一种管夹自动装配打螺丝机的制作方法
1.本实用新型属于电气设备技术领域,具体为一种管夹自动装配打螺丝机。
背景技术:
2.管夹一般都设置有两个部件,如图1中所示,管夹的第一管件和第二管件需要进行安装,分离装置如图1中所示,第一管件的a端与第二管件的c 端需要进行安装在一起,其中第二管件能够绕c端转动与第一管件形成一个圆形结构,其中第一管件的b端和第二管件的d端需要通过螺丝进行固定,如图2为装配好的示意图,现有的大多数都是通过人工的方式实现,效率较低,因此基于上述的装配要求和提高效率的目的,有设计了一种管夹自动装配打螺丝机。
技术实现要素:
3.本实用新型的目的在于提供一种管夹自动装配打螺丝机,实现自动装配。
4.为实现上述目的,本实用新型提供如下技术方案:一种管夹自动装配打螺丝机,其特征在于,包括安装面板、第一管件进料机构、第二管件进料机构、送料机构、夹具机构以及螺帽送料机构,第一管件进料机构、第二管件进料机构、送料机构、夹具机构以及螺帽送料机构均设置在所述安装面板上,所述夹具机构设置在所述送料机构的两侧,所述螺帽送料机构位于所述送料机构的末端,所述送料机构的两侧形成有若干装配工位,所述夹具机构包括位于装配工位两侧的第一安装立板和第二安装立板,所述装配工位包括待料工位,压板工位、配合工位以及装螺丝工位,所述第二管件进料机构与所述压板工位接驳,所述第一管件进料机构与所述待料工位接驳,第一管件和第二管件在压板工位的一侧设置压紧装置进行压紧,所述配合工位的内侧设置有将第二管件反扣在第一管件上的反扣机构,所述装螺丝工位的上方设置有装螺丝机,将所述螺帽送料机构所运输的螺帽与螺丝进行安装,所述螺帽送料机构位于所述第一安装立板的一侧。
5.本实用新型进一步设置,所述第一管件进料机构包括用于承载第一管件的物料盘、第一进料管道以及第一输送机部分,所述第一进料管道分别连接物料盘和第一输送机部分,所述第一进料管道的底部设置有振动电机,所述第一输送机的上方设置有将第一管件运输到待料工位上的第一夹送机构,所述第二管件进料机构包括用于承载第二管件的物料盘、第二进料管道以及第二输送机部分,所述第二进料管道的底部设置有振动电机,所述第二输送机部分设置有将第二管件运输到压板工位的内侧的第二夹送机构。
6.本实用新型进一步设置,所述送料机构包括送料气缸、安装主板、滑块安装板、导轨安装板以及导轨,所述导轨安装板与所述滑块安装板支架设置有导轨,所述导轨固定在导轨安装板靠近所述滑块安装板的一侧,所述滑块安装板上设置有与所述导轨相对应的滑块,所述送料气缸固定在所述安装主板上,且所述送料气缸的气杆连接有气杆接头,所述气杆接头与所述滑块安装板固定连接,所述滑块安装板上固定连接有管件夹子用于固定管件,所述送料气缸的气杆作用于气杆接头推动管件夹子依次经过压板工位、配合工位以及
装螺丝工位进行安装。
7.本实用新型进一步设置,所述螺帽送料机构包括螺丝物料盘、螺丝进料管道、承载板、推料杆,位于装螺丝工位处的第一安装立板上形成有推料槽,所述推料槽与所述螺丝进料管道连通且垂直设置,其中所述推料杆位于所述推料槽的一侧且沿所述推料槽设置方向设置,所述推料杆的一端连接有推料气缸,第一管件和第二管件的螺丝安装端位于所述推料槽的下方,所述螺丝进料管道固定在承载板上,所述承载板上设置有震动电机。
8.本实用新型进一步设置,所述反扣机构为倾斜设置的反扣气缸。
9.本实用新型进一步设置,所述压紧装置包括压板以及升降气缸,所述升降气缸与所述压板固定连接,所述升降固定在所述安装面板的背面。
10.本实用新型进一步设置,所述第一输送机部分与所述第二输送机部分均垂直于各自的进料管道设置,且结构一致,两者均包括输送架、输送电机、联动轴以及皮带装置,所述输送电机的输出端设置有第一齿轮,所述联动轴上设置有与第一齿轮垂直啮合的第二齿轮、第一皮带轮、第二皮带轮,所述第一皮带轮和第二皮带轮设置在所述联动轴的两端,分布在两组所述皮带装置中。
11.本实用新型进一步设置,所述第一夹送机构与所述第二夹送机构沿 x
‑
y
‑
z方向移动。
12.本实用新型的有益效果,本实用新型采用了全自动化的方式实现管夹的装配,提高了生产效率。
附图说明
13.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
14.图1为本实用新型管件的分离示意图。
15.图2为本实用新型管件的安装示意图。
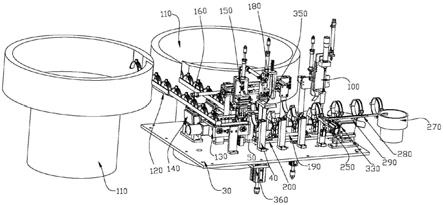
16.图3为本实用新型实施例的立体图。
17.图4为本实用新型实施例的立体图。
18.图5为本实用新型实施例的俯视图。
19.图6为本实用新型实施例送料机构立体图。
20.图7为本实用新型实施例第一管件的立体图。
