一种提高轧钢剪切质量的剪刃的制作方法
1.本实用新型属于轧钢剪刃相关技术领域,尤其涉及一种提高轧钢剪切质量的剪刃。
背景技术:
2.轧钢厂棒材定尺剪切当前最常用的剪切方式是冷停剪,其位于冷床输出辊道后,主要剪切φ40mm以下规格的螺纹钢。目前常见的剪刃为平剪刃和孔型剪刃,孔型剪刃剪切质量好,精度高,但是其使用成本远高于平剪刃。平剪刃使用过程中易出现剪切端面缺陷,容易造成质量异议,降低产品成材率,由于平剪刃在剪切时易出现剪切端端面崩口等缺陷,不但降低了钢材的成材率,同时也增大了钢材产品的质量异议。
技术实现要素:
3.本实用新型实施例提供一种提高轧钢剪切质量的剪刃,旨在解决背景技术中提出的问题。
4.本实用新型实施例是这样实现的,
5.一种提高轧钢剪切质量的剪刃,包括剪刃主体,所述剪刃主体包括上剪刃和下剪刃,所述上剪刃位于下剪刃的一侧上方,所述上剪刃和所述下剪刃上均开设有用于固定的安装孔,且所述安装孔横向贯穿于上剪刃和下剪刃,所述上剪刃和所述下剪刃为板条状结构,所述下剪刃的上下两端中部均开设有刃槽,且所述刃槽呈v型结构,通过设置v型结构的刃槽,能够减少剪刃面与钢材的接触面,增大压强,使剪切提前进入屈服强度,降低端面弯曲、崩口等缺陷,提高产品成材率。
6.优选的,所述刃槽的内部形成有倾斜面,且所述倾斜面与顶端之间的夹角为30
°
,通过设置倾斜30
°
的倾斜面,能够有效的减少剪刃面与钢材的接触面,同时也增强了下剪刃的强度。
7.优选的,所述下剪刃的上下两端位于刃槽的两侧均设置有刃口端面,且所述刃口端面的宽度为1mm,通过设置宽度为1mm的刃口端面,加快了屈服剪切阶段,从而降低剪切端面缺陷,降低剪刃的消耗。
8.优选的,所述下剪刃的一侧开设有两个相互对称的第二散热槽,且所述第二散热槽为弧形结构,通过第二散热槽的设置,能够方便自然风在下剪刃的侧边进行流动,提高了冷却效果。
9.优选的,所述下剪刃上位于安装孔的两侧均开设有第二散热孔,所述第二散热孔横向贯穿于下剪刃,且所述第二散热孔的直径为4mmn,通过第二散热孔的设置,能够有对下剪刃内部的热量进行冷却,提高了下剪刃的使用寿命。
10.优选的,所述下剪刃上开设有两个相互对称的第一散热孔,且所述第一散热孔与水平面的夹角为15
°
,通过第一散热孔的设置,能够进一步的对下剪刃内部的热量进行冷却,同时设置呈倾斜的结构,能够有效的避免灰尘或杂屑进入第一散热孔的内部,造成堵
塞,影响散热效果。
11.优选的,所述上剪刃的两侧均开设有相互对称的第一散热槽,通过第一散热槽的设置,能够有效的对上剪刃进行散热,提高冷却效果。
12.与现有技术相比,本实用新型的有益效果是:
13.1.本实用新型为一种提高轧钢剪切质量的剪刃,通过设置v型结构的刃槽,对下剪刃的剪刃面结构进行优化,加快了屈服剪切阶段,从而降低剪切端面缺陷,降低剪刃的消耗,能够减少剪刃面与钢材的接触面,增大压强,使剪切提前进入屈服强度,降低端面弯曲、崩口等缺陷,提高产品成材率。
14.2.本本实用新型,通过下剪刃上的第一散热孔和第二散热孔,能够对下剪刃的内部进行散热,进一步的提高下剪刃的散热效果,提高使用寿命,通过第一散热槽和第二散热槽的设置,能够方便自然风在剪刃的侧边进行流动,提高了冷却效果。
15.3.本本实用新型,通过上剪刃和下剪刃的上下两端均设置同样的刃口,能够相互交换使用,无需区分上下端口,从而能够有效的提高上下剪刃的互换性,便于设备的维护,降低了上剪刃和下剪刃的储备数量和工人的劳动强度。
附图说明
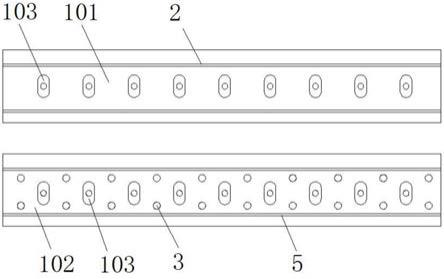
16.图1是本实用新型的主视结构示意图;
17.图2是本实用新型的上剪刃结构示意图;
18.图3是本实用新型的下剪刃结构示意图。
19.图中:1、剪刃主体;101、上剪刃;102、下剪刃;103、安装孔;2、第一散热槽;3、第一散热孔;4、第二散热孔;5、第二散热槽;6、刃槽;7、倾斜面;8、刃口端面。
