一种车用DOC总成焊接成型夹持机构的制作方法
一种车用doc总成焊接成型夹持机构
技术领域
1.本实用新型涉及车用doc总成加工辅助设备领域,尤其涉及一种车用doc总成焊接成型夹持机构。
背景技术:
2.柴油机尾气排放的污染物已经引起了严重的环境污染问题,而使用催化净化技术降低污染及排放是柴油机排气后处理的关键技术之一,现有催化器多采用doc+dpf+scr三道关卡去除汽车尾气有害物质,而doc总成是催化器的重要组成部分。
3.doc总成由端锥筒体组件和法兰直管组件焊接而成,以往端锥筒体组件和法兰直管组件在组焊时采用手工焊接,在尺寸、角度等各方面存在差异,造成无法安装使用,且产品的一致性无法保证,效率低下,不能有效的满足客户交期。
技术实现要素:
4.针对现有技术中缺陷与不足的问题,本实用新型提出了一种车用doc总成焊接成型夹持机构,能简单快速的对工件进行组装夹紧,定位精准,提高了成品合格率和工作效率,确保了产品一致性。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种车用doc总成焊接成型夹持机构,包括基座,基座上依次设有端锥夹持组件、筒体安装组件、温度传感器座定位块和法兰夹持组件;
7.所述端锥夹持组件设有固定板,固定板上设有滑轨和限位块,滑轨上设有滑座,滑座与固定板上的第一气缸驱动相连,所述滑座上设有第一支板,第一支板上设有环形的端锥定位板,端锥定位板外侧设有夹爪,夹爪与固定在第一支板后侧的第二气缸控制相连;
8.所述筒体安装组件设有支座,支座顶部设有凹弧槽形的筒体支撑板,筒体支撑板的一侧上方设有压紧块,压紧块与固定在支座侧面的第三气缸控制相连;
9.所述温度传感器座定位块的顶部设有用以对温度传感器座限位的安装槽;
10.所述法兰夹持组件设有固定座,固定座上设有第二滑轨和第二限位块,第二滑轨上设有第二滑座,第二滑座与固定座上的第四气缸驱动相连,所述第二滑座上设有第二支板,第二支板上设有法兰定位板,法兰定位板上设有与法兰相匹配的定位销,法兰定位板的两侧分别设有上、下两组第二夹爪,第二夹爪与固定在第二支板后侧的第五气缸控制相连,所述法兰定位板正下方的第二支板上设有防飞溅挡块。
11.进一步的,所述基座为一底板,基座侧面分别设有控制第一气缸的第一手扳阀、控制第二气缸、第三气缸和第五气缸的第二手扳阀、控制第四气缸的第三手扳阀。
12.进一步的,所述夹爪数量为三件且圆周均布。
13.进一步的,所述支座与筒体支撑板之间通过第一连板相连,第一连板侧面设有第二连板,第二连板上设有铰座,铰座上分别铰接安装有第三气缸和t型连板,t型连板一端与第三气缸的推杆铰接,压紧块固定在t型连板的上端。
14.进一步的,所述压紧块为经两次折弯的折弯板,且首段与尾段之间成90度夹角。
15.进一步的,所述温度传感器座定位块采用立板,立板顶面为斜面,立板顶部设有倾斜限位用的安装槽,所述立板的安装槽靠近法兰夹持组件的一侧设有可拆卸的挡板。
16.本实用新型具有如下有益效果:本实用新型能够简单快速的夹持住法兰直管组件、端锥筒体组件,对doc总成尺寸、相对位置进行有效控制,确保零件在装配及焊接过程中不位移,不变形,确保了产品的一致性,提高了成品合格率和生产效率,减轻的工人的劳动强度。
附图说明
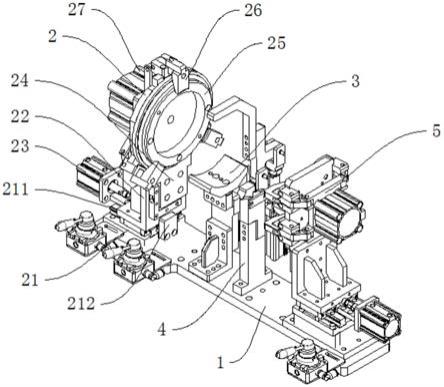
17.图1为本实用新型结构示意图;
18.图2为本实用新型法兰夹持组件结构示意图;
19.图3为筒体安装组件结构示意图;
20.图4为本实用新型工件doc总成组成部件示意图;
21.图5为本实用新型与doc总成组装示意图。
具体实施方式
22.下面结合附图对本实用新型的具体实施方式进行详细说明。
