一种装配机构的制作方法
1.本实用新型涉及花洒装配设备领域,特别涉及一种装配机构。
背景技术:
2.在花洒的生产过程中的出货阶段,需要对每个花洒进行垫圈和/或滤网的安装,而现在的卫浴行业中,对于垫圈或滤网的组装都采用人工的方式进行完成,因此导致出货速度慢,且人工安装导致人工成本增加等等的问题。
技术实现要素:
3.本实用新型的目的是提供一种装配机构,其要解决现有对于花洒的垫圈和滤网的安装采用人工的方式,导致费时费力的问题。
4.为实现本实用新型的目的,本实用新型采用的技术方案是:一种装配机构,包括抓取模块和带动所述抓取模块移动的移动模块;
5.所述抓取模块包括与真空泵连通抽真空的真空腔、与所述真空腔相导通且转动设置在所述真空腔上的吸管、设置在所述吸管的吸气口上的吸块和带动所述吸管转动的动力单元。
6.优选的,所述动力单元与吸管之间设置有联轴器,所述联轴器与所述吸管连接处密封连接。
7.优选的,所述吸管与所述真空腔之间的连接端设置有轴承。
8.优选的,位于所述真空腔内的部分所述吸管的侧壁开设有气孔,且位于所述气孔的上、下两侧上设置有与所述真空腔的内侧面相密封的密封圈。
9.优选的,所述吸管套设有一检测块,所述抓取模块的架体上设置有监测所述检测块转动的传感器。
10.优选的,所述移动模块包括带动所述抓取模块竖向移动的升降单元、带动所述升降单元纵向移动的纵向移动单元和带动所述纵向移动单元横向移动的横向移动单元。
11.优选的,所述升降单元包括调节块、设置在所述调节块上的滑块和带动所述滑块沿着调节块移动的升降气缸,所述抓取模块的架体设置在所述滑块上。
12.优选的,所述滑块上设置有滑轨,所述抓取模块的架体设置在滑轨上,所述滑轨的两端设置有上限位块和下限位块,所述上限位块或所述下限位块与所述抓取模块的架体之间设置有弹簧。
13.优选的,所述纵向移动单元包括设置在一固定架上的滑道和带动所述抓取模块沿着滑轨滑动的纵向气缸;
14.所述横向移动单元与所述纵向移动单元相同结构设置,且所述纵向移动单元的固定架滑动设置在所述横向移动单元的滑道上。
15.优选的,还包括独立设置的定位气缸,所述定位气缸的输出轴端设置有定位块,所述定位气缸位于所述抓取模块的一侧,且用于对所述抓取模块的移动形成一个位置定位
点。
16.与现有技术相比,本实用新型的有益效果如下:
17.1、通过移动模块可以带动抓取模块移动至取料区,此时通过抓取模块抓取垫圈或滤网,继而再次驱动移动模块,将抓取模块移动至待组装的花洒处,将垫圈或滤网安装至花洒后复位,完成本次的安装。如此反复,实现机械自动化的对花洒进行装配,提高组装的效率。
18.2、在抓取垫圈或滤网时,通过真空泵对真空腔抽真空,使得位于吸管的吸块处产生负压,继而将垫圈或滤网吸附在吸块上,完成对垫圈或滤网拿取的目的。继而,再移动至花洒处时,将垫圈放置在花洒上,同时通过动力单元带动吸管转动,使得垫圈或滤网可以沿着花洒上螺纹进行转动,进而稳固的套设在花洒上,完成对垫圈或滤网的安装。
19.3、动力单元在驱动吸管转动时,通过传感器对吸管上的检测块进行检测,进而准确的控制动力单元转动的圈数,达到高效的安装垫圈或滤网的目的。
附图说明
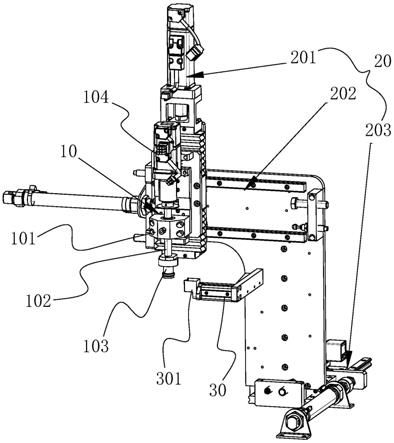
20.图1为实施例所述的装配机构的立体图;
21.图2为实施例所述的装配机构的侧视图;
22.图3为实施例所述的装配机构的爆炸图;
23.图4为实施例所述的装配机构的局部剖视图。
24.附图标记:
25.10、抓取模块;101、真空腔;102、吸管;103、吸块;
