排线自动焊接机的制作方法
1.本实用新型涉及焊接机,尤其涉及排线自动焊接机。
背景技术:
2.以前pcb板上的电子元器件、排线或端子都是人工手动上料,手动焊接,焊接准确性不高,产品合格率较低,产能也较低。随着工业化的进程,现在越来越多pcb板上的部件开始采用机械自动化焊接,这种加工方式产能和效率都被大大的提高,例如申请号01920738885.3的一种dc充电端子焊线机的焊接机构,其上料也是通过自动化上料,焊接载具3包括固设在凸轮分割器2的转盘21上的拉座31,所述转盘21匹配每一焊接载具3设置位置上均制有沿转盘21直径方向延伸的导槽22,所述焊接载具3的载板32固设于活动安设在导槽22内的第一导轨33上,所述载板32靠近转盘21外周侧的端固设载座34,所述载座34上制有容嵌dc端子02的容置槽35,所述容置槽35匹配其延伸方向的旁侧设有一穿设于载座34并伸入容置槽35的定位螺栓36,所述定位螺栓36用于穿入上料至容置槽35内的dc端子02的插孔内而定位dc端子02,所述载座34上还设有压座36,所述压座36还与活动嵌设于载座34的顶块37连接,所述顶块37能z向顶托压座36移动,匹配使压座36相对载座34压紧或松开并将上料的电导线03压扣在载座34上并与pcb板01匹配的pin脚对接或松开,所谓松开使指在焊接完成后,需要下料时,顶块37向上顶起压座36而使焊接于pcb板01上的长导线和短导线相对载座34松开,从而在成品拨料组件9拨动dc充电端子成品时,电导线03能跟随pcb板01一起被拨动而移出;所述载板32还通过拉簧(附图未显示)与拉座31连接,匹配使载板32能沿导槽22移动而回位,所述载板32设载座34的一端还固设有一推块38,所述推块38用于带动载板32和载座34沿导槽22向转盘21外周侧滑动,实际中,转盘21的下端匹配与dc端子上料组件4对接位置处设有将载板32推出的顶料气缸11,当焊接载具3转动至与dc端子上料组件4对接位置处时,顶料气缸11将载板32顶出而匹配dc端子02的上料,当上料完成后,拉簧将载板32沿导槽22拉回。焊接载具结构复杂,成本高,并且该焊接载具无法装夹pcb板。
技术实现要素:
3.本实用新型针对现有技术中焊接机中焊接载具结构复杂的缺点,提供排线自动焊接机。
4.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
5.排线自动焊接机,包括工作台,工作台上安装有焊接转盘和驱动焊接转盘转动的第一电机,焊接转盘,焊接转盘上端面边缘处均布有数量至少为三个的第一定位槽,第一定位槽内安装有第一定位板,第一定位板上设有用于安装pcb板的第二定位槽;焊接转盘边缘处设有贯通上下端面的通孔,第二定位槽内设有贯通第一定位板上下端面的检测孔,检测孔与通孔竖直连通,焊接转盘下端面的通孔安装有用于检测有无pcb板的第一传感器,焊接转盘上安装有用于压紧pcb板的压紧装置,每个第一定位板的边上都安装有一个压紧装置。
6.本焊接机的焊接转盘的台面上直接设置有数量多个的第一定位槽,第一定位槽内
安装第一定位板,第一定位板上再设置有用于装pcb板的第二定位槽,当pcb板外形尺寸变化时,人们只需要更换第一定位板即可,焊接转盘的通用性高,焊接转盘的通孔与第一定位板的检测孔连通,从而方便第一传感器检测第一定位板上有无pcb板,智能化程度高。
7.作为优选,压紧装置包括上升降块、下升降块、连杆和压板,连杆一端与上升降块连接,连杆另一端与下升降块连接,上升降块的两端都设有连杆,压板一端与上升降块固定连接,压板另一端延伸到第一定位槽上方并用于压紧pcb板。
8.本压紧装置有别于传统的压紧装置,本压紧装置通过压紧装置自身的重量来带动压板压紧pcb板,在保证pcb板不脱离第二定位槽的情况下,压紧装置结构紧凑,可靠性高,制造和维护成本低。
9.作为优选,工作台一端安装有输送pcb板到第二定位槽上的上料装置,上料装置设在焊接转盘一侧边,工作台上安装有用于顶起压紧装置的第一顶升气缸,第一顶升气缸设在上料装置与第一电机之间。
