下端设有用于固定所述搅拌针2的支撑肩台11,所述支撑肩台11从侧壁上贯穿设有若干贯穿孔13,若干螺栓通过所述贯穿孔13后将所述搅拌针2
固定于所述支撑肩台11。其中通孔12直接贯穿所述支撑肩台11,当需要完成搅拌针2和夹持柄1之间的连接时,先将搅拌针2的安装端从通孔12内插入,抵到通孔12内的阻挡部停下,此时搅拌针2有一部分裸露在支撑肩台11的下方,此时保持搅拌针2的位置不变,将螺栓对应拧入到贯穿孔13内,使搅拌针2被牢固的固定在支撑肩台11上,既不会发生轴向移动,同时也不会发生自转。当需要更换搅拌针2时,仅需拧开螺栓,并取一金属条从夹持柄1通孔12另一端伸入,将搅拌针2顶出即可。
25.优选的,若干所述贯穿孔13有四个,四个贯穿孔13垂直于所述支撑肩台11的轴线方向且对称设置。该设计使得螺栓拧入位置更加方便,对搅拌针2的固定效果更好,使得搅拌针2不会发生松动或者逆转。
26.本实施例中的所述搅拌头还包括轴肩4,所述轴肩4套装于所述支撑肩台11的外部。由于在进行搅拌摩擦焊的过程中,除了搅拌针2之外,轴肩4同样对焊接工件的起到搅拌、摩擦的作用,因此轴肩4的连接稳定性对焊接工件的成型质量也有很大的影响,对此本实施例中所述轴肩4设有内螺纹,所述支撑肩台11对应内螺纹设有外螺纹,所述轴肩4通过所述内螺纹和外螺纹的配合套装于所述支撑肩台11固定连接。通过该设计使得轴肩4稳定的固定在夹持柄1上,同时所述轴肩4、搅拌针2、以及通孔12三者同轴设置,能够保证轴肩4能够与搅拌针2和夹持柄1同步转动,确保焊接的工件的质量。
27.优选的,所述搅拌针2和轴肩4既可以为上述提及到的分体式结构,也可一体式加工成型。该设计是由于焊接过程,搅拌针2和轴肩4均会对焊接工件进行搅拌和摩擦,即是均会接触到焊接工件,当焊接工件进行更换时,在本方案中不仅需要更换搅拌针2,同时也需要更换轴肩4,因此一体式的设置能够加快更换速率,提高焊接效率。
28.优选的,所述轴肩4的底部端面可设计成不同尺寸和形状,且端面为斜面。该设计有利于挤压塑化的材料,促进焊接过程中材料的迁移运动。
29.值得一提的是,当在焊接实施过程中,轴肩4长时间接触焊接工件而磨损严重时,可直接去除轴肩4,利用支撑肩台11直接作为焊接用的所需轴肩4,同样可有效保证焊接生产的稳定进行,同时还能够节约生产成本。
30.本实施例中的所述搅拌针2自由端的形状可为圆柱型、圆锥型以及偏心圆结构,该形状设计可根据实际需要进行选择,对材料能够起到有效搅拌的作用。且所述搅拌针2表面设有用于促进材料迁移的螺纹,该设计有利于促进材料在三维空间的迁移。
31.在上述结构的基础上,当被焊接工件为铝合金等轻质金属时,轴肩4和搅拌针2可以选用耐磨的结构钢,如h13钢等。当被焊接工件为不锈钢、钛板等高熔点、高强度材料时,轴肩4和搅拌针2可采用耐磨的高温合金,如gh4169合金等。(上述为搅拌针2和轴肩4一体式结构)。当被焊接工件为不锈钢和铝合金等异种材料时,轴肩4可采用h13钢等结构材料,搅拌针2可采用gh4169、inconel625等高温耐磨材料。(该种搅拌针2和轴肩4分体式结构)。
32.优选地,本实施例除了可进行对工件进行焊接之外,同时还可用于搅拌摩擦焊匙孔的填补。对于搅拌摩擦焊后所产生的匙孔,可根据被焊接工件材料制作同材质或其他材质的相应规格的搅拌针2,随后将快速旋转的搅拌针2扎入匙孔中,此时,因搅拌针2与被焊工件材料相近,热物理属性相似或一致,搅拌针2逐渐与被焊工件匙孔附近的母材摩擦塑化、混合在一起,随着搅拌针2逐步扎入匙孔中,原搅拌摩擦匙孔即逐渐被塑化后的搅拌针2填充起来,同时,轴肩4将原匙孔及附近区域材料摩擦加热,促进匙孔区域母材与搅拌针2材
料进一步融合,从而实现搅拌摩擦焊匙孔的填补。
33.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1