钢件半精加工可转位切削刀片的制作方法
1.本实用新型涉及刀具设计技术领域,具体地,涉及一种钢件半精加工可转位切削刀片。
背景技术:
2.钢件具有较好的强度和塑性,切削时所产生的切屑不易折断、易粘结,随着切削时间延长,切削力将不断增大,会造成刀片和工件之间磨损加剧,而在加工过程中,刀具对钢件的加工可能会有小切深和大切深的不同,在小切深时尚可应对,保持刀片的锋利性,而在大切深时,如切屑无法及时得到有效处理,将无法保证刀片的强度,刀具会产生严重磨损,长此以往,加工工件表面质量无法达标,生产效率降低,企业成本将无形之中增加。
3.公告号为cn206343637u的专利公开了一种双面可转位切削刀片,其可在低切削深度和高切削深度的条件下很好地控制切屑,并能以低切削力加工工件,但其整体结构较复杂,且经市场验证,其在进行大切深时,切削刃强度不够,容易发生崩刃和磨损,刀具寿命大打折扣。
技术实现要素:
4.本实用新型解决的技术问题在于克服现有技术的缺陷,提供一种结构简化、扩大断屑范围且兼顾刀具锋利性和强度的钢件半精加工可转位切削刀片。
5.本实用新型的目的通过以下技术方案实现:
6.一种钢件半精加工可转位切削刀片,包括具有至少一个切削单元的刀片本体,切削单元位于刀片本体顶角处,切削单元关于顶角处角平分线p对称分布,刀片本体几何中心处开设定位孔,刀片本体上表面和/或下表面沿定位孔周边均匀设有多个平面型突起部,平面型突起部与顶角一一对应设置,切削单元包括圆弧刃、切削刃和断屑槽单元,断屑槽单元包括从顶角朝平面型突起部方向依次设置的圆弧刃第一前刀面、圆弧刃第二前刀面、断屑槽单元底面、第一突起部、连接第一突起部和平面型突起部的第二突起部;
7.自圆弧刃第一前刀面与切削刃第一前刀面相交处沿切削刃延伸方向具有变刃宽段,变刃宽段的刃宽逐渐增大。
8.进一步地,第一突起部为球形突起部,第一突起部的半径r1为0.5~2mm。
9.更进一步地,第一突起部在刀片本体高度方向所处最高点到设置所述第一突起部的表面的垂直距离h为0~0.5mm。
10.再进一步地,第一突起部的球心沿角平分线p到圆弧刃处的距离d3为0.5~3mm。
11.还进一步地,第二突起部也为球形突起部,第二突起部的半径r2为0.5~5mm。
12.进一步地,圆弧刃第一前刀面与刀片本体上表面/下表面平行,圆弧刃第一前刀面的宽度d1为0.05~0.5mm。
13.更进一步地,圆弧刃第二前刀面与其所在的刀片本体表面形成的第二前角α为10
°
~30
°
。
14.再更进一步地,变刃宽段的长度l为0~3mm。
15.再进一步地,变刃宽段始端刃宽等于d1、末端刃宽d2为0~0.5mm,且d2>d1。
16.还进一步地,切削刃延伸方向上在变刃宽段末端之后的刃宽等于d2。
17.与现有技术相比,本实用新型具有以下有益效果:
18.1)切削刃处采用变刃宽设计,在小切深时,可保证刀片的锋利性,在大切深时,因变刃宽段的刃宽是逐渐增大的,可确保刀片具有足够的强度,避免发生崩刃风险;
19.2)特别设计第一突起部和平面型突起部,使刀片形成双断屑槽设计,扩大断屑的范围,小切深时,第一突起部起作用,大切深时,切屑流经第一突起部后,经第二突起部引导切屑到达平面型突起部,实现切屑及时折断,确保刀具具有较长的使用寿命。
附图说明
20.图1为实施例1所述的钢件半精加工可转位切削刀片的立体结构示意图;
21.图2为实施例1所述的钢件半精加工可转位切削刀片的主视图;
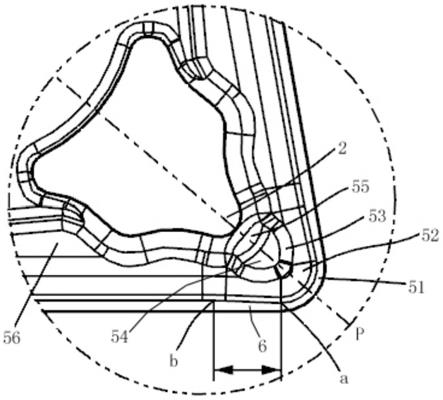