26.104、动力单元;105、联轴器;106、轴承;107、密封圈;
27.108、传感器;
28.1021、气孔;1022、检测块;
29.20、移动模块;201、升降单元;202、纵向移动单元;
30.203、横向移动单元;
31.2011、调节块;2012、滑块;2013、升降气缸;2014、滑轨;
32.2015、弹簧;2020、固定架;2021、滑道;2022、纵向气缸;
33.30、定位气缸;301、定位块;
具体实施方式
34.本实用新型提出新的方案,为更加清楚的表示,下面结合附图对本实用新型做详细的说明。
35.请参见图1至图4,本实施例提供一种装配机构,包括抓取模块10和带动抓取模块10移动的移动模块20。抓取模块10包括与真空泵连通抽真空的真空腔101、与真空腔101相导通且转动设置在真空腔101上的吸管102、设置在吸管102的吸气口上的吸块103和带动吸管102转动的动力单元104。将需要对不同尺寸大小的配件进行吸附时,可以通过更换吸块103,进而满足对不同尺寸的配件进行真空吸附,而配件可以为垫片或滤网等等,提高装配机构的适配性。
36.下文中以对花洒进行装配垫圈或滤网为例进行说明。使用时,通过移动模块20可
以带动抓取模块10移动至取料区,此时通过抓取模块10抓取垫圈或滤网,继而再次驱动移动模块20,将抓取模块10移动至待组装的花洒处,将垫圈或滤网安装至花洒后复位,完成本次的安装。如此反复,实现机械自动化的对花洒进行装配,提高组装的效率。
37.具体的,在抓取垫圈或滤网时,通过真空泵对真空腔101抽真空,使得位于吸管102的吸块103处产生负压,继而将垫圈或滤网吸附在吸块103上,完成对垫圈或滤网拿取的目的。继而,再移动至花洒处时,将垫圈放置在花洒上,同时通过动力单元104带动吸管102转动,动力单元104可以为伺服电机,使得垫圈或滤网可以沿着花洒上螺纹进行转动,进而稳固的套设在花洒上,完成对垫圈或滤网的安装。
38.如图1和图4所示,本实施例中动力单元104与吸管102之间设置有联轴器105,联轴器105与吸管102连接处密封连接。通过联轴器105可以连接动力单元104和吸管102,可以通过联轴器105与吸管102连接端进行密封连接,例如通过盲孔连接吸管102,并使用密封圈107密封。或者,吸管 102与联轴器105连接的一端为封堵的实心端。实现了,对吸管102的连接端的密封,保证吸管102具有吸块103的一端的吸附力。
39.本实施例中吸管102与真空腔101之间的连接端设置有轴承106。吸管102贯穿真空腔101,因此在真空腔101的上侧壁和下侧壁上各通过一个轴承 106与吸管102连接,达到吸管102可以转动的效果。
40.同时,为了对真空腔101内形成密封,本实施例中位于真空腔101内的部分吸管102的侧壁开设有气孔1021,且位于气孔1021的上、下两侧上设置有与真空腔101的内侧面相密封的密封圈107。密封圈107可以安装在轴承106与气孔1021之间,使得真空腔101内与吸管102连通,并保证真空腔 101内的密封的效果,因此在抽真空时,吸管102上吸块103处可以产生负压,达到抓取垫片或滤网的目的。
41.如图2所示,本实施例中吸管102套设有一检测块1022,检测块1022 为具有一个缺口的环形结构,抓取模块10的架体上设置有监测检测块1022 转动的传感器108,传感器108可以为位置传感器或红外传感器。当动力单元104在驱动吸管102转动时,通过传感器108对吸管102上的检测块1022 进行检测,进而准确的控制动力单元104转动的圈数,达到高效的安装垫圈或滤网的目的。