具体实施方式
20.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
21.本实用新型提供一种提高轧钢剪切质量的剪刃,如图1
‑
图3中所示,包括剪刃主体1,所述剪刃主体1包括上剪刃101和下剪刃102,所述上剪刃101位于下剪刃102的一侧上方,所述上剪刃101和所述下剪刃102上均开设有用于固定的安装孔103,且所述安装孔103横向贯穿于上剪刃101和下剪刃102,所述上剪刃101和所述下剪刃102为板条状结构,所述下剪刃102的上下两端中部均开设有刃槽6,且所述刃槽6呈v型结构,通过设置v型结构的刃槽6,能够减少剪刃面与钢材的接触面,增大压强,使剪切提前进入屈服强度,降低端面弯曲、崩口等缺陷,提高产品成材率。
22.所述刃槽6的内部形成有倾斜面7,且所述倾斜面7与顶端之间的夹角为30
°
,通过设置倾斜30
°
的倾斜面7,能够有效的减少剪刃面与钢材的接触面,同时也增强了下剪刃102的强度。
23.所述下剪刃102的上下两端位于刃槽6的两侧均设置有刃口端面8,且所述刃口端面8的宽度为1mm,通过设置宽度为1mm的刃口端面8,加快了屈服剪切阶段,从而降低剪切端面缺陷,降低剪刃的消耗。
24.所述下剪刃102的一侧开设有两个相互对称的第二散热槽5,且所述第二散热槽5为弧形结构,通过第二散热槽5的设置,能够方便自然风在下剪刃102的侧边进行流动,提高了冷却效果。
25.所述下剪刃102上位于安装孔103的两侧均开设有第二散热孔4,所述第二散热孔4横向贯穿于下剪刃102,且所述第二散热孔4的直径为4mmn,通过第二散热孔4的设置,能够有对下剪刃102内部的热量进行冷却,提高了下剪刃102的使用寿命。
26.所述下剪刃102上开设有两个相互对称的第一散热孔3,且所述第一散热孔3与水平面的夹角为15
°
,通过第一散热孔3的设置,能够进一步的对下剪刃102内部的热量进行冷却,同时设置呈倾斜的结构,能够有效的避免灰尘或杂屑进入第一散热孔3的内部,造成堵塞,影响散热效果。
27.所述上剪刃101的两侧均开设有相互对称的第一散热槽2,通过第一散热槽2的设置,能够有效的对上剪刃101进行散热,提高冷却效果。
28.本实施例中,在使用时,通过安装孔103分别将上剪刃101和下剪刃102安装在剪切设备上,通过输送辊将剪切的螺纹钢送至下剪刃102的端面刃槽6上,通过设置v型结构的刃槽6,能够减少剪刃面与钢材的接触面,增大压强,使剪切提前进入屈服强度,降低端面弯曲、崩口等缺陷,提高产品成材率,上剪刃101通过机械传动向下运动,与下剪刃102相切,并与下剪刃102对需要剪切的螺纹钢形成一种剪切力,将螺纹钢剪切成需要的长度,通过设置宽度为1mm的刃口端面8,加快了屈服剪切阶段,从而降低剪切端面缺陷,降低剪刃的消耗,通过设置倾斜30
°
的倾斜面7,能够有效的减少剪刃面与钢材的接触面,同时也增强了下剪刃102的强度,在上剪刃101与下剪刃102的剪切的过程中会摩擦生热,利用上剪刃101两侧的第一散热槽2对上剪刃101进行散热,通过第一散热槽2的设置,有效的对上剪刃101进行散热,提高冷却效果,下剪刃102的一侧的第二散热槽5,对下剪刃102的侧边进行散热,加快散热速度,同时通过下剪刃102上的第一散热孔3和第二散热孔4,能够对下剪刃102内部进行散热,进一步的提高下剪刃102的散热效果,提高使用寿命,通过上剪刃101和下剪刃102的上下两端均设置同样的刃口,能够相互交换使用,无需区分上下端口,从而能够有效的提高上下剪刃的互换性,便于设备的维护,降低了上剪刃101和下剪刃102的储备数量和工人的劳动强度。
29.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1