一种复合式丝锥的制作方法
1.本发明涉及机加工技术领域,特别是涉及一种复合式丝锥。
背景技术:
2.丝锥是加工内螺纹的常用工具,现有技术中,一支丝锥只有一种规格的螺纹,加工不同规格的螺纹时需要更换丝锥,更换丝锥会效率导致效率降低;特别是在加工同轴设置的不同规格螺纹时,采用现有的丝锥加工时,需要更换丝锥,而且更换丝锥再次攻牙时,会因定位及预制螺纹底孔的偏差等原因,使加工出来的螺纹存在同轴度较低的问题。
3.因此亟需设计一种复合式丝锥,可以同时加工两种规格的螺纹,而且特别适用加工高同轴度要求的螺纹。
技术实现要素:
4.为了克服现有技术的不足,本发明目的在于提供一种复合式丝锥,可以同时加工两种规格的螺纹,而且特别适用加工高同轴度要求的螺纹。
5.为解决上述问题,本发明所采用的技术方案如下:
6.一种复合式丝锥,其特征在于:包括第一锥牙(20)和第二锥牙(30);
7.所述第一锥牙(20)的内部设置有与第一锥牙(20)同轴的套接孔(12),所述套接孔(12)的径向设置有贯穿第一锥牙(20)的第一销孔(21);
8.所述第二锥牙(30)的上端设置有小于第二锥牙(30)小径的第二丝锥颈(31),所述第二丝锥颈(31)的径向设置有贯穿第二丝锥颈(31)的第二销孔(32);
9.所述第二丝锥颈(31)与第一销孔(21)可沿轴向滑动和旋转的套接;
10.所述第一销孔(21)和第二销孔(32)内设置有可拆卸的销柱(40),所述销柱(40)使第一锥牙(20)和第二锥牙(30)相对固定。
11.优选的,所述第二销孔(32)沿第二丝锥颈(31)的轴线方向设置有至少二个。
12.优选的,所述第一销孔(21)沿第一锥牙(20)的轴线方向设置有至少二个;所述套接孔(12)的侧壁设置有至少一个油槽(13),所述油槽(13)与第一销孔(21)相交。
13.优选的,所述第一销孔(21)与套接孔(12)轴线的夹角为70
‑
85度。
14.优选的,所述第一锥牙(20)及/或第二锥牙(30)的侧壁设置有容屑槽(14)。
15.优选的,所述第一锥牙(20)的上端依次设置有与第一锥牙(20)同轴的第一丝锥颈(11)和丝锥柄(10),所述第一丝锥颈(11)小于第一锥牙(20)的小径。
16.优选的,第一锥牙(20)和第二锥牙(30)的牙距相同。
17.优选的,所述第一锥牙(20)和第二锥牙(30)的材料是hsse高速工具钢,硬度≥hrc 64。
18.优选的,所述第一锥牙(20)和第二锥牙(30)的表面有tialn涂层。
19.优选的,所述第一销孔(21)单侧贯穿第一锥牙(20),所述第一锥牙(20)的另一侧设置有与第一销孔(21)同轴的退销孔(22),所述退销孔(22)小于第一销孔(21)。
20.优选的,所述销柱(40)的断裂强度小于第二丝锥颈(31)的断裂强度。
21.相比现有技术,本发明的有益效果在于:
22.1、一支丝锥上具有两种规格的丝锥,可以在不更换丝锥的情况下加工两种规格的内螺纹;
23.2、第二锥牙相对第一锥牙的距离可以调节,可以适用不同深度的螺纹孔;
24.3、销柱的断裂强度小于第二丝锥颈的断裂强度,可以避免第二锥牙损坏,节约成本;
25.4、可以克服预制螺纹底孔的偏差,在同一工件或组合工件上加工高同轴度的内螺纹孔。
26.5、设置有良好的攻丝油流道,可以使第二锥牙和第一锥牙同时攻牙时,也可以获得良好的冷却和润滑效果。
附图说明
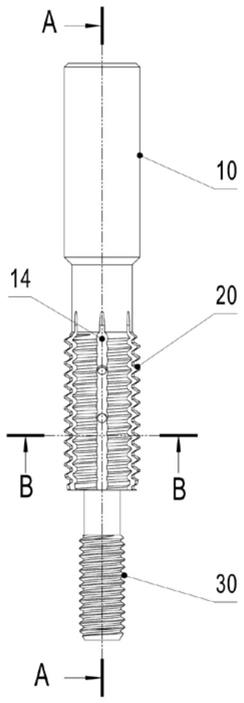
27.图1为本发明的主视图;
28.图2为图1的a
‑
a剖视图;
29.图3为图1的b
‑
b剖视图;
30.图4为图2的c局部放大图;
31.图5为使用状态示意图。
32.其中:丝锥柄10;第一丝锥颈11;套接孔12;油槽13;容屑槽14;第一锥牙20;第一销孔21;退销孔22;第二锥牙30;第二丝锥颈31;第二销孔32;销柱40。
具体实施方式