10.焊接转盘上所有压紧装置都可以通过第一顶升气缸顶起,当第一顶升气缸顶起其上端的压紧装置时,下一道工序中第一机械手就会将pcb板输送到第二定位槽内进行定位焊接。
11.作为优选,上料装置包括出料装置、定位装置和第一机械手,出料装置包括顶升装置和用于存放pcb板的物料架,顶升装置包括顶升杆,顶升杆伸入到物料架内并顶在pcb板下,定位装置的两侧都安装有第一机械手,物料架顶端开口为物料出口,物料出口处安装有检测有无pcb板的第二传感器,一个第一机械手用于抓取pcb板到定位装置上,另一个第一机械手将定位后的pcb板输送到第二定位槽内。
12.pcb板自动输送物料出口,一个第一机械手将物料架上pcb板输送到定位装置中,另外一个机械手将定位装置中的pcb板输送到焊接转盘上,两个第一机械手交互工作,上料效率高,从而提高焊接机的焊接效率,提高产能。
13.作为优选,物料架包括底板和数量至少为二个的限位架,底板上设有与每个限位架相对应的顶升孔,顶升孔为数量至少为三条的条形通孔,顶升杆通过顶升孔伸入到限位架内,工作台的台面固定有滑轨和伸缩装置,物料架通过线性滑块滑动在滑轨上,伸缩装置包括伸缩缸体和伸缩杆,伸缩杆一端伸缩在伸缩缸体内,其另一端与底板固定连接并带动物料架移动。
14.由于物料架能够通过伸缩装置移动在滑轨上,并且底板上的限位架数量可以设置多个,一个限位架内的pcb板用完后,可以使用另外一个限位架,多个限位架交替使用,从而使得本物料架可以容纳更多的pcb板,pcb板输送效率也会更好。
15.作为优选,顶升装置还包括第二电机、第一导轨、升降杆和升降板,顶升杆的数量至少为两个,所有顶升杆一端滑动安装在第一导轨上,其另一端通过顶升孔伸入到限位架内,第一导轨两端都固定有升降杆,升降杆伸入到工作台内与升降板固定连接,第二电机的输出轴安装有丝杆,丝杆另一端通过轴承安装在工作台上,升降板与丝杆螺纹连接并沿着丝杆升降。
16.由于pcb板型号多种多样,有长有短,为了能够稳定的顶升起pcb板,本顶升杆设计成可更换的,顶升杆滑动在第一导轨上,方便人们控制顶升杆在第一导轨上的位置,从而控制顶升杆与pcb板之间的位置关系,保证pcb板顶升稳定性好。
17.作为优选,限位架包括背板、第一限位侧板、第二限位侧板、第一调节件和第二调节件,背板、第一限位侧板、第二限位侧板和底板围成用于存放pcb板的物料仓,第一限位侧板和第二限位侧板设在背板的两侧,背板竖直固定在底板上端面的后端部,第一调节件的内侧壁与第一限位侧板的外侧壁卡合滑动连接并调节第一限位侧板纵向移动,第一调节件与第一限位侧板之间通过第一锁紧螺栓锁紧连接,第二调节件与第二限位侧板连接并调节第二限位侧板纵向、横向移动。
18.本限位架能够通过第一调节件和第二调节件来调节物料仓的大小,从而使得本限位架能够限位存放多种型号的pcb板,限位架通用性强。
19.作为优选,第二调节件包括导向块、横向导杆、纵向导杆、横向锁紧螺栓和纵向锁紧螺栓,第二限位侧板的外侧壁横向固定有数量至少为一根的横向导杆,导向块滑动在横向导杆上,导向块与横向导杆之间通过横向锁紧螺栓锁紧连接,导向块背面纵向固定有数量至少为一根的纵向导杆,纵向导杆穿过背板,纵向导杆与背板之间通过纵向锁紧螺栓锁紧连接。
20.第二限位侧板通过横向导杆滑动在导向块上,从而调节第二限位侧板横向位置,延长或缩小物料仓横向的长度,第二限位侧板连通导向块一起通过纵向导杆滑动在背板上,从而调节第二限位侧板的纵向位置,延长或缩小物料仓纵向的长度。横向锁紧螺栓和纵向锁紧螺栓用于定位第二限位侧板,使得第二限位侧板定位在背板上。
21.作为优选,定位装置包括底座、纵向驱动器、横向驱动器、纵向滑座、横向滑座和第二定位板,底座固定在工作台上,横向驱动器安装在底座上,横向驱动器与横向滑座连接并驱动横向滑座水平横向移动,纵向驱动器安装在横向滑座上,纵向驱动器与纵向滑座连接并驱动纵向滑座水平纵向移动,纵向滑座上设有用于安装第二定位板的凹槽,第二定位板上设有用于定位pcb板的第三定位槽。
