一种可加工多工位的平台的制作方法
1.本实用新型涉及机械加工技术领域,更具体地说涉及一种可加工多工位的平台。
背景技术:
2.在机械加工中,钻孔、抛光等相关工序,往往有多道工序需要进行加工,中间需进行多次流转、装夹,需要转换夹具或加工设备,相关的工序一般由人工完成,人工工作量大,效率低,成本高。而在全自动加工流水线中,结构复杂,工序间输送往往采用机械手,制造成本高,维护及维修成本高,引起生产成本成倍上升。
技术实现要素:
3.本实用新型的目的就是针对现有技术之不足,提供一种工序间能自动流转的可加工多工位的平台。
4.一种可加工多工位的平台,包括机座,所述的机座前方设有用夹紧件夹紧的座体;机座后侧设有工作台面,工作台面上设有转台机构;座体和转台机构间设送料机构,送料机构上方设抓取机构,抓取机构通过导轨固定在机座上;座体上方设有移取工件的转运机构,由转运机构将工件从送料机构到座体之间输送。本实用结构合理,能自动进行上、下料,工序间自动进行输送,自动化程度高,效率高,生产成本低。
5.作为对上述方案的进一步完善和补充,本实用新型还包括以下附加技术特征:
6.所述的所述的转运机构包括滑杆,滑杆下方设第一滑轨,第一滑轨上设滑条,滑条与齿条垂直连接;齿条由齿轮轴上的齿轮驱动;齿轮轴由伺服电机带动。滑条下方设带滑移杆的支承座,支承座上设动块,动块一端设第一气缸,另一端设压块,压块两端设由第二气缸驱动的夹块。齿轮与齿条传动成本低,伺服电机驱动精度高,能实现左右移动。
7.所述的转台机构包括分度件,分度件上设带多个工位的旋转转盘,旋转转盘的每个工位上设定位的夹具座。实现了多工位的动作,效率高。
8.所述的送料机构包括两间隔设置的安装座,安装座中间下方处设第二滑轨,第二滑轨上设带第三气缸的拨块,所述的安装座上侧和中间相对侧分别设有多个均布的第一轴承;第二滑轨外侧设定位块,定位块上方设第一转位机构,下方设第二转位机构。能自动进行上料,且能进行两个方向的转位,自动化程度高。
9.所述的抓取机构包括支承体,支承体一侧连接在滑动块上,滑动块连接在第四气缸上;所述的支承体前方设有第三滑轨,支承体上方设有连板,连板上设有上下向的第五气缸,第五气缸下端设第一推块,第一推块驱动连接在第三滑轨上的第二推块;角铁上设的第六气缸驱动第三推块。能实现夹紧、抓取及输送到下一工序,用气缸驱动,成本低,效率高。
10.所述的第一转位机构包括转位底板和带固定板的转向气缸,转向气缸和带卡块的旋转轴间通过法兰连接。实现了第一次转向,结构简单合理。
11.所述的第二转位机构包括法兰轴和带固定板的转向气缸,法兰轴穿过定位块,轴端通过联轴接与转向气缸相连,法兰端连接在转位底板上。实现了第二次转向,结构简单合
理。
12.使用本实用新型可以达到以下有益效果:本实用结构合理,能自动进行上、下料,上下料时可进行二次转位,适应的范围广,工序间自动进行输送,自动化程度高,效率高,生产成本低。
附图说明
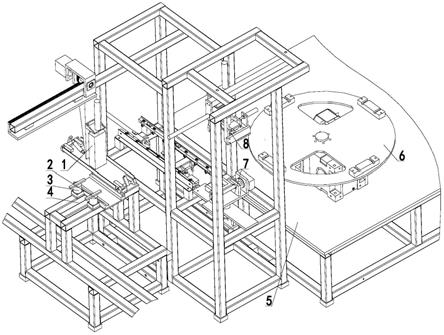
13.图1是本实用新型的结构示意图。
14.图2是本实用新型的主视图。
15.图3是本实用新型的俯视图。
16.图4是本实用新型的左视图。
17.图5是本实用新型中转运机构1的结构示意图。
18.图6是本实用新型中转台机构6的结构示意图。
19.图7是本实用新型中送料机构7的结构示意图。
20.图8是本实用新型中送料机构7的主视图。
21.图9是本实用新型中送料机构7的左视图。
22.图10是本实用新型中抓取机构8的结构示意图。
具体实施方式
23.下面结合附图对本实用新型的具体实施方式进行详细描述。
24.如图1
‑
10所示,本实用新型为一种可加工多工位的平台。
25.本实施例所述的可加工多工位的平台,包括机座4,所述的机座4前方设有用夹紧件3夹紧的座体2,本实施例中座体2为两相对设置的直角结构。夹紧件3为现有技术,可以是转角气缸类夹紧,也可以是其它夹紧,在此不再展开。机座4后侧设有工作台面5,工作台面5上设有转台机构6;座体2和转台机构6间设送料机构7,送料机构7上方设抓取机构8,抓取机构8通过导轨9固定在机座4上;座体2上方设有移取工件的转运机构1,由转运机构1将工件从送料机构7到座体2之间输送。