23.如图4所示,车用doc总成包括端锥筒体组件101和法兰直管组件102,端锥筒体组件101上设有温度传感器座103,法兰直管组件102上设有nox传感器座104。
24.如图1
‑
3所示:一种车用doc总成焊接成型夹持机构,包括基座1,基座1上依次设有端锥夹持组件2、筒体安装组件3、温度传感器座定位块4和法兰夹持组件5;
25.所述端锥夹持组件2设有固定板21,固定板21上设有滑轨211和限位块212,滑轨211上设有滑座22,滑座22与固定板21上的第一气缸23驱动相连,所述滑座22上设有第一支板24,第一支板24上设有环形的端锥定位板25,端锥定位板25外侧设有夹爪26,夹爪26与固定在第一支板24后侧的第二气缸27控制相连;
26.所述筒体安装组件3设有支座31,支座31顶部设有凹弧槽形的筒体支撑板32,筒体支撑板32的一侧上方设有压紧块38,压紧块38与固定在支座31侧面的第三气缸36控制相连;
27.所述温度传感器座定位块4的顶部设有用以对温度传感器座103限位的安装槽41;
28.所述法兰夹持组件5设有固定座51,固定座51上设有第二滑轨511和第二限位块512,第二滑轨511上设有第二滑座52,第二滑座52与固定座51上的第四气缸53驱动相连,所述第二滑座52上设有第二支板54,第二支板54上设有法兰定位板55,法兰定位板55上设有与法兰相匹配的定位销551,法兰定位板55的两侧分别设有上、下两组第二夹爪56,第二夹爪56与固定在第二支板54后侧的第五气缸57控制相连,所述法兰定位板55正下方的第二支板54上设有防飞溅挡块58,防飞溅挡块58主要起到防止焊接时焊渣溅入nox传感器座104的螺牙内对其造成损坏。
29.所述基座1为一底板,基座1侧面分别设有控制第一气缸23的第一手扳阀11、控制第二气缸27、第三气缸36和第五气缸57的第二手扳阀12、控制第四气缸53的第三手扳阀13,操作控制方便快捷。
30.所述夹爪26数量为三件且圆周均布,确保端锥受力均匀,夹持稳定。
31.所述支座31与筒体支撑板32之间通过第一连板33相连,第一连板33侧面设有第二连板34,第二连板34上设有铰座35,铰座35上分别铰接安装有第三气缸36和t型连板37,t型连板37一端与第三气缸36的推杆铰接,压紧块38固定在t型连板37的上端,第三气缸推杆伸缩时,第三气缸绕铰接轴处转动,带动t型连板37转动,从而压紧块38随之一起转动实现对工件筒体进行压紧或松开。
32.所述压紧块38为经两次折弯的折弯板,且首段与尾段之间成90度夹角。
33.所述温度传感器座定位块4采用立板,立板顶面为斜面,立板顶部设有倾斜限位用的安装槽41,所述立板的安装槽41靠近法兰夹持组件5的一侧设有可拆卸的挡板42。安装槽41用以对温度传感器座103进行限位,确保工件安装位置精准,挡板42主要起到防护作用,防止焊接时焊渣飞溅对温度传感器座103造成损伤。
34.具体地,本实用新型工作时,将端锥筒体组件101放入筒体支撑板32上,温度传感器座103放入安装槽41内,启动第一手板阀11,第一气缸23通气,控制滑座22移动至限位块212处,同时端锥定位板25插入端锥筒体组件101的端锥内。
35.将法兰直管组件102的法兰安装在法兰定位销551内,其中nox传感器座104朝下放入防飞溅挡块58内,启动第三手板阀13,第四气缸53通气,第二控制滑座52移动至第二限位块512处。
36.启动第二手板阀12,第二气缸27通气,控制夹爪26向左移动,夹紧端锥,第三气缸36通气控制压紧块38压紧筒体,同时第五气缸57通气,控制第二夹爪56对法兰进行夹紧。
37.最后使用机器人焊接设备进行焊接一次成型,保证尺寸、焊接质量一致性。
38.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1