一种散热器焊接设备用钢管上件装置的制作方法
1.本实用新型涉及一种散热器焊接设备用钢管上件装置,属于散热器焊接技术领域。
背景技术:
2.辐射采暖散热器广泛应用于居住环境的供暖,目前最广泛应用的辐射采暖散热器,如图2所示的一种散热器包括纵管组100和十字交叉焊接固在纵管组100上的横管组200,纵管组100包括两根平行间隔设置的纵钢管,分别为散热器的进水管和出水管,横管组200有多组,相邻两组横管组200设置在纵管组100的同一侧或者交错设置在纵管组100的两侧;横管组200可以单面设置在纵管组100上,也可以双面设置在纵管组100上,横管组200包括多根平行间隔设置的横钢管,横管组200中横钢管的数量大于3,为散热管,横钢管沿纵钢管中的长度方向间隔设置;横钢管与纵钢管焊接的位置开设有孔,保证管内介质的流通。
3.但是针对上述结构的散热器焊接时,一般是通过焊接设备将横钢管焊接到纵钢管上,焊接过程中,纵钢管通过进给装置不断进给,人工将横钢管放置到纵钢管的焊接位置上,这种人工放置横钢管的上件方式在实际生产中存在以下问题:
4.1、人工上件,焊接点定位不准确,容易使焊接横钢管的焊接位置出现偏差,影响散热器的质量。
5.2、人工上件,上件速度慢,生产效率低,劳动强度大,人工成本高,并且工作人员的安全风险大。
6.综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
7.本实用新型要解决的技术问题是针对以上不足,提供一种散热器焊接设备用钢管上件装置,可以实现钢管的自动上件,上件速度快,生产效率高,劳动强度小,人工成本低,且提高了生产过程的安全性;还可以提高钢管焊接位置的准确性,提高产品的焊接质量。
8.为解决以上技术问题,本实用新型采用以下技术方案:一种散热器焊接设备用钢管上件装置,包括气动卡爪,所述卡爪用于抓取横钢管,所述气动卡爪设置在升降机构上,通过升降机构带动抓取机构上下移动;所述升降机构设置在水平移动机构上,通过水平移动机构带动升降机构和抓取机构一起水平移动。
9.进一步地,所述气动卡爪包括相对设置的两个卡爪和气缸驱动器,两个卡爪分别连接在气缸驱动器的两个活塞上,通过气缸驱动器驱动两个卡爪相向或者反向运动,实现气动卡爪的开合;
10.所述气动卡爪固定在座板上,所述座板固定在升降机构上。
11.进一步地,所述升降机构包括气缸,所述气缸为可调行程气缸,所述气动卡爪通过座板固定在气缸的伸缩杆上,所述气缸安装在固定板上;所述气缸伸缩带动气动卡爪上下移动;所述气缸与控制系统连接;
12.所述固定板与水平移动机构连接。
13.进一步地,所述水平移动机构包括直线导轨,所述固定板通过滑块滑动设置在直线导轨上,所述直线导轨固定在焊接设备的机架上。
14.进一步地,所述固定板的另一端与连接架固定连接,所述连接架与无杆气缸连接,所述无杆气缸通过连接架驱动固定板水平移动。
15.进一步地,还包括第一传感器,所述第一传感器用于检测钢管放置位置上是否有钢管,所述第一传感器设置在气动卡爪的侧部,所述第一传感器对应两个卡爪闭合后的抓取位置设置。
16.进一步地,还包括第二传感器,所述第二传感器用于检测两个卡爪是否为打开状态,所述第二传感器设置在对应卡爪打开状态的位置,所述第二传感器固定在气缸驱动器上。
17.本实用新型采用以上技术方案后,与现有技术相比,具有以下优点:
18.本实用新型可以实现钢管的自动上件,上件速度快,生产效率高,劳动强度小,人工成本低,且提高了生产过程的安全性;还可以提高钢管焊接位置的准确性,提高产品的焊接质量。
19.下面结合附图和实施例对本实用新型进行详细说明。
附图说明
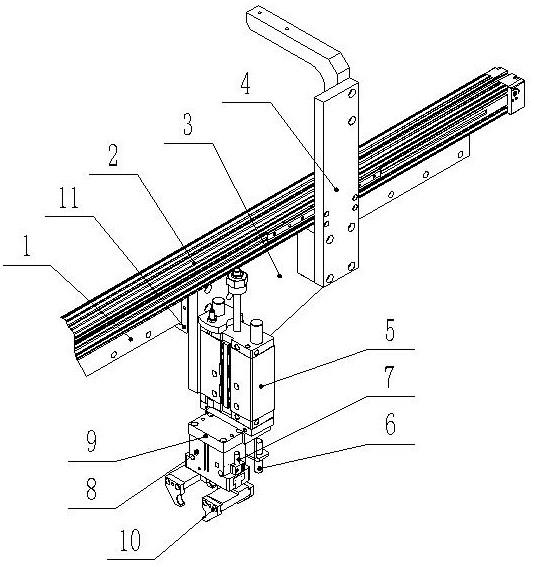
20.图1是本实用新型的结构示意图;
21.图2是散热器的结构示意图;
22.图中,
[0023]1‑
直线导轨,2
‑
无杆气缸,3
‑
固定板,4
‑
