一种铝型材挤压生产线的制作方法
1.本实用新型涉及铝型材生产技术领域,尤其涉及一种铝型材挤压生产线。
背景技术:
2.铝型材在从铝棒通过模具挤压成型之后,要经过多道设备进行各种处理才能最后送入到成品区,传统的铝型材挤压生产线采用的是z形布局,亦即,首先沿x轴正向,顺次连接有挤压机、冷却系统、牵引及锯切系统、导出台辊道、滑出台辊道,且牵引及锯切系统与导出台辊道为侧向邻接(即牵引及锯切系统设在导出台辊道的旁边,负责对落在导出台辊道上的铝型材锯切成段和牵引动作),然后继续沿x轴正向,在滑出台辊道的y轴负向位置上顺次连接有成品锯进料台、成品锯、定尺台,而滑出台辊道与成品锯进料台之间是通过皮带运输与拉直总成连接在一起的,自然,所述皮带运输与拉直总成就是沿着y轴布置的。工作时,铝棒自挤压机挤出,沿x轴正向前进,经过冷却、锯切成段、导出台辊道往前送给之后,进入到滑出台辊道上。滑出台辊道是一段很长的轨道台,足以容纳较长的一段铝型材或者较短的至少两段铝型材,铝型材完全进入到滑出台辊道后,通过皮带运输与拉直总成向y轴负向平行送给(中途还经过若干冷却步骤),然后送到成品锯进料台之上,最后被锯切、定尺堆放,其中冷却系统通常由水箱构成,对挤压机挤出的铝型材进行冷却。
3.然而其通常由上下两个水箱构成,在使用中需要时刻保持上水箱的水量,因此需要不停通过大功率的水泵由下而上抽水,用来保证冷却效率,较为麻烦,同时使用后的冷却水仅依靠自然冷却,冷却效率较慢,且蒸发的水汽容易对厂房造成影响,容易使空气潮湿和使机械锈蚀。
4.因此,有必要提供一种新的铝型材挤压生产线解决上述技术问题。
技术实现要素:
5.本实用新型解决的技术问题是提供一种具有使用较为简单、使用后水冷却效率较好、且能够对蒸汽进行处理再利用的铝型材挤压生产线。
6.为解决上述技术问题,本实用新型提供的铝型材挤压生产线包括:挤压机、冷却箱、牵引及锯切系统、导出台辊道和滑出台辊道,所述冷却箱设置在所述挤压机的一侧,所述牵引及锯切系统设置在所述冷却箱远离所述挤压机的一侧,所述导出台辊道设置在所述牵引及锯切系统远离所述冷却箱的一侧,所述滑出台辊道设置在所述导出台辊道远离所述牵引及锯切系统的一侧;多个辊筒,多个所述辊筒均转动安装在所述冷却箱的两侧内壁上;冷却机构,所述冷却机构设置在所述冷却箱上;冷凝机构,所述冷凝机构设置在所述冷却箱上。
7.优选的,所述冷却机构包括水泵、吸水管、波纹管、布水管、多个横管、电动伸缩杆和连接杆,所述水泵固定安装在所述冷却箱的顶部内壁上,所述吸水管固定安装在所述水泵的进水端上,所述波纹管固定安装在所述水泵的进水端上,所述布水管固定安装在所述波纹管的排水端上,多个所述横管均固定安装在所述布水管上,多个所述横管均匀设置,所
述电动伸缩杆固定安装在所述冷却箱的顶部,所述连接杆滑动安装在所述冷却箱的顶部内壁上,所述连接杆的底端位于所述冷却箱内并和所述布水管的顶部固定连接,所述连接杆的顶端延伸至所述冷却箱外并和所述电动伸缩杆的输出杆固定连接。
8.优选的,所述冷却箱靠近所述挤压机的一侧内壁上转动安装有搅拌杆,所述搅拌杆靠近所述挤压机的一端延伸至所述冷却箱外,所述冷却箱靠近所述挤压机的一侧固定安装有第一电机,所述第一电机的输出轴和所述搅拌杆的一端固定连接。
9.优选的,所述冷凝机构包括冷凝箱、冷凝管、转轴、多个拨片、第二电机和曝气机构,所述冷凝箱固定安装在所述冷却箱的顶部,所述冷凝箱位于所述电动伸缩杆远离所述挤压机的一侧,所述冷凝管固定安装在所述冷凝箱的两侧内壁上,所述冷凝管的两端均延伸至所述冷凝箱外并和所述冷却箱的顶部固定连接,所述转轴转动安装在所述冷凝管上,所述转轴的两端均延伸至所述冷凝管外,多个所述拨片均固定安装在所述转轴上,多个所述拨片均位于所述冷凝管内,所述第二电机固定安装在所述冷凝管远离所述挤压机的一侧,所述第二电机的输出轴和所述转轴的一端固定连接,所述曝气机构设置在所述冷凝箱上。
