一种用于叉车倾斜油缸支座组焊工装的制作方法
1.本实用新型涉及叉车倾斜油缸支座组焊的技术领域,具体是一种用于叉车倾斜油缸支座组焊工装。
背景技术:
2.目前叉车倾斜油缸支座由人工组焊或者用简易的模具搭接焊接,很多定位尺寸精度难以保证,尤其是两支板之间的开档无法保证,且焊接质量稳定性无法保证。从而影响后道工序倾斜油缸的组装,进而影响叉车前倾、后倾性能。
技术实现要素:
3.针对现有技术存在的不足之处,本实用新型提供一种用于叉车倾斜油缸支座组焊工装,保证定位尺寸精度及焊接质量的同时,保证焊接工作效率。
4.具体技术方案如下:一种用于叉车倾斜油缸支座组焊工装,包括方形底板2,底板2上布置一对开档定位机构、一对夹紧机构和一对压紧夹具3;
5.所述一对开档定位机构和一对夹紧机构相互对应配合;
6.每个所述开档定位机构包括l形板11和支座12,一对开档定位机构的两支座12分别直立设于底板2长边一侧的两端,一对压紧夹具3分别间隔设于底板2长边的另一侧的中间;
7.每个所述开档定位机构的l形板11的上端通过转销和支座12上端转动连接,且l形板11竖直部通过支撑限位柱13平行底板2的短边布置,l形板11的水平部垂直向下为定位板14,定位板14的前端设有水平挡板15,定位板14的两侧均设有强磁铁16和一对开挡定位销17;
8.每个所述夹紧机构包括两个以上定位销41和一对水平夹紧夹具42,一对夹紧机构上的两对水平夹紧夹具42对应布置在底板2的两侧短边上;
9.每个夹紧机构上的两个以上定位销41平行于底板2的短边均匀布设在底板2上,两个以上定位销41和一对水平夹紧夹具42对应;
10.使用时,油缸支座板5沿着底板2的短边方向布置在一对水平夹紧夹具42和两个以上定位销41之间的底板2上,并通过一对压紧夹具3压紧,一对支耳51布置在定位板14的两侧,通过强磁铁16吸力靠近,并通过一对开挡定位销17保持与定位板14的距离。
11.进一步,所述定位板14的上部两侧对应布设所述强磁铁16,每块强磁铁16的中部开设圆孔,且圆孔内同轴安装有圆柱形的开裆定位块18,定位板14的下部两侧均设有一对开挡定位销17。
12.进一步,所述支撑限位柱13直立的安装在底板2上,且支撑限位柱13和相邻的所述定位销41之间的底板2上设有两个挡销43,两个挡销43平行底板2的长边布,两个挡销43的间隔距离小于油缸支座板5的宽度。
13.进一步,所述支撑限位柱13的上端开设有槽口,l形板11竖直部上对应开设限位面
形成限位凹槽,限位凹槽配合卡设在槽口内,使得所述支撑限位柱13支撑并限位l形板11竖直部,l形板11平行底板2的短边布置。
14.进一步,每个所述水平夹紧夹具的夹紧螺栓一侧对应的底板2上均设有防撞销44。
15.进一步,所述每个水平夹紧夹具和每个压紧夹具均为推拉式快速夹紧夹具。
16.本实用新型的有益技术效果如下:
17.本实用新型的组焊工装包括方形底板,底板上布置一对开档定位机构、一对夹紧机构和一对压紧夹具,每个夹紧机构包括两个以上定位销和一对水平夹紧夹具,两个以上定位销和一对水平夹紧夹具分别从油缸支座板的两侧水平夹紧油缸支座板,油缸支座板的上端通过压紧夹具的压紧螺栓压紧固定;
18.每对开档定位机构包括l形板和支座,l形板的上端通过转销和支座上端转动连接,且l形板竖直部通过支撑限位柱平行底板的短边布置,l形板的水平部垂直向下为定位板,定位板的前端设有水平挡板,定位板的两侧均设有强磁铁和一对开挡定位销,
19.组焊时,一对支耳布置在油缸支座板上,且位于定位板的两侧,通过强磁铁吸力靠近,并通过一对开挡定位销和开挡定位快保持与定位板的距离;一对油缸支座板的开档和每对支耳的开档得以精确保证;