22.定位装置通过纵向驱动器和横向驱动器调整第二定位板的位置,从而使得pcb板能够放置在第三定位槽内,第三定位槽用于定位pcb板的位置,从而保证第一机械手准确的将定位后的pcb板输送到焊接转盘上。
23.作为优选,工作台上安装有用于裁剪排线的裁剪线装置、用于将排线焊接在pcb板上的焊接机、用于抓取转盘上焊接有排线的pcb板的第二机械手、用于输送排线pcb板到下一个工位的输送装置,工作台上还安装有支撑pcb板上的排线的支撑台,支撑台靠近焊接转盘处的端面低于焊接转盘的端面,支撑台设在焊接机延伸到焊接机处,支撑台另一端延伸到焊接转盘与输送装置之间;第二机械手与第一电机之间的工作台上安装有第二顶升气缸,第二机械手包括旋转驱动器、旋转轴、pcb板吸头、调节板和排线吸头,旋转驱动器与旋转轴连接并驱动其转动,旋转轴与pcb板吸头连接并带动其转动,调节板一端固定在旋转轴上,调节板另一端设有供排线吸头移动调节的调节孔,排线吸头通过调节孔螺栓连接在调节板上。
24.由于排线焊接在pcb板上需要有台面支撑,不然排线就会耷拉在焊接转盘外,支撑台用于支撑pcb板上的排线,从而保证排线吸头能够吸住排线。旋转驱动器能够带动pcb板吸头和排线吸头旋转,从而使得排线pcb板能够旋转位置后放置在输送装置上,输送装置安装位置可以灵活布置,从而使得排线焊接机结构紧凑。
25.本实用新型由于采用了以上技术方案,具有显著的技术效果:
26.本焊接机的焊接转盘的台面上直接设置有数量多个的第一定位槽,第一定位槽内安装第一定位板,第一定位板上再设置有用于装pcb板的第二定位槽,当pcb板外形尺寸变化时,人们只需要更换第一定位板即可,焊接转盘的通用性高,焊接转盘的通孔与第一定位板的检测孔连通,从而方便第一传感器检测第一定位板上有无pcb板,智能化程度高。
附图说明
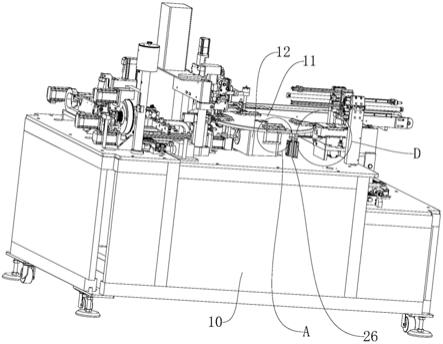
27.图1是本实用新型第一位置状态下的结构示意图。
28.图2是图1中焊接转盘的结构示意图。
29.图3是图1中第一定位板的结构示意图。
30.图4是图1中a的局部放大图。
31.图5是图1中d的局部放大图。
32.图6是本实用新型第二位置状态下的结构示意图。
33.图7是图6中b的局部放大图。
34.图8是图6中c的局部放大图。
35.图9是本实用新型第三位置状态下的结构示意图。
36.图10是图9中e的局部放大图。
37.以上附图中各数字标号所指代的部位名称如下:其中,10—工作台、11—焊接转盘、12—第一电机、13—第一定位板、14—压紧装置、15—出料装置、16—定位装置、17—第一机械手、18—第二传感器、19—滑轨、20—伸缩缸体、21—裁剪线装置、22—焊接机、23—第二机械手、24—支撑台、25—输送装置、26—第一顶升气缸、27—第二顶升气缸、111—第一定位槽、112—通孔、131—第二定位槽、132—检测孔、141—上升降块、142—下升降块、143—连杆、144—压板、151—顶升装置、152—物料架、161—底座、162—纵向驱动器、163—横向驱动器、164—纵向滑座、165—横向滑座、166—第二定位板、231—旋转驱动器、232—旋转轴、233—pcb板吸头、234—调节板、235—排线吸头、1511—第二电机、1512—第一导轨、1513—升降杆、1514—升降板、1515—顶升杆、1521—底板、1522—限位架、1523—物料出口、1641—凹槽、1661—第三定位槽、2341—调节孔、15211—顶升孔、15220—物料仓、15221—背板、15222—第一限位侧板、15223—第二限位侧板、15224—第一调节件、15225—第二调节件、15226—第一锁紧螺栓、152251—导向块、152252—横向导杆、152253—纵向导杆、152254—横向锁紧螺栓、152255—纵向锁紧螺栓。
具体实施方式
38.下面结合附图1
‑
10与实施例对本实用新型作进一步详细描述。
39.实施例1
