螺钉类零件一字槽加工的装夹装置的制作方法
1.本实用新型涉及螺钉一字槽加工技术领域,具体涉及一种螺钉类零件一字槽加工的装夹装置。
背景技术:
2.螺钉一字槽的加工方法通常有三种,一种是模具直接成型,一种是铣床加工成型,一种是线切割加工成型。模具直接成型的,加工速度非常快,效率很高,成本相对小得多,但弊端是一字槽两边会产生外“八”字,一字槽不光滑;铣床和线切割机床加工成型的一字槽平整光滑,一字槽两边没有外“八”字,但加工时需要用夹紧装置夹紧,否则不能加工。装夹方式主要有台虎钳夹紧、三爪卡盘夹紧、压板压紧,当采用台虎钳夹紧、三爪卡盘夹紧时,一次只能加工一个零件,装夹频繁,效率极低,工人劳动强度大,因此加工成本比较高,而且夹紧力难以控制,夹紧力过大时容易出现螺纹被破坏的情况,导致报废,越小的螺钉越难以装夹。
3.而采用压板压紧时,例如图3所示采用上模11、下模10合拢装夹,上模11、下模10之间形成一排定位孔12用于夹紧螺钉,装夹效率高于前两种。但是螺钉的直径有一定的误差,加持部位又不尽相同,因此容易发生直径偏大的螺钉被夹紧,直径偏小的螺钉松动,不利于一字槽的加工,导致加工成品和半成品混在一起,甚至直径偏大的螺钉螺纹还会被破坏;其次是上、下合拢的过程中定位孔的中心会产生一定的中心对称偏差,导致铣出的一字槽相对于轴中心对称度会有一定偏差;而且还只能装夹一排螺钉,操作不便,同样越小的螺钉越难以装夹。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种螺钉类零件一字槽加工的装夹装置。
5.本实用新型通过以下技术方案得以实现。
6.本实用新型提供了一种螺钉类零件一字槽加工的装夹装置,包括装夹底座,所述装夹底座的正面沿竖向加工有1~2列安装孔,安装孔的中部开设有一条0.3~0.8mm的缝隙槽,装夹底座正面对应于安装孔并列地开设有过渡槽,过渡槽位于安装孔靠近装夹底座侧面的一边,过渡槽与安装孔之间形成一片弹性夹紧片,从过渡槽向装夹底座侧面贯穿地开设有螺纹孔,螺纹孔沿竖向布置,螺纹孔内设有压紧螺钉。
7.旋进压紧螺钉时,挤压螺钉从不同位置压紧弹性夹紧片,弹性夹紧片向螺钉压紧的同时产生不均匀变形,消除由误差导致直径偏小的螺钉与安装孔之间的间隙,使所有螺钉均被夹紧。
8.所述压紧螺钉的旋紧力不足以破坏螺钉的螺纹。
9.所述缝隙槽的宽度为0.5mm。
10.所述缝隙槽、过渡槽的深度大于安装孔。
11.所述安装孔的深度根据所加工的螺钉长度而定,使得一字槽加工后一字槽底面高于装夹底座平面。
12.每个压紧螺钉设于对应的3~4个安装孔的分布线中部。
13.所述螺纹孔的轴向投影轮廓最低不超过安装孔的底部。
14.所述螺纹孔的长度不低于8mm。
15.所述安装孔每一列有10~18个。
16.本实用新型的有益效果在于:
17.与现有技术相比,本实用新型具有如下优点:(1)本实用新型操作简单方便,即使对小螺钉也能很方便地夹紧,工人的劳动强度小; (2)一次可装夹1~2排螺钉,且所有螺钉均被夹紧,一次走刀即可全部加工完成,不会出现成品和半成品混在一起的情况,和现有技术相比,加工效率提高了一倍以上;(3)降低了加工成本,还能防止夹紧力过大而使螺钉的螺纹被破坏,提高了成品率;(4)每次夹紧的螺钉均一致向安装孔的同一方向靠拢,铣出的一字槽相对于轴中心对称,不会出现偏差,提高了产品质量。
附图说明
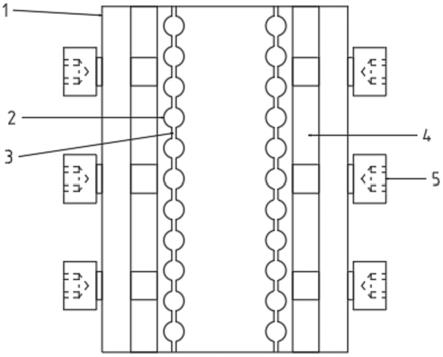
18.图1是本实用新型的结构示意图;