20.同时本实用新型的组焊工装用于叉车倾斜油缸支座,整体操作不需要扳手等特殊工具,所有操作都可以在非常省力的状态下实现,装、脱模轻松,操作也简便,作业效率高、定位精度高。
附图说明
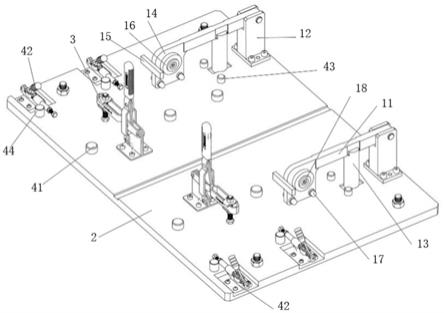
21.图1为本实用新型组焊工装的结构示意图。
22.图2为本实用新型开档定位机构的结构示意图。
23.图3为本实用新型组焊工装的工作状态图。
24.其中:11l形板、12支座、13支撑限位柱、14定位板、15挡板、16强磁铁、17一对开挡定位销、18开裆定位块、2底板、3一对压紧夹具、41定位销、42一对水平夹紧夹具、43挡销、44防撞销、5油缸支座板、51一对支耳。
具体实施方式
25.为使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型,并不用于限定本实用新型。
实施例
26.见图1,一种用于叉车倾斜油缸支座组焊工装,包括方形底板2,底板2上布置一对开档定位机构、一对夹紧机构和一对压紧夹具3;
27.所述一对开档定位机构和一对夹紧机构相互对应配合;
28.每个所述开档定位机构包括l形板11和支座12,一对开档定位机构的两支座12分别直立设于底板2长边一侧的两端,一对压紧夹具3分别间隔设于底板2长边的另一侧的中间;
29.每个所述开档定位机构的l形板11的上端通过转销和支座12上端转动连接,且l形板11竖直部通过支撑限位柱13平行底板2的短边布置,l形板11的水平部垂直向下为定位板14。
30.见图2,定位板14的前端设有水平挡板15,所述定位板14的上部两侧对应布设所述强磁铁16,每块强磁铁16的中部开设圆孔,且圆孔内同轴安装有圆柱形的开裆定位块18,定位板14的下部两侧均设有一对开挡定位销17。
31.每个所述夹紧机构包括两个以上定位销41和一对水平夹紧夹具42,一对夹紧机构上的两对水平夹紧夹具42对应布置在底板2的两侧短边上;
32.每个夹紧机构上的两个以上定位销41平行于底板2的短边均匀布设在底板2上,两个以上定位销41和一对水平夹紧夹具42对应;
33.见图3,使用时,油缸支座板5沿着底板2的短边方向布置在一对水平夹紧夹具42和两个以上定位销41之间的底板2上,并通过一对压紧夹具3压紧,一对支耳51布置在定位板14的两侧,通过强磁铁16吸力靠近,并通过一对开挡定位销17保持与定位板14的距离。
34.所述支撑限位柱13直立的安装在底板2上,且支撑限位柱13和相邻的所述定位销41之间的底板2上设有两个挡销43,两个挡销43平行底板2的长边布,两个挡销43的间隔距离小于油缸支座板5的宽度。
35.所述支撑限位柱13的上端开设有槽口,l形板11竖直部上对应开设限位面形成限位凹槽,限位凹槽配合卡设在槽口内,使得所述支撑限位柱13支撑并限位l形板11竖直部,l形板11平行底板2的短边布置。
36.每个所述水平夹紧夹具的夹紧螺栓一侧对应的底板2上均设有防撞销44。
37.所述每个水平夹紧夹具和每个压紧夹具均为推拉式快速夹紧夹具。且水平夹紧夹具型号为为嘉刚快夹ch
‑
101
‑
h,压紧夹具型号为嘉刚快夹ch
‑
304
‑
cm。
38.本实用新型的一对夹紧机构使得一对油缸支座板之间的开档得以准确保证,每对开档定位机构使得每对支耳之间的开档得以准确保证;同时本实用新型的用于叉车倾斜油缸支座组焊工装使用时,整体操作不需要扳手等特殊工具,所有操作都可以在非常省力的状态下实现,装、脱模轻松,操作也简便,作业效率高、定位精度高。
39.本领域的技术人员容易理解,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1