40.排线自动焊接机,包括工作台10,工作台10上安装有焊接转盘11和驱动焊接转盘11转动的第一电机12,焊接转盘11,焊接转盘11上端面边缘处均布有数量为四个的第一定位槽111,第一定位槽111内螺栓固定有第一定位板13,焊接转盘11上的第一定位板13可以更换,第一定位板13上设有用于安装pcb板的第二定位槽131。焊接转盘11边缘处设有贯通上下端面的通孔112,第二定位槽131内设有贯通第一定位板13上下端面的检测孔132,即检测孔132贯通第二定位槽131的槽底,当第一定位板13安装在焊接转盘11上时,检测孔132与
通孔112竖直连通,焊接转盘11下端面的通孔112安装有用于检测有无pcb板的第一传感器,第一传感器为红外传感器,第一传感器通过通孔112和检测孔132为检测第一定位板13上的pcb板,焊接转盘11上安装有用于压紧pcb板的压紧装置14,每个第一定位板13的边上都安装有一个压紧装置14。
41.压紧装置14包括上升降块141、下升降块142、连杆143和压板144,连杆143一端与上升降块141连接,连杆143另一端与下升降块142连接,上升降块141的两端都设有连杆,上升降块141、下升降块142和连杆143围成形状为“口”字形,压板144一端与上升降块141固定连接,压板144另一端延伸到第一定位槽111上方并用于压紧pcb板,当压紧装置14通过其自身的重力来通过压板144压紧pcb。
42.工作台10一端安装有输送pcb板到第二定位槽131上的上料装置,上料装置设在焊接转盘11一侧边,工作台10上安装有用于顶起压紧装置14的第一顶升气缸26,第一顶升气缸26设在上料装置与第一电机12之间。当需要将pcb板输送到焊接盘11上时,第一顶升气缸26就会顶起其上方的压紧装置14,从而使得压板144上升到第二定位槽131上方,方便第一机械手17将pcb板放到第二定位而槽131内。
43.上料装置包括出料装置15、定位装置16和第一机械手17,出料装置15包括顶升装置151和用于存放pcb板的物料架152,顶升装置151包括顶升杆1515,顶升杆1515伸入到物料架152内并顶在pcb板下,定位装置16的两侧都安装有第一机械手17,物料架152顶端开口为物料出口1523,物料出口1523处安装有检测有无pcb板的第二传感器18,一个第一机械手17用于抓取pcb板到定位装置16上,另一个第一机械手17将定位后的pcb板输送到第二定位槽131内,两个第一机械手17分工明确,缩小上料的时间,提高了生产效率。
44.物料架152包括底板1521和数量为二个的限位架1522,限位架1522用于限制pcb板移动,方便多块pcb板叠放在一起。底板1521上设有与每个限位架1522相对应的顶升孔15211,顶升孔15211为数量为柒条的条形通孔,顶升杆1515通过顶升孔15211伸入到限位架1522内,工作台10的台面固定有滑轨19和伸缩装置,伸缩装置为气缸式,物料架152通过线性滑块滑动在滑轨19上,伸缩装置包括伸缩缸体20和伸缩杆,伸缩杆一端伸缩在伸缩缸体20内,其另一端与底板1521固定连接并带动物料架152移动。当一个限位架1522内的pcb板用完后,伸缩杆会带动底板1521移动,从而将另外一个装有pcb板的限位架1522移动到指定位置,排线焊接机在工作时,不能停机添加pcb板,工作效率高。
45.顶升装置151还包括第二电机1511、第一导轨1512、升降杆1513和升降板1514,第二电机1511为伺服电机,顶升杆1515的数量为两个,所有顶升杆1515一端滑动安装在第一导轨1512上,其另一端通过顶升孔15211伸入到限位架1522内,顶升杆1515水平横向布置在第一导轨1512上,两个顶升杆1515通过两个条形通孔支撑在pcb板下端两侧,pcb板上升稳定性高。第一导轨1512两端都固定有升降杆1513,升降杆1513提高了顶升杆1515上升的稳定性,升降杆1513伸入到工作台10内与升降板1514固定连接,第二电机1511的输出轴安装有丝杆,丝杆另一端通过轴承安装在工作台10上,升降板1514与丝杆螺纹连接并沿着丝杆升降。
