一种铝型材挤出成型用调节机构的制作方法
1.本实用新型涉及铝型材技术领域,尤其涉及一种铝型材挤出成型用调节机构。
背景技术:
2.在铝合金的挤压成型过程中,挤压模的工作温度一般在500℃以上,随着挤压过程的持续,由于铝合金锭的形状剧变及铝材与模具的摩擦产生热量使挤压模工作带的温度升高,导致模具钢回火稳定性下降及产生表面退氮,硬度降低,这是导致挤压模过早失效的主要原因之一,导致模具过早失效的原因之二是由于挤压过程中温度的升高加大了型材的氧化,型材表面生成的氧化铝硬度较高,不仅对模具造成划伤,而且还影响型材表面的光洁度,导致停产更换模具,随着挤压过程中挤压模及变形金属温度持续上升,挤出的型材还将产生气泡、融合及尺寸超差等缺陷,所以,为延长模具的使用寿命及避免型材表面缺陷,在挤压过程中必须限制型材的挤压速度以防止模具及型材温度过高。
3.现有的铝型材挤出成型机构结构简单,功能单一,当铝型材挤塑成型后,需要及时进行降温,但现有的挤出机构冷却长度不可调节,因此,无法长时间使用,或挤塑过长的铝型材,同时现有的挤出机构为一体化结构,清理不便。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种铝型材挤出成型用调节机构。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种铝型材挤出成型用调节机构,包括装置本体,所述装置本体包括挤出壳、电机壳和冷却机构,所述挤出壳沿长度方向一端外表壁螺纹连接有电机壳,所述挤出壳沿长度方向另一端外表壁螺纹连接有冷却机构;
6.所述电机壳,所述电机壳内部嵌设安装有伺服电机,所述电机壳上插接有与伺服电机相互卡接有的转轴,所述转轴外表壁焊接有搅拌球,所述电机壳开口处螺纹连接有端盖,所述电机壳外表壁粘接有密封圈;
7.所述冷却机构包括冷却管和若干个延长管,所述冷却管与若干个所述延长管之间通过螺纹连接,所述冷却管上开设有第二挤出口,所述冷却管位于第二挤出口的外侧开设有第二导流口,所述冷却管上焊接有与第二导流口相互导通的注水口,若干个所述延长管上开设有第一挤出口,所述延长管上位于第一挤出口的外侧开设有第二导流口。
8.优选的,所述端盖上开设有配合伺服电机使用的限位槽。
9.优选的,所述挤出壳位于电机壳的外侧焊接有与挤出壳内部相互导通的注塑口。
10.优选的,第一导流口与第二导流口相互导通。
11.优选的,所述伺服电机与转轴为可拆卸结构。
12.与现有技术相比,本实用新型的有益效果是:
13.1、本实用新型中,该一种铝型材挤出成型用调节机构,该装置为可拆卸机构,在清
理时可将电机壳取下,同时伺服电机与转轴为相互卡接式结构,相对于传统的一体式挤出壳,该装置提高了清理时的便捷性。
14.2、本实用新型中,该一种铝型材挤出成型用调节机构,冷却机构为可调节结构,通过增加不同数量的延长管来改变冷却长度,使得冷却时间增加,防止铝型材没有及时降温或降温时间不足导致的形变受损,相对于传统的挤出机构,该装置提高了实用性。
附图说明
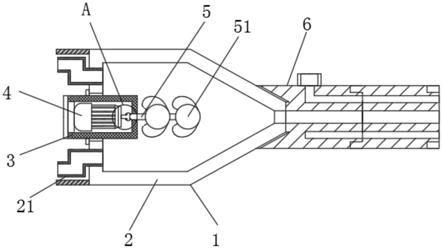
15.图1为本实用新型提出的一种铝型材挤出成型用调节机构的剖视图;
16.图2为本实用新型提出的一种铝型材挤出成型用调节机构的冷却机构结构示意图;
17.图3为本实用新型提出的一种铝型材挤出成型用调节机构的电机壳结构示意图;
18.图4为本实用新型提出的一种铝型材挤出成型用调节机构的a区放大图。
19.图例说明:
20.1、装置本体;2、挤出壳;21、注塑口;3、电机壳;31、端盖; 32、密封圈;33、限位槽;4、伺服电机;5、转轴;51、搅拌球;6、冷却机构;61、冷却管;62、第一导流口;63、第一挤出口;64、第二导流口;65、延长管;66、第二挤出口;67、注水口。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
23.参照图1
‑
4,一种铝型材挤出成型用调节机构,包括装置本体1,装置本体1包括挤出壳2、电机壳3和冷却机构6,挤出壳2沿长度方向一端外表壁螺纹连接有电机壳3,挤出壳2沿长度方向另一端外表壁螺纹连接有冷却机构6;
24.电机壳3,电机壳3内部嵌设安装有伺服电机4,电机壳3上插接有与伺服电机4相互卡接有的转轴5,转轴5外表壁焊接有搅拌球51,电机壳3开口处螺纹连接有端盖31,电机壳3外表壁粘接有密封圈32;
25.冷却机构6包括冷却管61和若干个延长管65,冷却管61与若干个延长管65之间通过螺纹连接,冷却管61上开设有第二挤出口66,冷却管61位于第二挤出口66的外侧开设有
第二导流口64,冷却管61上焊接有与第二导流口64相互导通的注水口67,若干个延长管65上开设有第一挤出口63,延长管65上位于第一挤出口63的外侧开设有第二导流口64。
26.端盖31上开设有配合伺服电机4使用的限位槽33。
27.挤出壳2位于电机壳3的外侧焊接有与挤出壳2内部相互导通的注塑口21。
28.第一导流口62与第二导流口64相互导通。
29.伺服电机4与转轴5为可拆卸结构。
30.伺服电机4输出轴外表壁焊接有凸块,转轴5上开设有配合凸块使用的卡槽。
31.工作原理:该一种铝型材挤出成型用调节机构使用时,将伺服电机4插进电机壳3内,旋紧端盖31,使得限位槽33对伺服电机4卡接固定,将转轴5插入电机壳3内与伺服电机4输出轴卡接固定,使得伺服电机4输出轴通过联轴器与转轴5转动连接,进一步的将电机壳3螺纹连接在挤出壳2内表壁,安装完成后将挤出壳2固定在挤塑机上,使用时还可以加装不同数量的延长管65来调整冷却机构6的冷却长度,使得加工不同种类的铝型材均可以稳定降温,防止铝型材因长度过长或冷却时间短导致的形变损坏。
32.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1