19.图2是图1的俯视图。
20.图3是现有技术中上模与下模的结构示意图。
21.图中:1
‑
装夹底座;2
‑
安装孔;3
‑
缝隙槽;4
‑
过渡槽;5
‑
压紧螺钉; 6
‑
螺纹孔。
具体实施方式
22.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
23.如图1~2所示为本实用新型的结构示意图:
24.本实用新型提供了一种螺钉类零件一字槽加工的装夹装置,包括装夹底座1,所述装夹底座1的正面沿竖向加工有1~2列安装孔2,安装孔2的中部开设有一条0.3~0.8mm的缝隙槽3,装夹底座1正面对应于安装孔2并列地开设有过渡槽4,过渡槽4位于安装孔2靠近装夹底座1侧面的一边,过渡槽4与安装孔2之间形成一片弹性夹紧片,从过渡槽4 向装夹底座1侧面贯穿地开设有螺纹孔6,螺纹孔6沿竖向布置,螺纹孔6内设有压紧螺钉5。
25.采用本实用新型加工螺钉一字槽时,先将螺钉插入安装孔2,然后旋紧压紧螺钉5,使弹性夹紧片向螺钉运动,缝隙槽3收缩,从而夹紧螺钉,将装夹底座1装夹在台虎钳上,即可进行一字槽的铣削加工、线切割加工,一次走刀即可完成多个零件的加工。由于弹性夹紧片可变形,压紧螺钉5从不同位置压紧弹性夹紧片,使得各孔位的螺钉都能被夹紧,而且直径较大的螺钉不会由于夹紧力大而被破坏螺纹,另外缝隙槽3还能限制安装孔2的最大收缩程度,对螺钉起到保护作用。
26.本实用新型能用于加工螺钉、螺柱、沉头螺钉等零件。
27.可见,本实用新型操作简单方便,即使对小螺钉也能很方便地夹紧,工人的劳动强度小;一次可装夹1~2排螺钉,且所有螺钉均被夹紧,一次走刀即可全部加工完成,不会出现成品和半成品混在一起的情况,和现有技术相比,加工效率提高了一倍以上;降低了加工成本,还能防止夹紧力过大而使螺钉的螺纹被破坏,提高了成品率;每次夹紧的螺钉均一致
向安装孔2的同一方向靠拢,铣出的一字槽相对于轴中心对称,不会出现偏差,提高了产品质量。
28.旋进压紧螺钉5时,挤压螺钉从不同位置压紧弹性夹紧片,弹性夹紧片向螺钉压紧的同时产生不均匀变形,消除由误差导致直径偏小的螺钉与安装孔2之间的间隙,使所有螺钉均被夹紧。
29.所述压紧螺钉5的旋紧力不足以破坏螺钉的螺纹。
30.所述缝隙槽3的宽度为0.5mm。便于夹紧螺钉,并且限制弹性压紧片的运动,保护螺钉不被损伤,最适合用于加工m1.6、m2、m2.5 等规格的小螺钉。
31.所述缝隙槽3、过渡槽4的深度大于安装孔2。便于推动弹性压紧片,减小装夹难度。
32.所述安装孔2的深度根据所加工的螺钉长度而定,使得一字槽加工后一字槽底面高于装夹底座1平面。防止刀具与装夹底座1干涉,损坏装夹底座1和刀具。
33.每个压紧螺钉5设于对应的3~4个安装孔2的分布线中部。通过该设置,可保证压紧螺钉5的大小足以推动弹性夹紧片而自身螺纹不受破坏,同时使夹紧片产生的变形足以对每个螺钉进行夹紧。
34.所述螺纹孔6的轴向投影轮廓最低不超过安装孔2的底部。确保压紧力作用在安装孔2的位置,减小旋紧压紧螺钉5所需要的力和弹性压紧片对压紧螺钉5的反力。
35.所述螺纹孔6的长度不低于8mm。保证压紧螺钉5的安装板有足够的刚性,并且压紧螺钉5有足够的受力面积,避免夹持松动和压紧螺钉5损坏。
36.所述安装孔2每一列有10~18个。便于控制每次装夹操作时间和装置大小,使装置能稳固地夹持在台虎钳上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1