26.进一步地,所述的转运机构1包括滑杆101,滑杆101下方设第一滑轨102,第一滑轨102上设滑条103,滑条103与齿条104垂直连接;齿条104由齿轮轴105上的齿轮驱动;齿轮轴105由伺服电机106带动,齿轮轴105和伺服电机106通过联接件107固定在滑杆101上。滑条103下方设带滑移杆的支承座108,支承座108上设动块110,动块110一端设第一气缸109,另一端设压块113,压块113两端设由第二气缸112驱动的夹块115。第一气缸109通过气缸座116固定在支承座108上,夹块115通过转动轴114固定在压块113两端,第二气缸112与转动轴114上的方块111相连。
27.进一步地,所述的转台机构6包括分度件601,分度件601为现有技术中的分度头,在此不再展开。分度件601上设带多个工位的旋转转盘602,旋转转盘602的每个工位上设定位的夹具座603。
28.进一步地,所述的送料机构7包括两间隔设置的安装座704,安装座704中间下方处设第二滑轨705,第二滑轨705上设带第三气缸701的拨块703,所述的安装座704上侧和中间相对侧分别设有多个均布的第一轴承706,第三气缸701通过固定座702固定在机座4上;第
二滑轨705外侧设定位块707,定位块707上方设第一转位机构708,下方设第二转位机构709。
29.所述的第一转位机构708包括转位底板7081和带固定板的转向气缸7087,转向气缸7087和带卡块7082的旋转轴7083间通过法兰7086连接;旋转轴7083通过垫块7084固定在转位底板7081上,且旋转轴7083在垫块7084上设支承的球轴承,并用盖体7085盖合。
30.所述的第二转位机构709包括法兰轴7094和带固定板的转向气缸7087,转向气缸7087通过垫高块7092与定位块707相连,法兰轴7093穿过定位块707,轴端通过联轴接7093与转向气缸7087相连,法兰端连接在转位底板7081上。法兰轴7093在定位块707上下两侧设有第二轴承7091。
31.更进一步地,所述的抓取机构8包括支承体801,支承体801一侧连接在滑动块803上,滑动块803连接在第四气缸802上;滑动块803连接在导轨9上,所述的支承体801前方设有第三滑轨806,支承体801上方设有连板804,连板804上设有上下向的第五气缸805,第五气缸805下端设第一推块807,第一推块807驱动连接在第三滑轨806上的第二推块808;第二推块808与滑移底板812两侧的挡板814卡合,角铁810上设的第六气缸811驱动第三推块809,第三推块809与滑移底板812上的第四滑轨813连接,第三推块809两端设定位结构,根据工件不同进行设置,可以销轴或是配合块,本实施例为销轴,第三推块809与第二推块808相对设置。角铁810固定在滑移底板812下方。
32.当此可加工多工位的平台使用时,根据工件不同,可以选择在座体2或送料机构7作为上料,连接到工件的自动输送接口。当在座体2上加工时,由夹紧件3夹紧工件进行相关工序加工。加工完毕,由齿轮轴105上的齿轮驱动齿条104移动,移动至工件上方,由第一气缸109驱动压块113下移,并由第二气缸112驱动夹块115,夹取工件,再由齿轮轴105上的齿轮驱动齿条104移动,移动至送料机构7上,放置在安装座704上的中间相对侧的第一轴承706上,由第三气缸701推动工件与卡块7082卡合,由第一转位机构708或/和第二转位机构709进行一次或/和二次转向,至需要加工的工序方向。然后抓取机构8中第五气缸805驱动下端的第二推块808,带动第六气缸811驱动的第三推块809,下移至工件位置,由第三推块809夹紧工件,第五气缸805带动工件复位上移,并由第四气缸802驱动第二推块808及工件前移至旋转转盘602的夹具座603上,第四气缸802和第六气缸811复位,进行相关工序加工,加工完成,由分度件601转位至下一工序。至各工位工序加工完成,再由抓取机构8输送至送料机构7处,进行下料处理,动作和送料机构7上料时反向。当送料机构7处作为上料时,先进行送料机构7上的工件卡合及转向进行上料,由抓取机构8送至转台机构6上,至旋转转盘602上的所有工序加工完成,由抓取机构8送至送料机构7上,再由送料机构7上的工件卡合及转向,第三气缸701复位,工件与卡块7082脱离,由转运机构1进行输送至座体2上加工,加工完毕,完成一个循环,如此循环完成所有相关加工工序。在输送到下一工序时,上一工序重新进行下一工件的加工,各工序间连续加工,效率高。
33.以上为本实用新型的优选实施方式,并不限定本实用新型的保护范围,对于本领域技术人员根据本实用新型的设计思路做出的变形及改进,都应当视为本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1