42.如图1所示,本实施例中移动模块20包括带动抓取模块10竖向移动的升降单元201、带动升降单元201纵向移动的纵向移动单元202和带动纵向移动单元202横向移动的横向移动单元203。通过升降单元201、纵向移动单元202和横向移动单元203实现对抓取模块10在三维空间的x轴、y轴和z 轴上进行位置调节,满足对抓取模块10的灵活移动。
43.具体的,本实施例中升降单元201包括调节块2011、设置在调节块2011 上的滑块2012和带动滑块2012沿着调节块2011移动的升降气缸2013,抓取模块10的架体设置在滑块2012上。启动升降气缸2013,可以带动滑块2012 沿着调节块2011进行往返滑动,实现在竖直方向上移动抓取或安装垫片或滤网,完成对垫片或滤网安装的目的。
44.具体的,本实施例中滑块2012上设置有滑轨2014,抓取模块10的架体安装在滑轨2014上,滑轨2014的两端设置有上限位块和下限位块,通过上、下限位块可以限制滑块2012滑动的范围,同时避免滑块2012由滑轨2014 的两端滑出。在上限位块或下限位块与抓取模块10的架体之间设置有弹簧 2015。在吸块103吸附了垫片时,升降单元201带动抓取模块10向上移动,纵向移动单元202和横向移动单元203将抓取模块10移动至花洒的正上方,随后
升降单元201控制抓取模块10下降,吸块103来到花洒的头部部分,且整个弹簧2015此时处于压缩状态,控制动力单元104转动将垫片套设到花洒头部连接端的螺纹上,进而进行转动,将垫圈旋转安装到位。在整个过程中,弹簧2015会逐渐伸长,但是弹簧2015仍处于压缩状态,保持了对安装垫片时的一定压力且不会压坏产品。可以通过动力单元104最后输出扭力大小的数值判断垫圈是否安装到位,保证垫片安装到位,提高装配机构的稳定性和实用性。
45.本实施例中纵向移动单元202包括设置在一固定架2020上的滑道2021 和带动抓取模块10沿着滑轨2014滑动的纵向气缸2022,横向移动单元203 与纵向移动单元202相同结构设置,且纵向移动单元202的固定架2020滑动设置在横向移动单元203的滑道2021上。通过纵向气缸2022带动升降单元 201和抓取模块10一起沿着纵向进行移动;同理,通过横向气缸带动纵向移动单元202、升降单元201和抓取模块10一起沿着横向进行移动。再结合升降单元201在竖直方向的移动,实现了抓取模块10在三维空间中的位置调节的目的,保障了装配机构位置调节的灵活性。
46.本实施例中还包括独立设置的定位气缸30,定位气缸30的输出轴端设置有定位块301,定位气缸30位于抓取模块10的一侧,且用于对抓取模块 10的移动形成一个位置定位点。定位气缸30控制定位块301在花洒的正上方进行定位,继而再抓取模块10移动至花洒的上方时,可以通过定位块301 进行位置的校准,从而提高装配垫片于花洒上的准确度和装配效率。或者,定位块301在空间处的定位点可以为起始和结束的位置点,使得抓取模块10 的吸块103的行走路线为一个闭环,可以保证单次的工作稳定,相对的提高工作效率。
47.以上实施例仅用以解释说明本实用新型的技术方案而非对其限制,尽管上述实施例对本实用新型进行了具体的说明,相关技术人员应当理解,依然可对本实用新型的具体实施方式进行修改或者等同替换,而未脱离本实用新型精神和范围的任何修改和等同替换,其均应涵盖在本实用新型的权利要求范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1