22.图3为图2中b部分放大图;
23.图4为图2中j
‑
j剖面图;
24.图5为图2中c
‑
c剖面图。
具体实施方式
25.下面结合具体实施方式对本实用新型作进一步的说明,其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
26.实施例1
27.一种如图1和图2所示的钢件半精加工可转位切削刀片,其包括具有三个切削单元的刀片本体1,切削单元位于刀片本体1顶角处,切削单元关于顶角处角平分线p对称分布,刀片本体包括上表面11、下表面12、多个侧面13、连接相邻侧面之间的圆弧面14及设于其几何中心处的定位孔15。其中,刀片本体上表面11沿定位孔15周边均匀设有三个平面型突起部2,平面型突起部2的突起方向为朝向顶角方向,且平面型突起部2与顶角一一对应设置,切削单元包括圆弧刃3、切削刃4和断屑槽单元,圆弧刃3由圆弧面14与上表面11相交形成,切削刃4由侧面13与上表面11相交形成。
28.如图3所示,断屑槽单元包括从顶角朝平面型突起部2方向依次设置的圆弧刃第一前刀面51、圆弧刃第二前刀面52、断屑槽单元底面53、第一突起部54、连接第一突起部54和平面型突起部2的第二突起部55,断屑槽单元还包括容屑槽56。第一突起部54和平面型突起部2形成了刀片的双断屑槽设计,可扩大断屑的范围,在对钢件进行小切深时,第一突起部54可快速折断切屑;在大切深时,切屑流经第一突起部54,并经第二突起部55引导直至到达平面型突起部2,由平面型突起部2来实现切屑及时折断;这些突起部的设计提升了刀片的加工适应性和断屑及时性,可有效确保刀具具有较长的使用寿命。
29.此外,为进一步增加刀具的强度,本技术的刀片自圆弧刃第一前刀面51与切削刃第一前刀面41相交处沿切削刃延伸方向设有变刃宽段6,且处于变刃宽段6上的刃宽是逐渐
增大的。这种变刃宽设计可使刀片在小切深时仍保留刀片的锋利性,在大切深时,得益于刃宽的逐渐增大,可赋予刀片足够的切削强度,避免发生崩刃风险。
30.具体地,如图3和图4所示,第一突起部54为球形突起部,第一突起部的球形半径r1为0.5~2mm,第一突起部在刀片本体高度方向所处最高点到上表面的垂直距离h为0~0.5mm,且第一突起部的球心沿角平分线p到圆弧刃处的距离d3为0.5~3mm,本实施例中取r1为0.75mm,h为0.15mm,d3为1.28mm。
31.第二突起部55也为球形突起部,其虽为连接第一突起部和平面型突起部之用,但也可起到一定的折断切屑作用,第二突起部的半径r2为0.5~5mm,优选为1mm。
32.圆弧刃第一前刀面51与刀片本体上表面11平行,圆弧刃第一前刀面51的宽度d1为0.05~0.5mm,圆弧刃第二前刀面52与上表面11形成的第二前角α为10
°
~30
°
,本实施例取d1为0.2mm,α为20
°
。
33.前述的变刃宽段6如图3中a处到b处之间所指,其长度l为0~3mm,变刃宽段始端刃宽即为圆弧刃第一前刀面的宽度d1、末端刃宽d2在0~0.5mm之间取值,同时需满足d2>d1。切削刃延伸方向上在变刃宽段末端之后的刃宽则不再变化,见图5所示,该处刃宽取恒值d2。
34.本技术的刀片在加工钢件时可兼顾锋利度和强度,且可对切屑进行及时引流折断,特别适合钢类零件的半精加工。
35.显然,上述实施例仅仅是为清楚地说明本实用新型的技术方案所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1