10.优选的,所述曝气机构包括曝气环管、曝气风机和连接管,所述曝气环管固定安装在所述冷凝箱的底部内壁上,所述曝气风机固定安装在所述冷凝箱的顶部,所述连接管固定安装在所述曝气风机的出风端上,所述连接管的排气端延伸至所述冷凝箱内并和所述曝气环管固定连接。
11.优选的,所述冷凝箱的顶部内壁上开设有排气口,所述曝气环管的顶部固定安装有多个呈环形阵列分布的支管。
12.与相关技术相比较,本实用新型提供的铝型材挤压生产线具有如下有益效果:
13.本实用新型提供一种铝型材挤压生产线:
14.1、通过挤压机、冷却箱、牵引及锯切系统、导出台辊道和滑出台辊道将铝型材进行加工,辊筒对铝型材进行导向,通过冷却机构对挤压机排出的铝型材进行冷却,雾化冷却的方式冷却较为全面,也容易产生蒸汽;
15.2、通过第一电机带动搅拌杆转动,使冷却箱内的水激起,便于散热,通过冷凝机构将热气导出冷凝,凝结成水滴后再次回流,从而减少对工厂内部影响,也减少水的浪费,转动的转轴带动拨片进行引流蒸汽,通过曝气机构对冷凝箱内进行冷却,保证冷凝效果,通过排气口将冷凝箱内进行散热。
附图说明
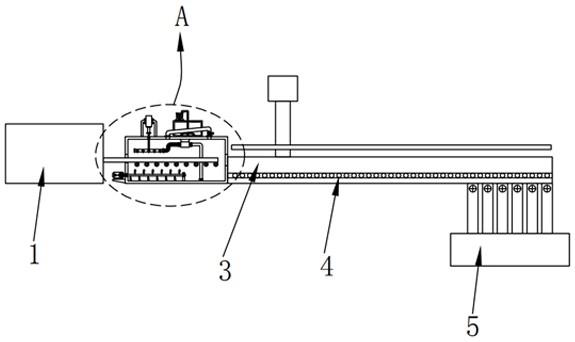
16.图1为本实用新型提供的铝型材挤压生产线的一种较佳实施例的结构示意图;
17.图2为图1中所示a部分的放大结构示意图;
18.图3为图1中所示b部分的放大结构示意图。
19.图中标号:1、挤压机;2、冷却箱;3、牵引及锯切系统;4、导出台辊道;5、滑出台辊道;6、辊筒;7、水泵;8、吸水管;9、波纹管;10、布水管;11、横管;12、电动伸缩杆;13、连接杆;14、搅拌杆;15、第一电机;16、冷凝箱;17、冷凝管;18、转轴;19、拨片;20、第二电机;21、曝气环管;22、曝气风机;23、连接管。
具体实施方式
20.下面结合附图和实施方式对本实用新型作进一步说明。
21.请结合参阅图1、图2和图3,其中,图1为本实用新型提供的铝型材挤压生产线的一种较佳实施例的结构示意图;图2为图1中所示a部分的放大结构示意图;图3为图1中所示b部分的放大结构示意图。铝型材挤压生产线包括:挤压机1、冷却箱2、牵引及锯切系统3、导出台辊道4和滑出台辊道5,所述冷却箱2设置在所述挤压机1的一侧,所述牵引及锯切系统3设置在所述冷却箱2远离所述挤压机1的一侧,所述导出台辊道4设置在所述牵引及锯切系统3远离所述冷却箱2的一侧,所述滑出台辊道5设置在所述导出台辊道4远离所述牵引及锯切系统3的一侧;多个辊筒6,多个所述辊筒6均转动安装在所述冷却箱2的两侧内壁上;冷却机构,所述冷却机构设置在所述冷却箱2上;冷凝机构,所述冷凝机构设置在所述冷却箱2上,通过挤压机1、冷却箱2、牵引及锯切系统3、导出台辊道4和滑出台辊道5将铝型材进行加工,辊筒6对铝型材进行导向。
22.所述冷却机构包括水泵7、吸水管8、波纹管9、布水管10、多个横管11、电动伸缩杆12和连接杆13,所述水泵7固定安装在所述冷却箱2的顶部内壁上,所述吸水管8固定安装在所述水泵7的进水端上,所述波纹管9固定安装在所述水泵7的进水端上,所述布水管10固定安装在所述波纹管9的排水端上,多个所述横管11均固定安装在所述布水管10上,多个所述横管11均匀设置,所述电动伸缩杆12固定安装在所述冷却箱2的顶部,所述连接杆13滑动安装在所述冷却箱2的顶部内壁上,所述连接杆13的底端位于所述冷却箱2内并和所述布水管10的顶部固定连接,所述连接杆13的顶端延伸至所述冷却箱2外并和所述电动伸缩杆12的输出杆固定连接,通过冷却机构对挤压机1排出的铝型材进行冷却,雾化冷却的方式冷却较为全面,也容易产生蒸汽。