46.定位装置16包括底座161、纵向驱动器162、横向驱动器163、纵向滑座164、横向滑座165和第二定位板166,纵向驱动器162和横向驱动器163都为伺服电机。底座161固定在工作台100上,横向驱动器163安装在底座161上,横向驱动器163与横向滑座165连接并驱动横
向滑座165水平横向移动,纵向驱动器162安装在横向滑座165上,纵向驱动器162与纵向滑座164连接并驱动纵向滑座164水平纵向移动,纵向滑座164上设有用于安装第二定位板166的凹槽1641,第二定位板166上设有用于定位pcb板的第三定位槽1661。
47.实施例2
48.实施例2与实施例1特征基本相同,不同的是限位架1522包括背板15221、第一限位侧板15222、第二限位侧板15223、第一调节件15224和第二调节件15225,背板15221、第一限位侧板15222、第二限位侧板15223和底板1521围成用于存放pcb板的物料仓15220,第一限位侧板15222和第二限位侧板15223设在背板15221的两侧,背板15221竖直固定在底板1521上端面的后端部,第一调节件15224的内侧壁与第一限位侧板15222的外侧壁卡合滑动连接并调节第一限位侧板15222纵向移动,第一调节件15224为第一调节板,第一调节件15224的内侧壁上固定有轨道,第一限位侧板15222的外侧壁上设有导轨槽,第一限位侧板15222通过轨道槽滑动在第一调节件15224的导轨上,从而调节第一限位侧板15222的纵向位置。第一调节件15224与第一限位侧板15222之间通过第一锁紧螺栓15226锁紧连接,当第一限位侧板15222调节好后通过第一锁紧螺栓15226进行锁紧。第二调节件15225与第二限位侧板15223连接并调节第二限位侧板15223纵向、横向移动。限位架1522的内部空间可以调节,从而使得限位架1522内能够存放不同型号的pcb板,限位架1522的通用性强。
49.第二调节件15225包括导向块152251、横向导杆152252、纵向导杆152253、横向锁紧螺栓152254和纵向锁紧螺栓152255,第二限位侧板15223的外侧壁横向固定有数量为二根的横向导杆152252,导向块152251滑动在横向导杆152252上,导向块152251与横向导杆152252之间通过横向锁紧螺栓152254锁紧连接,导向块152251背面纵向固定有数量为二根的纵向导杆152253,纵向导杆152253穿过背板15221,纵向导杆152253与背板15221之间通过纵向锁紧螺栓152255锁紧连接。当第二限位侧板15223横向调节时,第二限位侧板15223与横向升降杆152252一起沿着导向块152251移动;当第二限位侧板15223纵向调节时,导向块152251通过纵向导杆152253纵向滑动在背板15221上,从而调节第二限位侧板15223的纵向位置。
50.实施例3
51.实施例3与实施例1或2特征基本相同,不同的是工作台10上安装有用于裁剪排线的裁剪线装置21、用于将排线焊接在pcb板上的焊接机22、用于抓取转盘上焊接有排线的pcb板的第二机械手23、用于输送排线pcb板到下一个工位的输送装置,工作台10上还安装有支撑pcb板上的排线的支撑台24,支撑台24靠近焊接转盘11处的端面低于焊接转盘11的端面,支撑台24设在焊接机22延伸到焊接机22处,支撑台24另一端延伸到焊接转盘11与输送装置25之间;第二机械手23与第一电机12之间的工作台10上安装有第二顶升气缸27,第二机械手23包括旋转驱动器231、旋转轴232、pcb板吸头233、调节板234和排线吸头235,旋转驱动器231与旋转轴232连接并驱动其转动,旋转轴232与pcb板吸头233连接并带动其转动,调节板234一端固定在旋转轴232上,调节板234另一端设有供排线吸头235移动调节的调节孔2341,排线吸头235通过调节孔2341螺栓连接在调节板234上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1