33.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
34.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”、“上”、“下”以及类似的表述只是为了说明的目的。
35.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
36.下面,结合附图以及具体实施方式,对本发明做进一步描述:
37.如图1、2、3、4、5所示,一种复合式丝锥,包括第一锥牙20和第二锥牙30;
38.所述第一锥牙20的内部设置有与第一锥牙20同轴的套接孔12,所述套接孔12的径向设置有贯穿第一锥牙20的第一销孔21;
39.所述第二锥牙30的上端设置有小于第二锥牙30小径的第二丝锥颈31,所述第二丝
锥颈31的径向设置有贯穿第二丝锥颈31的第二销孔32;
40.所述第二丝锥颈31与第一销孔21可沿轴向滑动和旋转的套接;
41.所述第一销孔21和第二销孔32内设置有可拆卸的销柱40,所述销柱40使第一锥牙20和第二锥牙30相对固定。
42.进一步的,为了使第一锥牙20与第二锥牙30的距离可以调节,所述第二销孔32沿第二丝锥颈31的轴线方向设置有至少二个。调节至合适的位置后用销柱40进行固定。
43.进一步的,如图2、3、4、5所示,在使用中第一锥牙20和第二锥牙30在同时攻牙是,由于第一锥牙20的阻挡,润滑和冷却用的攻丝油不能顺畅的到达第二锥牙30的工作段,为了使攻丝油能对第二锥牙30进行良好的润滑和冷却,所述第一销孔21沿第一锥牙20的轴线方向设置有至少二个;所述套接孔12的侧壁设置有至少一个油槽13,所述油槽13与第一销孔21相交。攻丝油可以通过没有安装销柱40的第一销孔21和油槽13流向第二锥牙30。
44.进一步的,为了利于攻丝油流向油槽13,第一销孔21有一定的倾斜,所述第一销孔21与套接孔12轴线的夹角为70
‑
85度。
45.进一步的,为了碎屑能够顺畅的排出,所述第一锥牙20及/或第二锥牙30的侧壁设置有容屑槽14。
46.进一步的,为了便于装夹和攻牙,所述第一锥牙20的上端依次设置有与第一锥牙20同轴的第一丝锥颈11和丝锥柄10,所述第一丝锥颈11小于第一锥牙20的小径。
47.进一步的,第一锥牙20和第二锥牙30的牙距相同。
48.如图5所示,在一些需要很高同轴度的工况下,可以采用第一锥牙20和第二锥牙30同时攻牙的方式进行作业,此方式可以避免传统技术中,更换丝锥及重新定位所造成的误差,而且本发明效率更高;该实施例中,第一锥牙20的规格为m14x1.0,第二锥牙30的规格为m8x1.0。
49.进一步的,所述第一锥牙20和第二锥牙30的材料是hsse高速工具钢,硬度≥hrc 64。
50.进一步的,所述第一锥牙20和第二锥牙30的表面有tialn涂层,采用tialn涂层可以提高降低摩擦系数,降低工件材料的粘接,提高丝锥的使用寿命。
51.进一步的,为了便于销柱40取出,如图4所示,所述第一销孔21单侧贯穿第一锥牙20,所述第一锥牙20的另一侧设置有与第一销孔21同轴的退销孔22,所述退销孔22小于第一销孔21。使用插针从退销孔22插入,便可将销柱40从第一销孔21中顶出。
52.进一步的,所述销柱40的断裂强度小于第二丝锥颈31的断裂强度。由于第二锥牙30较小,在作业是容易断裂,而第二锥牙30的成本较高,因此为了降低成本,将销柱40的断裂强度设置为小于第二丝锥颈31的断裂强度,这样,扭矩过大是,低成本的销柱40先断裂,销柱40断裂后,第二丝锥颈31即可在套接孔12转动,不会断裂。
53.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本发明专利权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1