23.所述冷却箱2靠近所述挤压机1的一侧内壁上转动安装有搅拌杆14,所述搅拌杆14靠近所述挤压机1的一端延伸至所述冷却箱2外,所述冷却箱2靠近所述挤压机1的一侧固定安装有第一电机15,所述第一电机15的输出轴和所述搅拌杆14的一端固定连接,通过第一电机15带动搅拌杆14转动,使冷却箱2内的水激起,便于散热。
24.所述冷凝机构包括冷凝箱16、冷凝管17、转轴18、多个拨片19、第二电机20和曝气机构,所述冷凝箱16固定安装在所述冷却箱2的顶部,所述冷凝箱16位于所述电动伸缩杆12远离所述挤压机1的一侧,所述冷凝管17固定安装在所述冷凝箱16的两侧内壁上,所述冷凝管17的两端均延伸至所述冷凝箱16外并和所述冷却箱2的顶部固定连接,所述转轴18转动安装在所述冷凝管17上,所述转轴18的两端均延伸至所述冷凝管17外,多个所述拨片19均固定安装在所述转轴18上,多个所述拨片19均位于所述冷凝管17内,所述第二电机20固定安装在所述冷凝管17远离所述挤压机1的一侧,所述第二电机20的输出轴和所述转轴18的一端固定连接,所述曝气机构设置在所述冷凝箱16上,通过冷凝机构将热气导出冷凝,凝结成水滴后再次回流,从而减少对工厂内部影响,也减少水的浪费,转动的转轴18带动拨片19进行引流蒸汽。
25.所述曝气机构包括曝气环管21、曝气风机22和连接管23,所述曝气环管21固定安装在所述冷凝箱16的底部内壁上,所述曝气风机22固定安装在所述冷凝箱16的顶部,所述连接管23固定安装在所述曝气风机22的出风端上,所述连接管23的排气端延伸至所述冷凝箱16内并和所述曝气环管21固定连接,通过曝气机构对冷凝箱16内进行冷却,保证冷凝效
果。
26.所述冷凝箱16的顶部内壁上开设有排气口,所述曝气环管21的顶部固定安装有多个呈环形阵列分布的支管,通过排气口将冷凝箱16内进行散热。
27.本实用新型提供的铝型材挤压生产线的工作原理如下:
28.使用时挤压机1挤出的铝型材进入至冷却箱2内,此时启动水泵7,水泵7抽出冷却箱2内的水由波纹管9排入至布水管10内,之后经过多个横管11排出对铝型材进行冷却,此时冷却箱2内形成较多的水蒸气,这时启动第一电机15,第一电机15的输出轴带动搅拌杆14转动,对冷却箱2内的水进行搅拌,从而提高其散热效率,同时启动第二电机20,第二电机20的输出轴带动转轴18转动,转轴18带动多个拨片19转动,从而使冷却箱2内的水蒸气抽入至冷凝管17内,冷凝管17的水蒸气通过冷凝箱16时被冷凝,从而产生凝结,凝结后的水滴回流入冷却箱2内再次被利用,冷凝时启动曝气风机22,曝气风机22将风排入至连接管23和曝气环管21内,从而对冷凝箱16内的水进行冷却,保证冷却效果,在冷却铝型材时可通过电动伸缩杆12调节布水管10喷水高度,波纹管9能够适应此伸缩。
29.与相关技术相比较,本实用新型提供的铝型材挤压生产线具有如下有益效果:
30.本实用新型提供一种铝型材挤压生产线,通过挤压机1、冷却箱2、牵引及锯切系统3、导出台辊道4和滑出台辊道5将铝型材进行加工,辊筒6对铝型材进行导向,通过冷却机构对挤压机1排出的铝型材进行冷却,雾化冷却的方式冷却较为全面,也容易产生蒸汽,通过第一电机15带动搅拌杆14转动,使冷却箱2内的水激起,便于散热,通过冷凝机构将热气导出冷凝,凝结成水滴后再次回流,从而减少对工厂内部影响,也减少水的浪费,转动的转轴18带动拨片19进行引流蒸汽,通过曝气机构对冷凝箱16内进行冷却,保证冷凝效果,通过排气口将冷凝箱16内进行散热。
31.需要说明的是,本实用新型的设备结构和附图主要对本实用新型的原理进行描述,在该设计原理的技术上,装置的动力机构、供电系统及控制系统等的设置并没有完全描述清楚,而在本领域技术人员理解上述实用新型的原理的前提下,可清楚获知其动力机构、供电系统及控制系统的具体。
32.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1