一种新型专用夹具的制作方法
1.本实用新型涉及一种新型专用夹具,属于机械加工的工装夹具领域。
背景技术:
2.众所周知,机械加工行业属于劳动密集型产业,机床操作人员的工作环境差,劳动强度较大。在使用传统的通用工装夹具时,虽然能满足企业生产的基本需求,但生产效率极为低下,加工件精度离散、一致性较差且仍需机床操作工进行繁琐、沉重的定位、卡压等产前准备工作。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种新型专用夹具,该夹具采用普通定位块结合液压元件的可调式定位块组合的形式,不仅实现了定位的效率高,而且定位精度高,同时节约了大量的人力物力,从而节省加工成本。
4.为解决以上问题,本实用新型的具体技术方案如下:一种新型专用夹具,在底座上对称设有支撑组,每个支撑组由滑动支撑单元和固定支撑单元组成,滑动支撑单元和固定支撑单元之间的位置对应且支撑距离可调;在其中一组滑动支撑单元和固定支撑单元之间设有侧向夹持单元,另一组滑动支撑单元和固定支撑单元之间设有侧向定位单元。
5.所述的滑动支撑单元的结构包括在基座上连接液压油缸ⅰ,液压油缸ⅰ的油缸杆通过连接轴连接平移板,在基座的上表面设有两个平行的直线导轨,平移板的两侧与直线导轨滑动连接;在平移板上表面连接底板,底板一端并列设置夹持器模块和侧顶模块,在底板的另一端设有定位块,定位块与夹持器模块之间夹持待定位板。
6.所述的固定支撑单元结构包括在固定座的一端固定连接定位块,另一端并列设置夹持器模块和侧顶模块,且固定支撑单元的定位块、夹持器模块和侧顶模块的高度与滑动支撑单元的定位块、夹持器模块和侧顶模块高度一致。
7.固定支撑单元和滑动支撑单元中共四个定位块,其中一个定位块的底部通过螺杆与底板或固定座活动连接,旋转调节定位块的顶面与底板或固定座上表面之间的距离。
8.所述的侧向定位单元结构包括在定位架ⅰ和限位顶杆ⅰ,限位顶杆ⅰ固定在定位架上,且轴线与底座的长度方向一致。
9.所述的侧向夹持单元包括在定位架ⅱ和限位顶杆ⅱ,限位顶杆ⅱ与限位顶杆ⅰ位置对应,在定位架ⅱ上设有液压油缸ⅱ,液压油缸ⅱ的液压杆连接限位顶杆ⅱ。
10.该新型专用夹具采用支撑组对待夹持的板型零件的上下和前后进行限位,采用侧向夹持单元和侧向定位单元对待夹持的板型零件的左右进行限位,从而实现零件的完全定位,同时由于滑动支撑单元和固定支撑单元之间的距离可调,从而摆脱了单一工件单一夹具的问题,可以大幅度的降低产前准备时间,简化机加工流程,降低生产成本,提高工件精度一致性。
附图说明
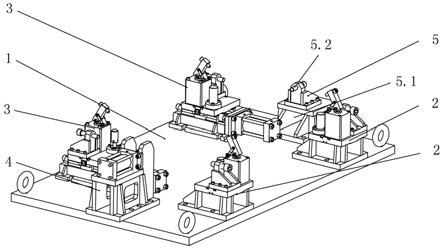
11.图1为新型专用夹具的整体结构示意图。
12.图2为滑动支撑单元的轴测图。
13.图3为滑动支撑单元的剖视图。
14.图4为固定支撑单元的轴测图。
15.图5为侧向夹持单元的轴测图。
16.图6为本申请夹具的工作状态示意图。
具体实施方式
17.如图1所示,一种新型专用夹具,在底座1上对称设有支撑组,每个支撑组由滑动支撑单元3和固定支撑单元2组成,滑动支撑单元3和固定支撑单元2之间的位置对应且支撑距离可调;在其中一组滑动支撑单元3和固定支撑单元2之间设有侧向夹持单元4,另一组滑动支撑单元3和固定支撑单元2之间设有侧向定位单元5。
18.如图2和图3所示,所述的滑动支撑单元3的结构包括在基座3.3上连接液压油缸ⅰ3.7,液压油缸ⅰ3.7的油缸杆通过连接轴3.5连接平移板3.4,在基座3.3的上表面设有两个平行的直线导轨3.9,平移板3.4的两侧与直线导轨3.9滑动连接;在平移板3.4上表面连接底板3.6,底板3.6一端并列设置夹持器模块3.1和侧顶模块3.2,在底板3.6的另一端设有定位块3.8,定位块3.8与夹持器模块3.1之间夹持待定位板。
19.如图4所示,所述的固定支撑单元2结构包括在固定座2.1的一端固定连接定位块3.8,另一端并列设置夹持器模块3.1和侧顶模块3.2,且固定支撑单元2的定位块3.8、夹持器模块3.1和侧顶模块3.2的高度与滑动支撑单元3的定位块3.8、夹持器模块3.1和侧顶模块3.2高度一致。
20.固定支撑单元2和滑动支撑单元3中共四个定位块3.8,其中一个定位块3.8的底部通过螺杆与底板3.6或固定座2.1活动连接,旋转调节定位块3.8的顶面与底板3.6或固定座2.1上表面之间的距离,如图3所示的定位块部分连接示意图。
21.所述的侧向定位单元5结构包括在定位架ⅰ5.1和限位顶杆ⅰ5.2,限位顶杆ⅰ5.2固定在定位架5.1上,且轴线与底座1的长度方向一致。如图5所以,所述的侧向夹持单元4包括在定位架ⅱ4.1和限位顶杆ⅱ4.2,限位顶杆ⅱ4.2与限位顶杆ⅰ5.2位置对应,在定位架ⅱ4.1上设有液压油缸ⅱ4.3,液压油缸ⅱ4.3的液压杆连接限位顶杆ⅱ4.2。
22.本实用新型的工作过程如下:将所要加工的工件如图6所示(为我公司产品vmc850b床身)吊运到本专用夹具上方位置,启动外部设备液压泵站,调节滑动支撑单元3使侧顶模块3.2后退至一定位置,侧向夹持单元4后退到位,工件缓缓下落至工件底面特定位置与各定位块3.8接触,缓缓落实工件,使用扭矩扳手对可调节的一个定位块3.8上升,接触至工件底面并达到一定扭矩,调节完毕,使四个定位块3.8都与工件充分接触,且工件水平;启动滑动支撑单元3前推到位,侧向夹持单元4前推到位,启动所有单元夹持器模块3.1夹紧工件,撤除吊钩,工件装夹定位完毕。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1