连接架,5
‑
气缸,6
‑
第一传感器,7
‑
第二传感器,8
‑
气缸驱动器,9
‑
座板,10
‑
卡爪,11
‑
滑块。
具体实施方式
[0024]
为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图说明本实用新型的具体实施方式。
[0025]
实施例1
[0026]
如图1所示,本实用新型提供一种散热器焊接设备用钢管上件装置,包括抓取机构、水平移动机构和升降机构,所述抓取机构用于抓取和放下横钢管;
[0027]
所述抓取机构设置在升降机构上,通过升降机构带动抓取机构上下移动;所述升降机构设置在水平移动机构上,通过水平移动机构带动升降机构和抓取机构一起水平移动。
[0028]
所述抓取机构为气动卡爪,所述气动卡爪包括相对设置的两个卡爪10和气缸驱动器8,两个卡爪10分别连接在气缸驱动器8的两个活塞上,通过气缸驱动器8驱动两个卡爪10相向或者反向运动,实现气动卡爪的开合;所述气缸驱动器8与控制系统连接。
[0029]
所述气动卡爪固定在座板9上,所述座板9固定在升降机构上。
[0030]
所述升降机构包括气缸5,所述气缸5为可调行程气缸,所述气动卡爪通过座板9固定在气缸5的伸缩杆上,所述气缸5安装在固定板3上;通过气缸5伸缩带动气动卡爪上下移
动;所述气缸5与控制系统连接。
[0031]
所述固定板3与水平移动机构连接,所述水平移动机构包括直线导轨1,所述固定板3通过滑块11滑动设置在直线导轨1上,所述直线导轨1固定在焊接设备的机架上。
[0032]
所述固定板3的另一端与连接架4固定连接,所述连接架4 的另一端与无杆气缸2连接,所述无杆气缸2通过连接架4驱动固定板3水平移动,从而使气动卡爪连通升降机构一起实现水平移动,所述无杆气缸2与控制系统连接。
[0033]
为了避免气动卡爪抓空,所述钢管上件装置还设有第一传感器6,所述第一传感器6用于检测钢管放置位置上是否有钢管,所述第一传感器6设置在气动卡爪的侧部,所述第一传感器6对应两个卡爪10闭合后的抓取位置设置;当第一传感器6检测到钢管放置位置上有钢管时,发出信号给控制系统,控制系统控制气缸驱动器8驱动卡爪10闭合,抓取钢管。
[0034]
所述钢管上件装置还包括第二传感器7,所述第二传感器7用于检测两个卡爪10是否为打开状态,所述第二传感器7设置在对应卡爪10打开状态的位置,所述第二传感器7固定在气缸驱动器8上,所述第二传感器7与控制系统连接。
[0035]
本实用新型的工作原理:
[0036]
工作时,散热器横钢管放置在规定放置位置上,第二传感器7首先检测气动卡爪是否处于打开状态,如果处于打开状态,第二传感器7发送信号给控制系统,控制系统控制无杆气缸2动作,驱动固定板3沿直线导轨移动将气动卡爪带动到横钢管放置位置的上方,第一传感器6检测到横钢管放置位置上有横钢管存在,发送信号给控制系统,控制系统控制气缸5带动气动卡爪下降至抓取至抓取位置,然后气缸驱动器8驱动两个卡爪10闭合,抓取横钢管,然后气缸5带动气动卡爪上升,无杆气缸2驱动固定板3沿直线导轨移动将气动卡爪带动到横钢管焊接上方,然后气缸5带动气动卡爪下降,将横钢管放置在纵钢管的焊接位置上,待焊接夹紧装置下压后,气缸驱动器驱动两个卡爪打开,然后上件装置返回取料位置等待下一次上件。
[0037]
本实用新型可以实现钢管的自动上件,上件速度快,生产效率高,劳动强度小,人工成本低,且提高了生产过程的安全性;还可以提高钢管焊接位置的准确性,提高产品的焊接质量。
[0038]
以上所述为本实用新型最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本实用新型的保护范围以权利要求的内容为准,任何基于本实用新型的技术启示而进行的等效变换,也在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1