21.附图标记,10、第一管件;20、第二管件;30、安装面板;40、第一安装立板;50、第二安装立板;60、待料工位;70、压板工位;80、配合工位; 90、装螺丝工位;100、装螺丝机;110、物料盘;120、第一进料管道;130、第一输送机部分;140、振动电机;150、第一夹送机构;160、第二进料管道; 170、第二输送机部分;180、第二夹送机构;190、送料气缸;200、安装主板;210、滑块安装板;220、导轨安装板;230、导轨;240、滑块;250、气缸接头;260、管件夹子;270、螺丝物料盘;280、螺丝进料管道;290、承载板;300、推料杆;310、推料槽;320、推料气缸;330、震动电机;340、反扣气缸;350、压板;360、升降气缸;370、输送架;380、输送电机;390、联动轴;400、皮带装置;410、第一齿轮;420、第二齿轮;430、第一皮带轮;440、第二皮带轮;
上,所述承载板290上设置有震动电机330。
28.其中所述反扣机构为倾斜设置的反扣气缸340。
29.所述压紧装置包括压板350以及升降气缸360,所述升降气缸360与所述压板350固定连接,所述升降固定在所述安装面板30的背面。
30.所述第一输送机部分130与所述第二输送机部分170均垂直于各自的进料管道设置,且结构一致,两者均包括输送架370、输送电机380、联动轴 390以及皮带装置400,所述输送电机380的输出端设置有第一齿轮410,所述联动轴390上设置有与第一齿轮410垂直啮合的第二齿轮420、第一皮带轮430、第二皮带轮440,所述第一皮带轮430和第二皮带轮440设置在所述联动轴390的两端,分布在两组所述皮带装置400中。
31.本实用新型的工作原理如下,
32.第一管件10通过第一管件10进料机构进行运输到一定的位置,具体的来说,第一管件10从物料盘110中以震动的方式进入到第一进料管道120,物料盘110为一震动盘,并且此时第一管件10的放置方式如图3中所示,而第一进料管道120下方设置有振动电机140,通过振动的方式将第一管件10 进行运输,然后振落到第一输送机内,然后第一输送机内的第一管件10的放置方式与第一进料管道120上的放置方式为镜像放置,可参考图3,此时第一管件10的两端就位于皮带装置400上,通过皮带的运输运输到第一夹送机构150的下方,然后通过第一夹送机构150进行夹持,然后运送到待料工位 60上,第二管件20的运输方式与第一管件10的运输方式一致,但是最终到达的位置不同;随后当送料机构中的各个管件夹子260,进入到各自的工位,将待料工位60上的第一管件10,也通过第一夹送机构150放置到压紧工位上,此时第二管件20在第二夹送机构180的运输下,第一管件10的a端和第二管件20的c端靠近,第二管件20的c端进入到第一管件10的a端中,并通过压板350进行压紧;压紧工序结束之后,第一管件10和第二管件20 的a端和c端已经固定,随后第一管件10和第二管件20进入到配合工位 80进行配反扣,其目的是将第二管件20反扣在第一管件10上,将第一管件 10的b端与所述第二管件20的d端进行贴合,其采用一个反扣气缸340作用于第二管件20的曲面,给予一个作用力,即可实现第二管件20的反扣,其次反扣结束之后进入到装螺丝的工位,首先通过螺帽送料机构将螺帽送至推料槽310内,然后通过推料气缸320将螺帽推送至第一管件10和第二管件 20的螺丝安装端的下方,然后通过装螺丝机100将螺丝装入实现与螺帽的固定,然后出料即可。
33.本实用新型采用了全自动化的方式实现管夹的装配,提高了生产效率。
34.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。
35.较多了使用诸如10、第一管件;20、第二管件;30、安装面板;40、第一安装立板;50、第二安装立板;60、待料工位;70、压板工位;80、配合工位;90、装螺丝工位;100、装螺丝机;110、物料盘;120、第一进料管道; 130、第一输送机部分;140、振动电机;150、第一夹送机构;160、第二进料管道;170、第二输送机部分;180、第二夹送机构;190、送料气缸;200、安装
主板;210、滑块安装板;220、导轨安装板;230、导轨;240、滑块; 250、气缸接头;260、管件夹子;270、螺丝物料盘;280、螺丝进料管道; 290、承载板;300、推料杆;310、推料槽;320、推料气缸;330、震动电机; 340、反扣气缸;350、压板;360、升降气缸;370、输送架;380、输送电机; 390、联动轴;400、皮带装置;410、第一齿轮;420、第二齿轮;430、第一皮带轮;440、第二皮带轮等术语,需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
36.上述说明示出并描述了本实用新型的若干优选实施例,但如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1